Currently no case studies available for this category
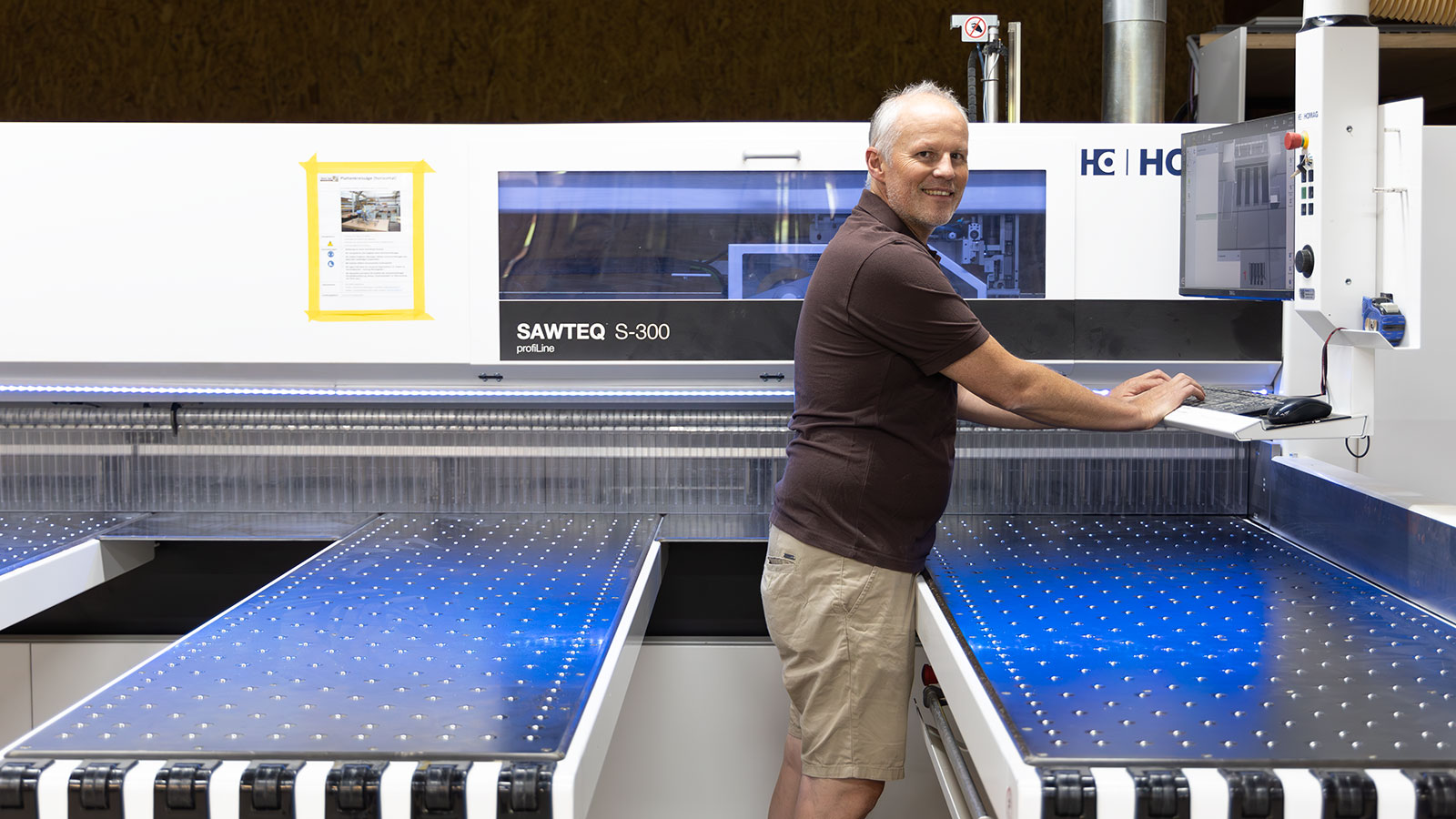
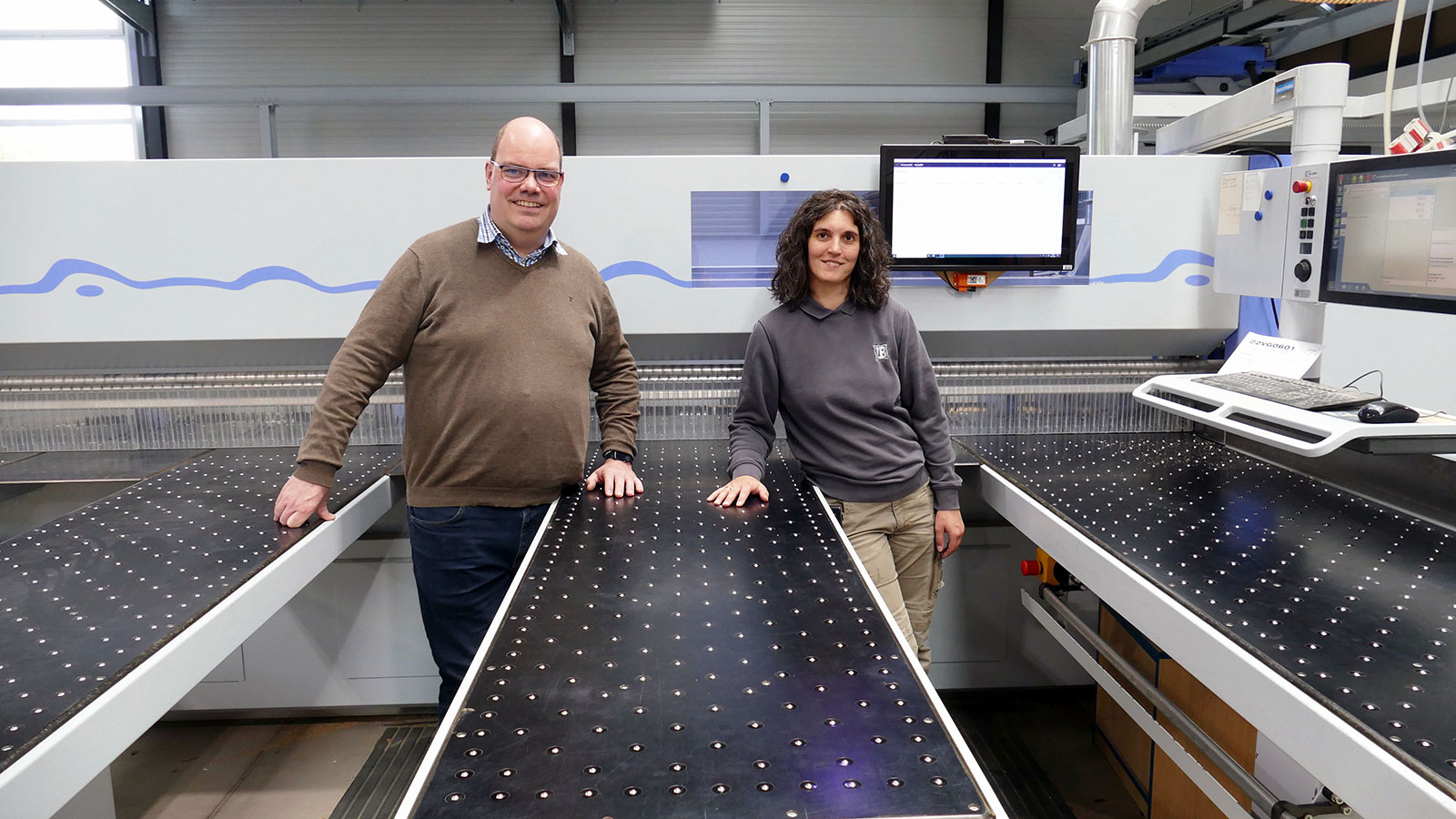
12/05/2025
· Ostbevern near Münster
A productive pairing
Optimized cutting at abc-Tischler: Panel dividing saw meets single-axis feeder
12/02/2025
· Zenting
Suite Dreams. Rooms that impress.
A portrait of Felix Graf GmbH.
11/19/2025
· Croydon, Surrey
Painted Ltd transforms spray finishing with HOMAG, Makor and Heesemann
To maintain standards and meet deadlines, Painted Ltd knew automation was the answer.
11/11/2025
· Bothwell, Glasgow
Hugh Stirling expands fire door manufacturing with HOMAG
With new HOMAG machinery now fully operational, Hugh Stirling is well positioned to expand its fire door production and strengthen its bespoke joinery operations.
10/15/2025
· Constitution Hill, Birmingham
Edmonds & Co upgrades sanding capabilities with Heesemann HSM.3 sander from HOMAG
Edmonds & Co. Ltd is set to continue its long tradition of high-quality manufacturing with their new Heeseman HSM.3 wide belt sander.
10/14/2025
· Berlin
A window on Berlin.
A report from the capital: Hans Timm Fensterbau is investing in the future.
10/10/2025
· Kreßberg-Waldtann
Automation perfectly implemented
The SAWTEQ S-300 flexTec robot saw with the STORETEQ P-300 storage system increases output at Wolz
09/24/2025
· Stapleford, Cambridge
Wedd Joinery streamlines programming with HOMAG’s smartWOP
With new HOMAG software Wedd Joinery have created a seamless process across all platforms.
09/12/2025
· Schwarzenberg
No need to move mountains at the foot of Mount Pilatus
The village joinery with the speed of a series production company
08/27/2025
· Borehamwood, Hertfordshire
Cworkshop fuels rapid growth with HOMAG machinery
With the company growing and new branches opening. The new premises needed filling with new machinery and HOMAG were CWorkshop's chosen supplier.
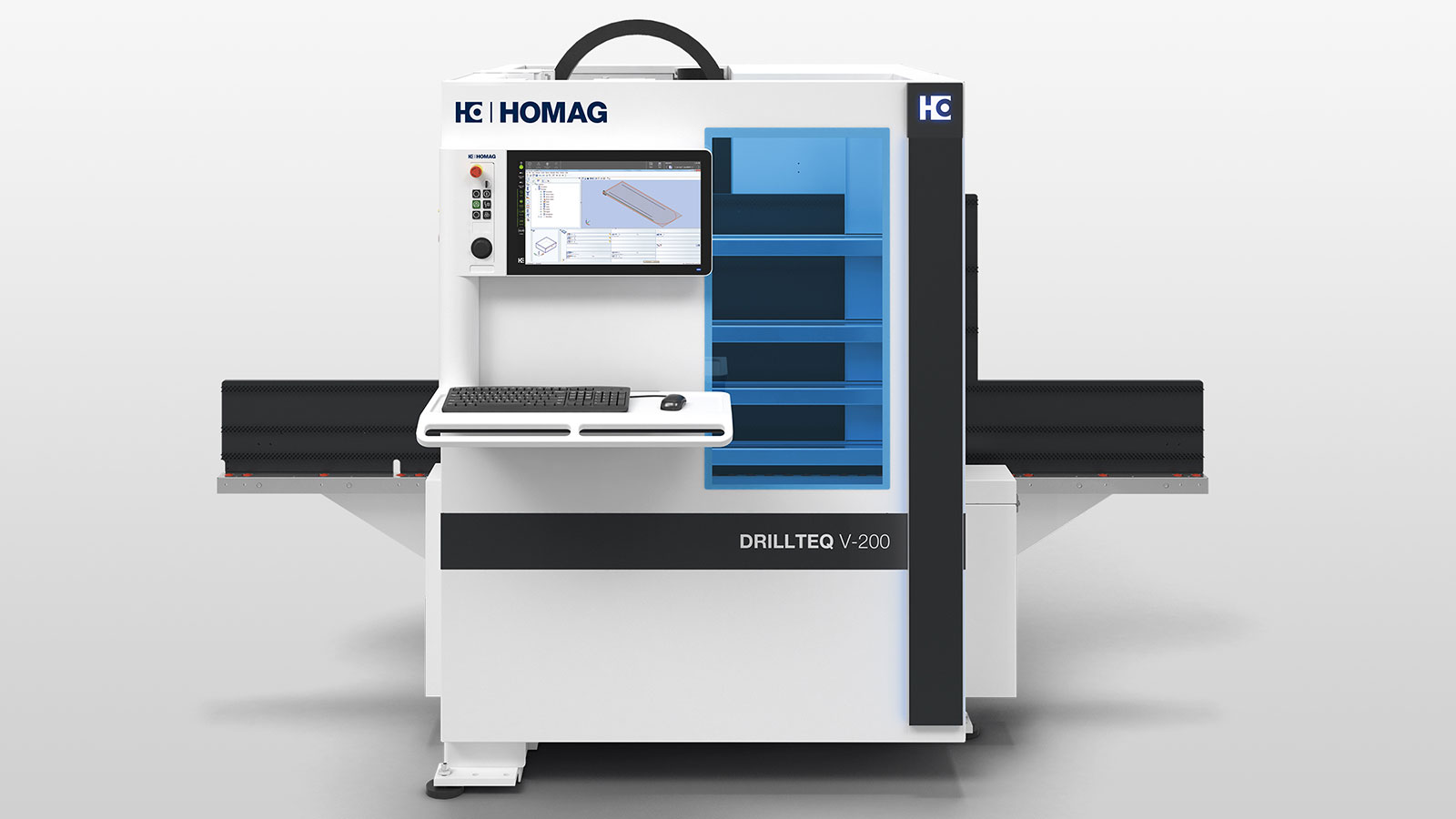
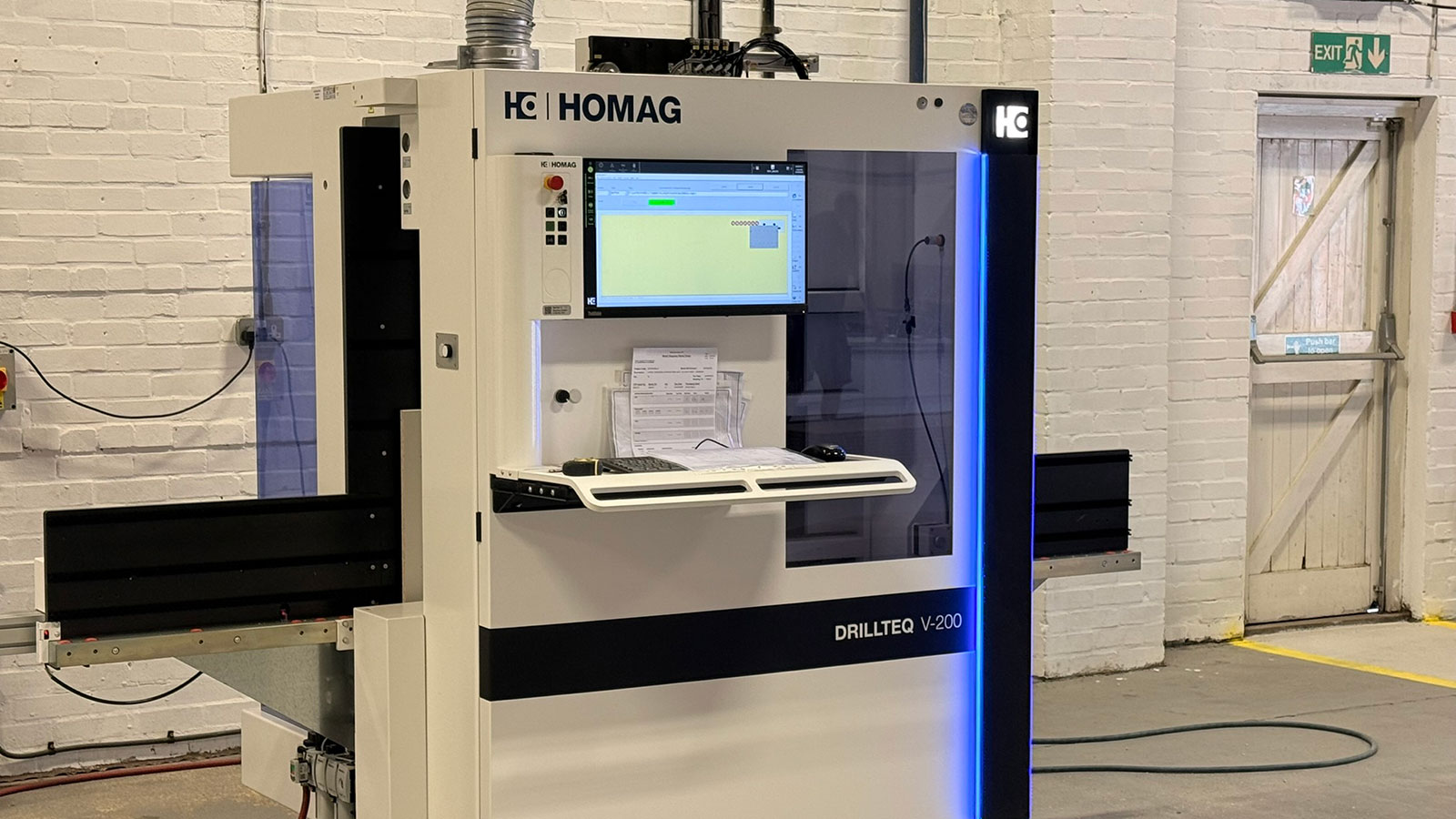
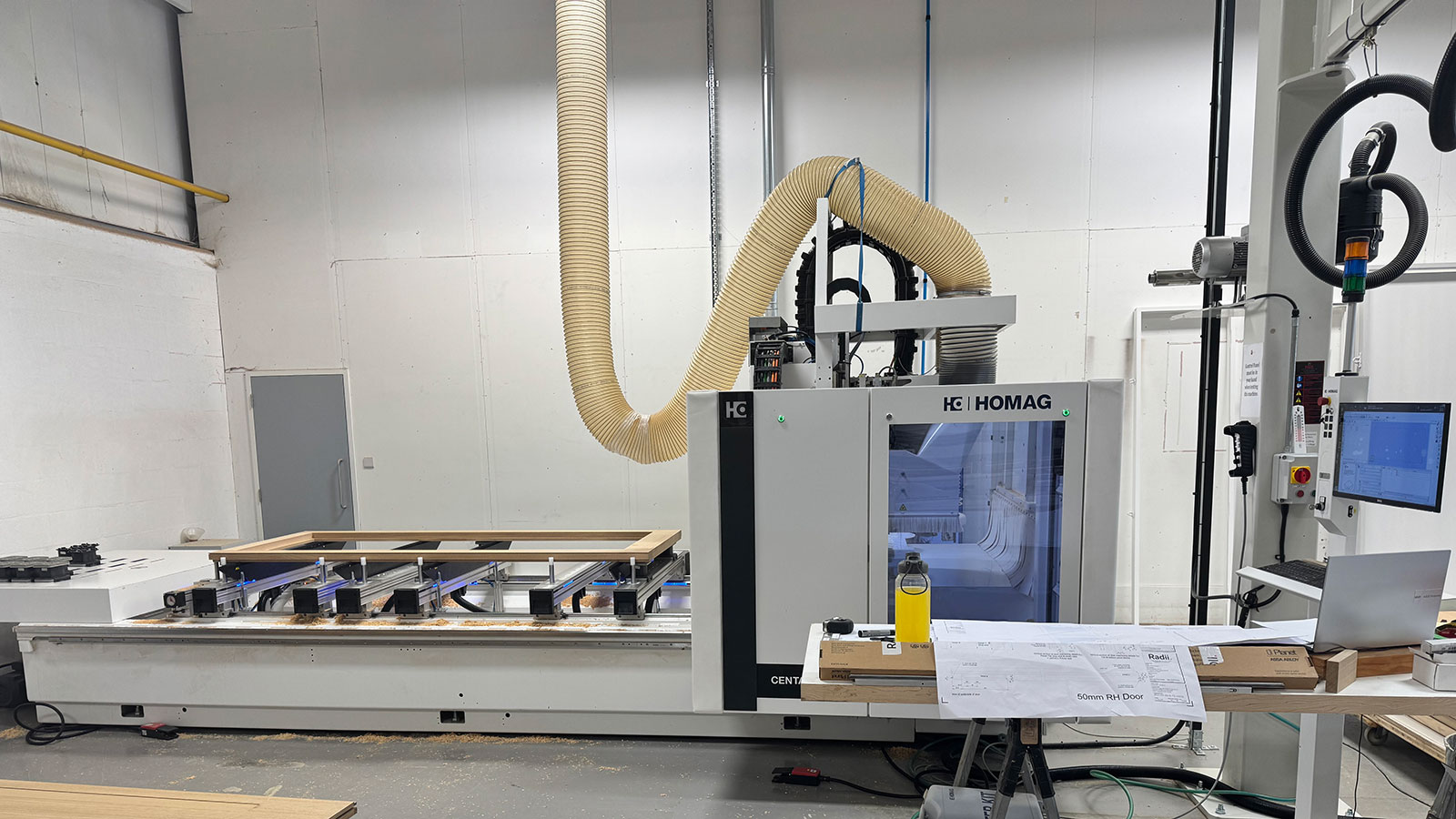
07/09/2025
· Prescot, Merseyside
Harrison Collier future-proofs production with HOMAG CNC upgrades
With changing times and a growing business. Harrison Collier knew it was time for an upgrade to a new CENTATEQ N-210 and DRILLTEQ V-200 machine.
07/04/2025
· Beeston, Nottingham
SEV UK invests in HOMAG EDGETEQ S-300 to support high-end bespoke joinery
The benefits have been plain to see with a new EDGETEQ S-300 upgrade for SEV UK
07/03/2025
· Cramlington, Northumberland
Browns 2000 enhances efficiency and automation with HOMAG STORETEQ & SAWTEQ Cell
Browns 2000 recently took a significant step forward by integrating a HOMAG STORETEQ & SAWTEQ
Cell into its production line.
06/25/2025
· Ribe
CM Byg – Timber construction in Denmark paving the way to climate neutrality
Denmark has been setting itself ambitious climate targets for years: greenhouse gas emissions are to be reduced by 70% by 2030.
06/24/2025
· Welwyn Garden City, Hertfordshire
How The CNC Workshop transformed production with HOMAG
When traditional processes started to slow down production, it became clear that change was needed for The CNC Workshop.
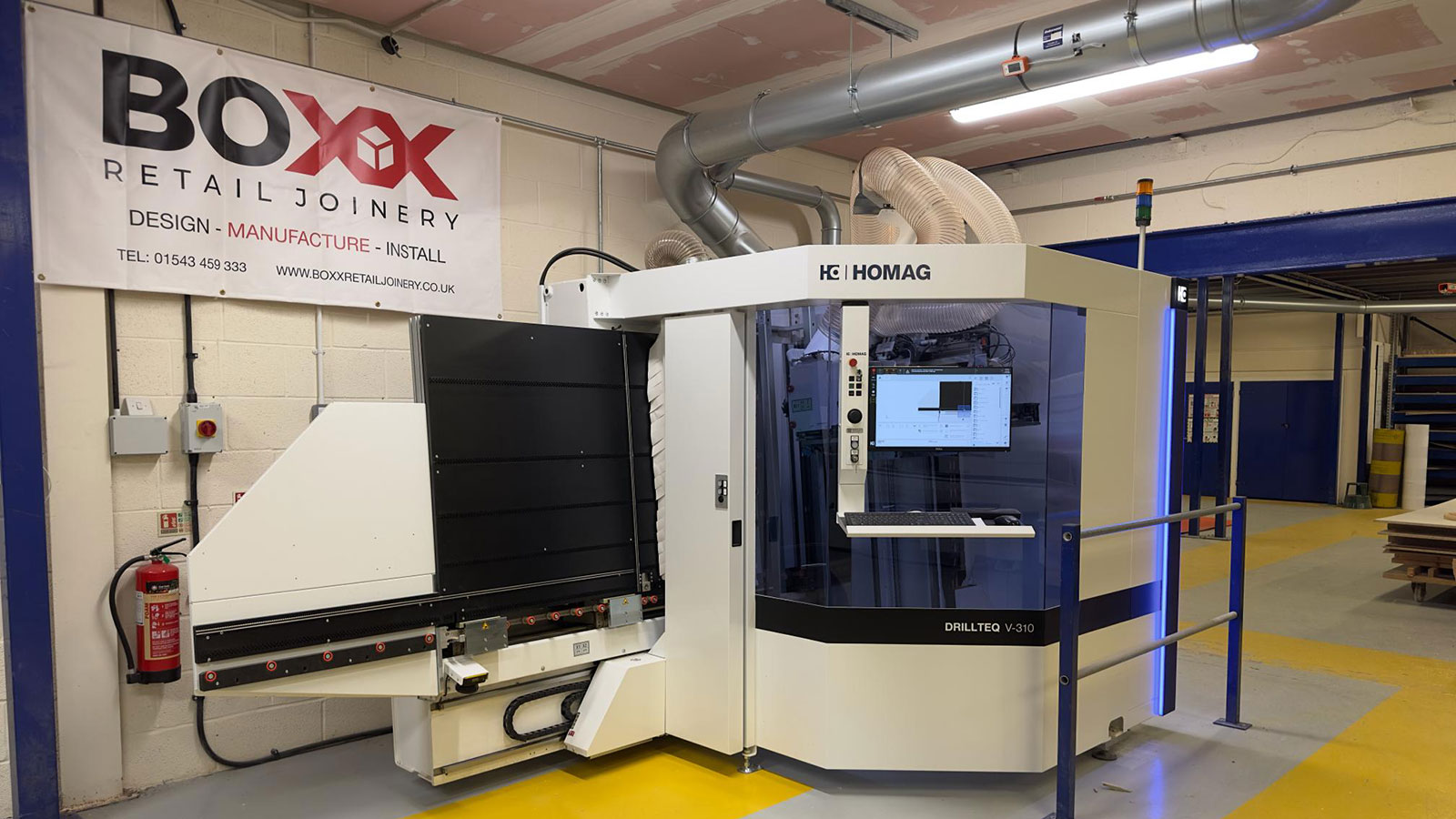
06/11/2025
· East Kilbride, Lanarkshire
Laboratory Specialist Services Ltd set to double capacity with HOMAG'S DRILLTEQ V-310
Laboratory Specialist Services have broken the operational bottleneck and doubled their capacity with their new DRILLTEQ V-310.
06/06/2025
· Ansoáin
Madergia – the Spanish timber construction industry is on the up
Although timber construction still holds only a small market share in Spain, it is growing at an accelerating pace.
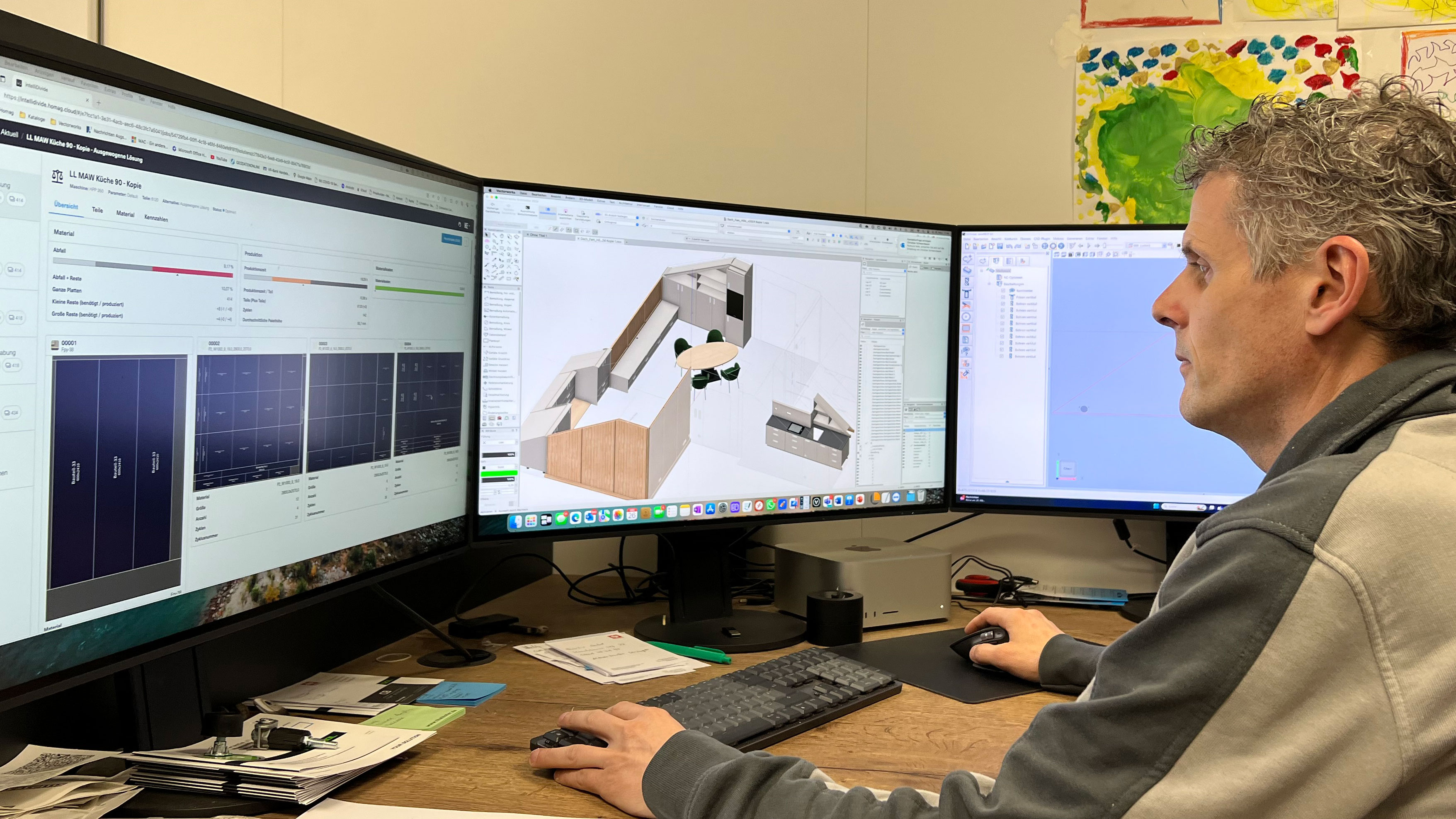
06/04/2025
· Reutlingen
MOD21 – Making modular construction efficient
Modular construction is on trend in urban areas. MOD21 built a daycare center in Reutlingen using modular timber construction.
06/03/2025
· Skegness, Lincolnshire
Worth its weight in gold
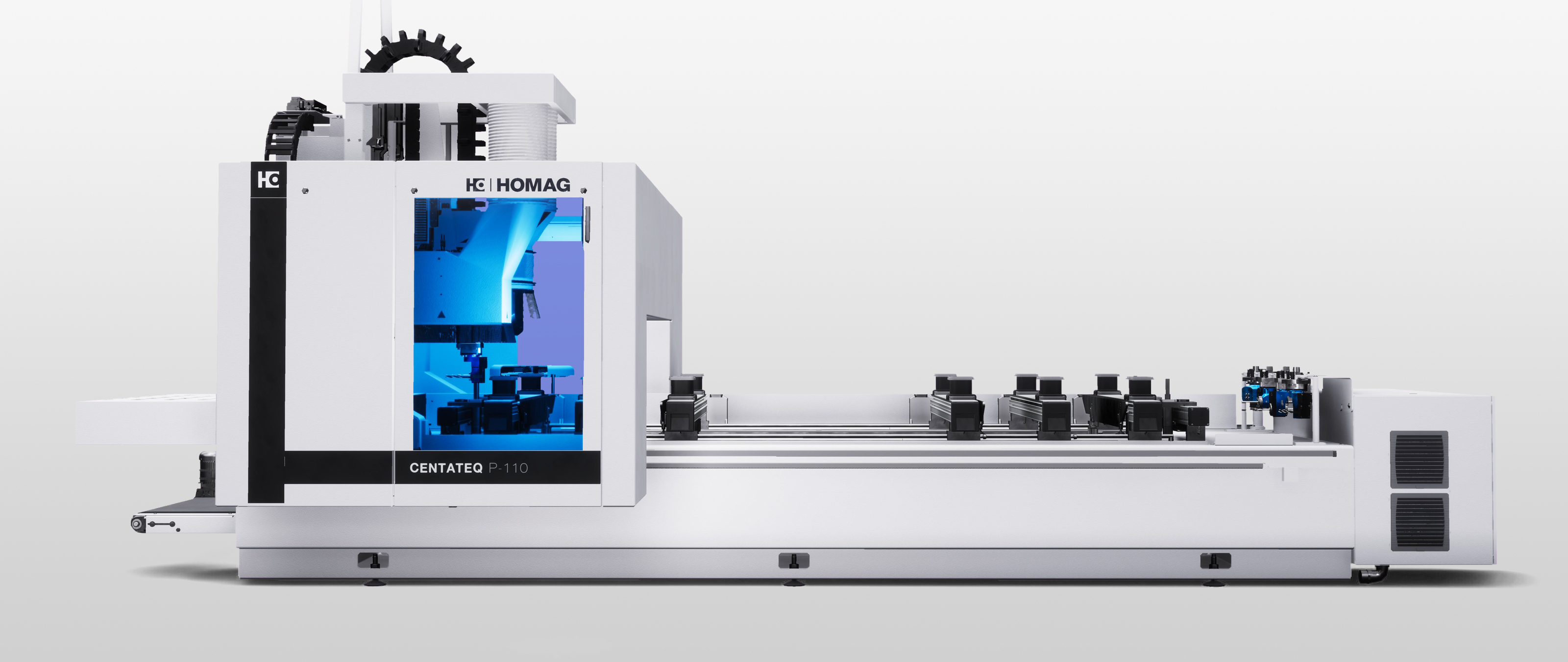
Mobili Expands Production with three state-of-the-art HOMAG machines: The CENTATEQ E-310, CENTATEQ P-110, and DRILLTEQ V-200.
06/03/2025
· Pyeongtaek
Space Factory – Timber construction in Korea
In just half a decade, this timber construction company has made the leap from manual stick framing to modern, fully automated modular building.
05/27/2025
· Swindon, Wiltshire
Crocodile Packaging enhances reliability and efficiency with HOMAG'S SAWTEQ S-300
As part of a broader strategy to optimise and expand its operations, Crocodile Packaging has taken a significant first step by investing in HOMAG’s SAWTEQ S-300 beam saw.
05/08/2025
· Marsh Darwen, Lancashire
Riverside Wood Products Transforms Production with HOMAG Machinery
Riverside Wood invest in a suite of HOMAG machines, seeing transformational operations across the board.
05/01/2025
· Corby, Northamptonshire
AJB Group invests in a HOMAG package to launch fire door manufacturing
AJB Woodworking steps forward in to the fire door market with the help of HOMAG.
04/24/2025
· Cork, Ireland
HOMAG’s CENTATEQ E-310 powerEdge CNC transforms production for Ireland’s Cash and Carry Kitchens
Our business philosophy is to partner with the best suppliers out there; HOMAG is certainly one of those suppliers.
04/23/2025
· East Riding, Hull
HOMAG machinery delivers significant operational efficiencies with Hurst Doors
The decision to partner with HOMAG on a new SAWTEQ S-200, EDGETEQ S-300, and XES 200 has proven to be a highly beneficial one for Hurst Doors.
04/22/2025
· Ashburton, Devon
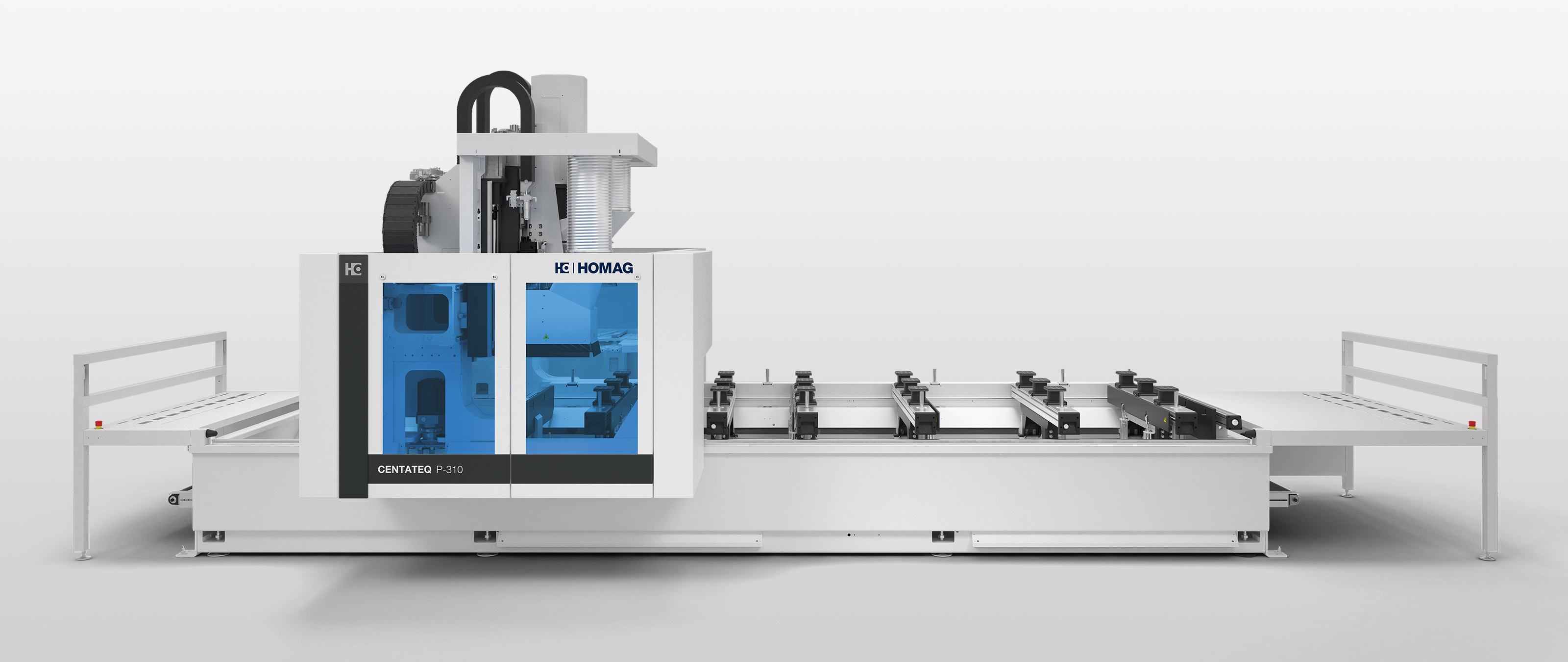
Outdoor Play UK expands manufacturing capabilities with HOMAG’s CENTATEQ P-310
Outdoor play UK demonstrates key creativity with a new HOMAG CENTATEQ P-310 5-axis CNC machine. Set to take them to new and exciting heights.
04/17/2025
· Burntwood, Staffordshire
TEK Contracts accelerates growth with HOMAG’s DRILLTEQ V-310 and EDGETEQ S-300
To keep pace with their own success, TEK contracts needed to fully embrace an automated workflow by investing in machinery that was up to the task.
04/17/2025
· Preston, Lancashire
Kitchen Doors Northwest Doubles Efficiency with HOMAG Machinery
Kitchen Doors Northwest, a family-run business comes full circle with HOMAG.
04/10/2025
· Hilltown, Down
“Treated like kings”: Fabtops’ experience with HOMAG and the CENTATEQ N-210
Fabtops recently faced challenges with their aging equipment, to overcome these issues, they turned to HOMAG for a state-of the-art solution.
04/09/2025
· Clevedon, Somerset
The Nation’s Favourite Caravan Brand Shifts Gears With HOMAG Machinery
Bailey of Bristol future-proofed its production and addressed challenges caused from aging machinery by making a significant investment in HOMAG technology.
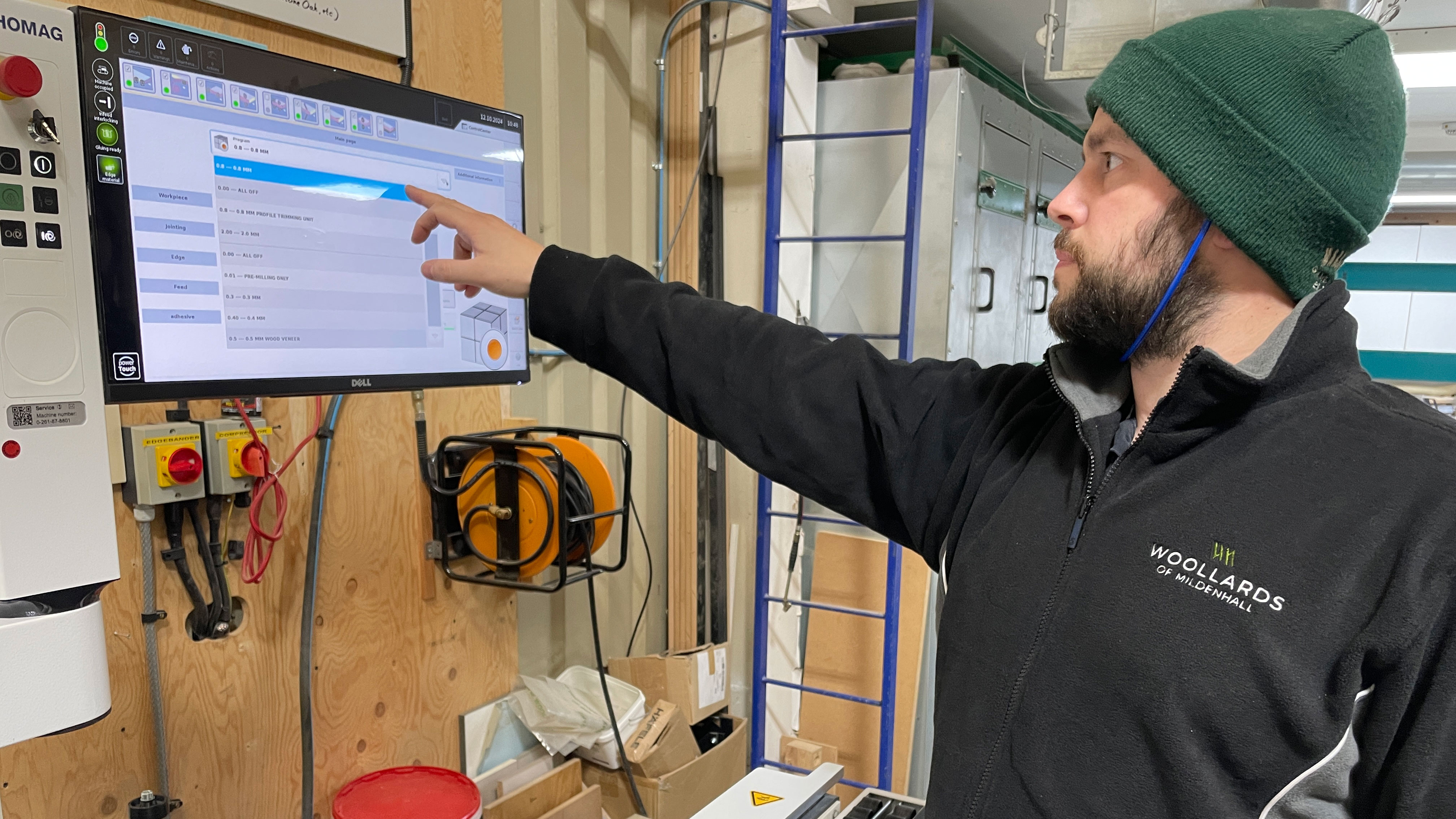
02/12/2025
· Mildenhall, Suffolk
A HOMAG homage, courtesy of a small business owner
Needing to replace their 17-year-old edge bander, family-run Woollards of Mildenhall felt confident turning to HOMAG for their new EDGETEQ S-300 machine.
01/20/2025
· Oldham, Greater Manchester
Northern Fire Solutions secures growth and efficiency with HOMAG’s CENTATEQ P-110
With a catastrophic failure of their old CNC machine, Northern Fire Solutions Ltd are finally back to full capacity thanks to their latest investment of a CENTATEQ P-110.
01/20/2025
· Hoddesdon, Hertfordshire
No margin for error: Why Humphrey & Stretton chose HOMAG’s EDGETEQ S-500
Aware that when it comes to the manufacturing of fire doors, there can be zero compromise on quality. Hence, Humphrey & Stretton recently invested in the HOMAG EDGETEQ S-500.
12/17/2024
· Ebenweiler
All targets for efficient timber construction achieved
Find out here what advantages Strobel GmbH has been able to achieve by automating its production with the WALLTEQ M-300 multifunction bridge.
12/12/2024
· Maidenhead, Berkshire
McEvoy & Rowley brings kitchen manufacturing in-house with HOMAG machinery
As a result of the COVID-19 pandemic, McEvoy & Rowley made the strategic decision to take control of their manufacturing process by bringing it in-house.
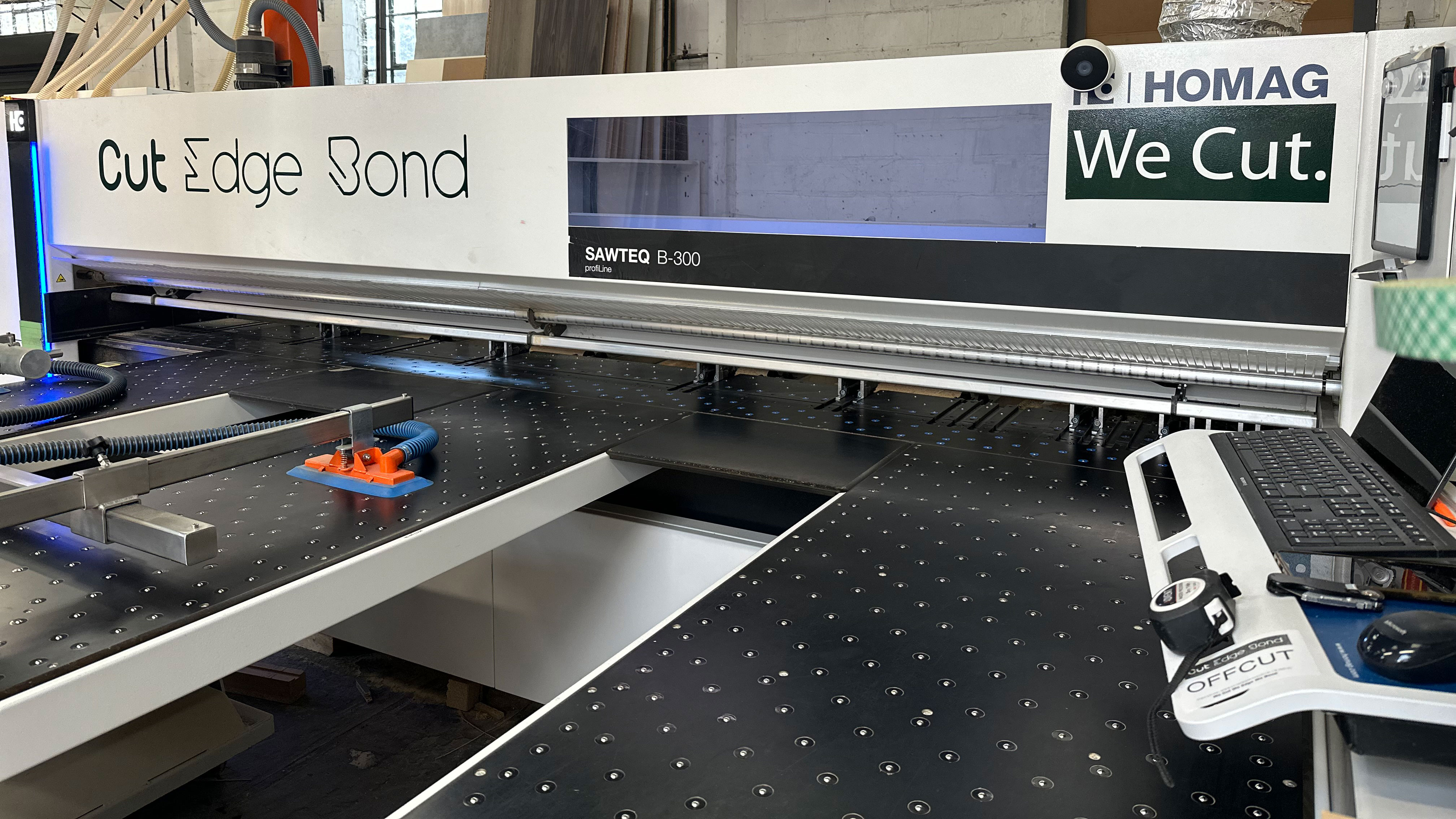
12/10/2024
· High Wycombe, Buckinghamshire
Cut Edge Bond doubles capacity with HOMAG machinery
Cut Edge Bond, a woodworking supply shop based in Buckinghamshire, doubles capacity after investing in a HOMAG EDGETEQ S-300 edge bander and a SAWTEQ B-300 beam saw.
11/22/2024
· Pukekohe
Cutting Edge Cabinetry. Quality products with a warm, personal service.
From vision to excellence: Cutting Edge Cabinetry saves a lot of time and gets a better finish by using the EDGETEQ S-200 with airTec.
11/06/2024
· Bergisch Gladbach
Committed to quality
A portrait of the Arens joinery.
11/04/2024
· Auckland
DBJ Furniture Limited, where anything less than near-perfection is unacceptable.
DBJ Furniture Limited specialized in high-end and custom cabinetry and really focus on the top-end commercial and residential sector.
10/21/2024
· Halifax, West Yorkshire
See Limited’s distribution arm achieves automated excellence with HOMAG
See Limited provide a significant investment to their distribution arm, Performance Panels, through the integration of HOMAG's STORETEQ P-500 & SAWTEQ S-300.
10/21/2024
· Sulz am Neckar
"A decisive step for the future" — window production at the next level
Grathwol Fensterbau e.K. is the proud owner of a CENTATEQ S-800
10/18/2024
· Schlüsselfeld
Tailored to the benchmark
Highly automated storage-nesting cell for motorhome production
10/02/2024
· Oberkirch
Wall and room solutions from PAN+ARMBRUSTER with a system and machines from HOMAG
A quantum leap...
09/30/2024
· Osaka
A smart factory for Yamato Scientific.
Yamato Scientific and HOMAG Japan. A perfect partnership to breathe life into the concept of a Smart Factory. And a Letter of appreciation from Yamato Scientific.
09/12/2024
· Bielefeld
Reinforcements for the "Raumwunder" DRILLTEQ V-310
Automated robot cell in use at Ravensberger Holz.
08/07/2024
· Esposende
1000 sustainable houses per year – How Kōzōwood plans to increase its production capacity
Timber construction company Kōzōwood draws its inspiration and motivation from its motto: "Where housing innovation is shaped."
08/02/2024
· Colfax
Off-Site Wall Panel Production in the US
Black Stone NC Construction Inc. – "Building Dreams, Framing Futures"
08/02/2024
· Schwäbisch Hall
Well equipped for the future
Neue Räume GmbH is investing in the SAWTEQ S-300 flexTec robot saw
07/31/2024
· Derby, Derbyshire
Michael Pepper Joinery crafts a bright future with the help of HOMAG
Certified fire door manufacturers Michael Pepper Joinery with their new EDGETEQ S-380 Machine
07/29/2024
· Burgbernheim
Partnership in timber construction
Together with Stefan Bauereiß, we discuss major events, superb cooperation and what makes a good partnership.
07/26/2024
· Schopfloch
Go for digitalization: Technische Fachschule Bern shows how it's done!
Integrated processes at every step with digital products from HOMAG: Cutting with intelliDivide, edge and sorting assistants, and much more
07/23/2024
· Croyden, Surrey
Painted Ltd’s Expansion Journey with HOMAG
Painted Ltd, a spray paint business that recently ventured into woodworking, has rapidly expanded its capabilities and market presence.
07/18/2024
· Hugo
The Next Step Into Automated Off-Site Construction in the US
JL SCHWIETERS CONSTRUCTION uses a WEINMANN production line.
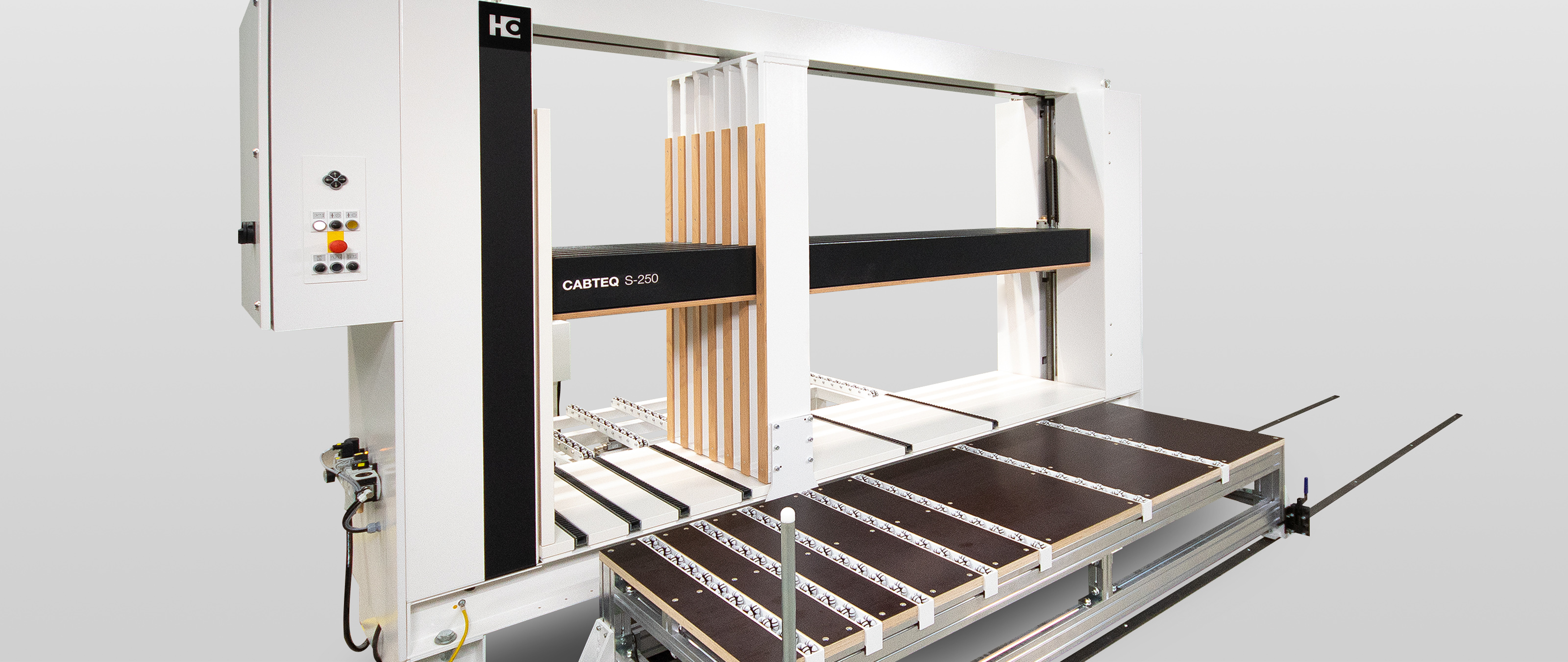
05/29/2024
· Queenborough, Kent
Kent Home Improvements squares up with HOMAG CABTEQ S-250
With their old carcass press dying and no longer needing such a big press, Kent Home Improvements turned to HOMAG to invest in a robust and efficient carcass press.
05/28/2024
· Augsburg
Simply more productive
Raimund Issle has set out on a digital path with his carpentry business. With digital tools from HOMAG, he and his team are boosting productivity.
05/15/2024
· Romford, Essex
HOMAG SAWTEQ B-400 beam saw: The perfect ‘fit’ for Universal Wood Products
With a Japanese multi-ripsaw fast approaching the ends of its life and an unsuccessful second-hand alternative, Universal Wood Products needed to find a suitable replacement.
05/03/2024
· Frankfurt/Oder
Process steps "shortened"
With the development of a cost-optimized modular system, B&O Bau GmbH enriches its portfolio with a very interesting offer.
04/15/2024
· Ettlingen
One thing is certain: The craftsmanship remains
A portrait of the efbe möbelart joinery.
04/10/2024
· Harrow, Middlesex
EDGETEQ S-300 improves quality and production capacity for C & S Interiors
Recognising the need to automate and speed up production, C & S Interiors invested in a new, automated edge bander to efficiently produce panels with a first class finish.
03/19/2024
· Weitra
Used every day. Enthusiastic every day.
CNC programming software woodWOP 8.1: In use at the Fuchs joinery in Austria
03/06/2024
· Northampton
CNC Creations invests in a beam saw and edge bander from HOMAG
A rise in demand triggered by the pandemic, saw local suppliers turn to CNC Creations to provide the panels and carpentry needed to meet the growth in the market.
02/27/2024
· Zell am Harmersbach
Maximum CNC processing at Lehmann Joinery
The space-saving miracle put to a practical test.
02/26/2024
· Beckum
Berufskolleg Beckum: Unparalleled networking of the training workshop.
An outstanding place of training.
01/31/2024
· Canterbury, Kent
A game-changer for timber window manufacturer French & Westcott
Realising their traditional business model was no longer profitable, French & Westcott recognised that they needed to invest in technically advanced machinery.
12/15/2023
· Aham
If you have a problem, you go to the Eibl joinery
A portrait of Josef Eibl GmbH.
12/13/2023
· Haddington, East Lothian
Jason Baker Design automates its finishing process with Makor Start One from HOMAG UK
With the consistent growth of the business, Jason Baker decided to automate some of their finishing processes by investing in a Makor Start One spraying machine from HOMAG.
Whether it's kitchens, staircases, doors, bathroom furniture, floors or interior fittings, everything that can be produced from wood is in excellent hands at the Ganz joinery.
11/10/2023
· Greenford, Middlesex
HOMAG automates production for Claris Housewares & Stationery Solutions
Having analysed the bottlenecks in production, it was clear that both panel dividing and drilling operations at Claris Housewares had to be improved.
11/06/2023
· Toruń
German-Polish module
Radical change from conventional to modular timber construction. With a new plant in Toruń, MOD21 is one of the major module suppliers on the German market.
10/30/2023
· Villingen-Schwenningen
Cutting in craftsmanship quality — with industrial efficiency
HOMAG SAWTEQ S-300 saw in use
10/23/2023
· Braubach, Rheinland-Pfalz
Noticeably increased performance with the SAWTEQ B-130 (now S-100)
Schreinerei Schwieck sets itself up for the future in panel cutting
10/02/2023
· Reutlingen
Well-positioned
SYNdikat Zimmerei AG focuses on large new construction projects. To cope with the production volume, the company is investing in automated production.
09/12/2023
· Haiterbach
Digital future with a clear overview
At MS-Schuon, productionManager ensures complete transparency of orders in production.
08/29/2023
· East Riding, Yorkshire
The Swift Group partners with HOMAG to completely redesign its production facility
Having undertook a review of its machinery facilities to improve efficiency & production, the Swift Group have seen a capacity increase in excess of 25 percent.
08/07/2023
· Dammam
"Saudisation" leads to automation wave in the furniture industry
How manufacturer Al Joaib wants to reamin competitive
07/25/2023
· Alpnach
Robotic saw solves bottleneck at Alpnach Schränke
Flexible cutting in batch size 1
07/10/2023
· Wellington, Somerset
The Complete Kitchen Company invests in EDGETEQ S-380
Requiring a solution to increase their output capacity, The Complete Kitchen Company invested in an EDGETEQ S-380 as well as an XES 200 glue station.
07/01/2023
· Linz
Where skilled workers are forged
The Institute for Economic Promotion (WIFI) of the Upper Austrian Federal Economic Chamber sees itself as a partner of people and organizations that want to develop themselves
07/01/2023
· Conception
Pioneers in the field of modular timber construction in Chile
Since its founding in 1995, Patagual has provided new impetus to the real estate industry through numerous innovative development projects.
06/29/2023
· Cuenca
LIGNUM TECH entrusts WEINMANN
LIGNUM TECH leads the wood construction industry in Spain. The company combines materials and optimizes processes for economic efficiency and and environmental protection.
06/22/2023
· Elchesheim-Illingen
Beam all parts up to the assembly area
Digital operation from work preparation stage to production: Löw Breidenbach relies on the SmartWOP design software and the productionManager digital job folder.
06/20/2023
· Landscheide-Flethsee
On the path to industrial production
The experts for special constructions of company Schütt shape the change in their company with SCHULER Consulting.
06/07/2023
· Tiptree, Essex
Mumford & Wood transforms window production with CENTATEQ S-800
To keep ahead of the rapidly changing UK market for windows, Essex based Mumford & Wood recently invested in the state-of-the-art CENTATEQ S-800 CNC machining centre.
05/16/2023
· Schondra
Responsibility
Portrait of the Möbel und Raum joinery.
05/15/2023
· Lingen
Finger firmly on the pulse
From exotic to pioneering role. Automation of production brings the company closer to the goal of realizing industrialized construction.
05/15/2023
· Falkenberg
Everything done right from an early stage
Haas Fertigbau GmbH has traditionally been very diversified and is active in many fields of prefabricated timber construction.
05/09/2023
· Rotherham, South Yorkshire
Staverton (UK) Limited sees capacity increase 40 percent with HOMAG machinery
As the world slowly emerged from the COVID crisis Staverton began to question what the best strategy would be to grow the business.
05/09/2023
· Pfalzgrafenweiler
Five steps to more effectiveness
Targeted increase of overall equipment effectiveness (OEE)!
04/26/2023
· Indianapolis, Indiana
Colorful, versatile, and highly efficient
US manufacturer increases production efficiency by more than 40 percent
03/28/2023
· Kettering, Northamptonshire
HOMAG is the brand of choice for Woodcraft World
Starting a brand new business venture is never easy. Fledgling Woodcraft World joinery business began trading in 2022, despite facing the added challenges.
03/20/2023
· Forstern
Even more efficient at the edge!
The Edge Data Package in use at Lechner joinery.
03/16/2023
· Steyr- Dietach
Production line for batch size 1 kitchens
At Breitschopf in Steyr-Dietach, kitchens are custom-made — always. What the kitchen looks like and how it is designed is entirely up to the customer.
03/16/2023
· Wels
Secure packaging of unique products
In Wels, individual kitchens are made with great attention to detail. To ensure that customers receive these unique products free of defects, ewe Küchen uses the PAQTEQ C-250.
03/01/2023
· Overath
Faster, better, more ergonomic
In 2021, Hamacher GmbH decided to invest in a cost-effective first step into the world of automation.
02/20/2023
· Burg (bei Magdeburg)
The key to success lies in intralogistics
In order to manufacture more efficiently, Burger Küchen uses SCHULER Consulting's Digital Value Stream Optimization.
02/15/2023
· Glossop, Derbyshire
Contract kitchen manufacturer invests in HOMAG DRILLTEQ H-600
Having acquired numerous HOMAG machines since the early 1980's, a DRILLTEQ H-600 CNC processing centre was Richmond Furniture's most recent purchase.
01/16/2023
· Riegersburg
Perfectly packed for the world's metropolises
Producing elegant furniture for customers who are keen to invest is the business of the Radaschitz carpentry company in Riegersburg, in the Austrian state of Styria.
01/11/2023
· Fenton Barnes, East Lothian
HOMAG’s machinery and service continue to be favoured by Archispek
Following the increased demand for the company's products, kitchen designer and manufacturer Archispek Limited expanded and improved its workshop's woodworking machinery.
12/19/2022
· Rastede
On the edgeband, get set, go!
Comprehensive and consistent edgeband management? That's no problem with the edgeband assistant — ZB Holzsysteme shows us how!
12/16/2022
· Ho Chi Minh City
Advanced woodworking solutions pay off with Jager and HOMAG
HOMAG has been providing machines and software that have helped multiple Asian companies rely less on manpower and transition towards automated processes.
12/12/2022
· Bischofswerda
Made-to-measure "suits" for windows and doors
Meesenburg Großhandel KG invests in a HOMAG saw-storage combination
12/06/2022
· Waltham Abbey, Lucabella
Lucabella Furniture invests in complete HOMAG solution
Based in Waltham Abbey, Lucabella Manufacturing was set up to manufacture quality bathroom furniture & have since partnered with HOMAG for their complete machinery solutions.
11/28/2022
· Sulzfeld
A robot that never gets tired
The company Mayer in Sulzfeld leaves the cutting to a robot. The SAWTEQ B-300 flexTec is fully integrated in the STORETEQ S-200 storage system.
11/21/2022
· Ruprechtshofen
Sawing independently in-house
The Robot saw SAWTEQ B-300 flexTec in use at the Alfred Baumgartner joinery.
11/14/2022
· Rastede
Goodbye endless paperwork, hello digital job folder
ZB Holzsysteme shares this opinion and is putting an end to endless paperwork by introducing productionManager.
10/25/2022
· Rühlingstetten
Real throughput in batch size 1
ControllerMES in pratice at Walter Bosch GmbH
10/10/2022
· Ochtendung
Significantly greater added value
Since 2013, Lohnabbund Schuth has been offering construction component manufacturing, in addition to beam processing services. In 2021, the company automated its production.
09/29/2022
· Müllheim
Interior architects' favorite
Portrait of the Fehlmann joinery.
09/13/2022
· Parsberg
Sustainably on the road to success
Greenfield project and a change of generations at the wood-loam house builder Kinskofer
08/24/2022
· Ostfildern
A practical test mastered: productionManager proves successful in combination
Binsch GmbH relies on a digital future - and on digital solutions.
08/24/2022
· Dunningen in the Black Forest
Plenty of potential for healthy growth
Interior fittings specialist Reuss invests in HOMAG storage-nesting combination
08/22/2022
· Melksham, Wiltshire
Herman Miller extends HOMAG relationship with new CENTATEQ E-310
Founded in 1905 in Michigan, USA, Herman Miller is a design led office and home furniture manufacturer. The UK division recently invested in a CENTATEQ E-310 CNC.
08/22/2022
· Hemel Hempstead, Hertfordshire
HOMAG equipment facilitates market expansion for Quest Joinery
Operating several HOMAG machines at its 25,000 sq. ft. production site in Hemel Hempstead, Quest Joinery has a history of delivering exceptional results.
07/18/2022
· Colchester, Essex
Alexander Cleghorn invests in bespoke EDGETEQ S-810 powerLine edge banders
Bespoke staggered tandem line featuring two EDGETEQ S-810 powerLine machines has helped drive processing speeds & facilitate bespoke production of narrow double-sided panels.
07/06/2022
· Vagney
Fit for the new standard
Modernization of the production line at SOCOPA in France.
07/04/2022
The world's wooden skyscrapers
Multi-story timber construction
07/02/2022
· Bonndorf
Custom-made flexible workflow
New production line working at full load after two months.
07/01/2022
· Soest
The charm of serial construction
Due to the impact of the strained material situation, Materio GmbH has increasingly focused on project development and financing.
06/13/2022
· Bahlingen
Pilot project for future growth
With its investment in a WALLTEQ M-120, Kreutner & Schmälzlin Holzbau GmbH in Bahlingen has opted for a gentle first step into automation.
06/08/2022
· Doncaster, South Yorkshire
HOMAG technology helps Omega PLC to become a market leader
HOMAG has been Omega's woodworking machinery supplier of choice since 2014 when the company began its investment programme in the procurement of new machinery.
06/01/2022
· Araucária
Sustainable house construction in Brazil
Tecverde was founded in 2009 by a group of young entrepreneurs, with the purpose of making the Brazilian construction sector more industrialized and sustainable.
05/12/2022
· Alerheim
Intelligent networked machine concept at Ries Akustik
High in-house production capabilities and maximum efficiency thanks to networked production and optimally coordinated processes
05/09/2022
· High Wycombe, Buckinghamshire
HOMAG machinery is the brand of choice for Dashwood Interiors
To start the in-house manufacture of a range of made-to-measure furniture and customer cabinetry, London Pro-Fitters invested in three HOMAG woodworking machines.
04/29/2022
· Eugene, Oregon
Step into the automated future
From 7,500 to 10,000 cabinets per week - automation project at Lanz Cabinets, Oregon (USA)
04/15/2022
· Elchesheim-Illingen
The courage to take risks
A portrait of the Löw Breidenbach joinery.
04/11/2022
· Santa Barbara, Kalifornien
Sleeves up and hands on – workshop at interior fitter Lotus Cabinetry
The Californian family business counts on the support of SCHULER Consulting for production optimisation.
03/17/2022
· Bad Aibling
Tackling the housing shortage with timber construction
Affordable living space in a large city? There’s no such thing! This is the experience of people who are looking there for somewhere to live.
03/08/2022
· Bönnigheim
What is the best possible way to manage the variety of materials in cutting?
Schurig GmbH in Bönnigheim, Baden-Württemberg, has helped to develop the answer.
02/24/2022
· Chester, Cheshire
JDH Joinery ramps-up production with new HOMAG equipment
JDH Joinery a diverse manufacturer of joinery products has seen a marked improvement in its production volumes following the recent installation of a HOMAG SAWTEQ B-130.
02/14/2022
· Havant, Hampshire
Leading fire door manufacturer extends HOMAG partnership
Ahmarra Door Solutions, one of the UK's leading fire door manufacturers, recently selected HOMAG as its preferred partner for woodworking equipment.
02/11/2022
· Vila Nova de Gaia
The wanderer between worlds
J&J Teixeira combines pure craftsmanship with industrial series production. The fully automated production line from HOMAG connects the two worlds.
01/31/2022
· Niederkassel
Familiar, but contemporary
"Small" automation solution for carpentry businesses.
01/14/2022
· Auckland
Peter Hay Kitchens Makes Next Move
For nearly 50 years, Peter Hay Kitchens has been at the forefront of the New Zealand kitchen manufacturing industry. Now Peter Hay is investing in three new HOMAG machines.
12/13/2021
· Eschenz
The next step — but certainly not the last.
Since spring 2021, the Bantli joinery in Eschenz, Thurgau, Switzerland has been using a DRILLTEQ V-500 CNC processing center with robotic support provided by a FEEDBOT D-300.
12/10/2021
· Swinton, Greater Manchester
Carlick Contract Furniture keeps pace with soaring production demands
With a growth in demand as a result of both Brexit and the pandemic, Carlick upgraded their capital equipment and installed a LOOPTEQ O-300 and EDGETEQ S-500
12/10/2021
· Julbach
Delivering precise quality
Oberhaizinger GmbH, based in Julbach, Lower Bavaria, specializes in series production of furnishings for car dealerships, banks and real estate.
12/06/2021
· Mehring
On a growth course with Hasenkopf Industrie Manufaktur
SCHULER Consulting develops strategic roadmap for the capacity expansion of the long-established company from Mehring (Bavaria, Germany)
12/01/2021
· Mertingen
Launching ahead
Fitz Interior builds the interiors for high-end yachts. Machines from HOMAG are always a key part.
11/25/2021
· Hövelhof
Robot-made 'single' cuts
A SAWTEQ B-320 flexTec robot saw from HOMAG forms the foundation of two automatic batch size 1 lines at horatec in Hövelhof.
11/25/2021
· Richibucto
Orientating a path to advanced prefabrication with WEINMANN
Canadian prefabrication manufacturer Atlas Structural Systems embraces WEINMANN advanced timber processing equipment to grow business.
11/08/2021
· East Riding, Hull
SAWTEQ B-300 drives production capabilities and efficiencies at Excel Laminating
Following its recent acquisition of a HOMAG panel saw SAWTEQ B-300, Excel Laminating has seen a noticeable increase in its manufacturing efficiency and capability.
10/31/2021
· Fribertshofen
Healthy growth
Portrait of the Amler joinery
10/29/2021
· Schuttertal
Bottlenecks in element production
Elztal Holzhaus GmbH invested in a tailor-made production solution for its compact production hall.
10/08/2021
· Schlüchtern
Mastering software selection Part 2: Avoiding duplicate data maintenance wisely
In its search for a new ERP system, Möbelfabrik Rudolf counts on the support of SCHULER Consulting. Read now!
09/29/2021
· Belfast, Antrim
Beam saw SAWTEQ B-200 speeds up production at Timbertone Design
Timbertone Design has over 30 years' experience in manufacturing kitchen and bedroom furniture and is equipped with advanced production machinery from HOMAG.
09/17/2021
· Pfalzgrafenweiler
Mastering software selection - Part 1: Hands-on tips for SMEs and industrial manufacturers
What is important when choosing software? Read our recommendation from day-to-day experience here!
09/16/2021
· Hornberg
Creators of living spaces
Duravit combines comfort-giving technologies and timeless design, in the sense of an individual, holistic design of the bathroom living space.
09/13/2021
· Bremervörde
Step by step to success
Growing step by step is not only more manageable from a financial perspective, it also minimizes the risk from fluctuations in the market.
09/10/2021
· Klang
Interview with Matthew Law, Versalink
The malaysian office furniture manufacturer has successfully added batch size 1 production to its series production. HOMAG spoke to Mathew Law, CEO of Versalink.
09/06/2021
· Clacton on Sea, Essex
Evigol Limited achieves a tenfold improvement in production rates
Bespoke luxury kitchen design and build company, Evigol Limited, recently selected HOMAG as its preferred supplier to upgrade its wood processing machinery.
09/02/2021
· Schenkenzell
Two saws on the same batch
Speed and flexibility are very important for those in charge at Duravit. That's why Duravit purchased two identical saw systems with robotic feed from HOMAG.
09/01/2021
· Heiligenberg
A flexible service provider for timber construction
Since the end of the 90s, Abbundzentrum Bodenseekreis has not only been providing beam processing, but also timber frame elements for carpentry firms.
08/19/2021
· Martinov
DÉMOS Furniture Center invests in an efficient production
The leading supplier of materials for furniture production in the Czech Republic has invested in HOMAG technology for its new furniture parts production.
08/12/2021
· Überlingen
Maintenance & Inspection: „Machines need full power“
Find out in this interview why Sauter GmbH places a great importance on regular maintenance and inspections of its machinery.
07/21/2021
· Montabaur
Installation Cutting Assistant at the vertical saw
A visit to d.b.holzdesign
07/21/2021
· Bangkok
Concepts for living spaces
Index Living Mall, Thailand's No. 1 in furniture and furnishings, aims for leadership position in Southeast Asia.
07/15/2021
· Shanghai
Paradigm shift in furniture manufacturing in the Middle Kingdom
China's path from the "workbench of the world" to a highly innovative industrial nation
07/06/2021
· Fahrenkrug
Artisanal timber construction 4.0
At Zimmerei Hamdorf, there is an excellent tradition of reinvesting a large proportion of the profits back into the company. As a result, it has expanded continuously.
06/23/2021
· Griffen
Eco house from native forests
Healthy indoor climate, pleasant scent and built in a few days. Homes made of wood are on trend. The Austrian company Griffner specializes in sustainable prefabricated houses.
06/23/2021
· Gossau
From the felled tree to the finished house
Many hundreds of tree trunks are stored on the company's premises. Boards, square timbers and beams are piled up next to the workshops.
06/17/2021
· Newton-le-Willows
Starbank Panel Products invests to drive product innovation and gain competitive advantage
Starbank Panel Products is a laminate and wood-based panel fabricator for the interior fit-out industry. When it comes to product mix, no two weeks are the same.
06/14/2021
· Chelm
Quickly built
Thanks to the investment in state-of-the-art technology, Budman House from Chelm is ideally equipped to meet the increasing demand for timber frame houses.
05/20/2021
· Puigcerdá
Productivity doubled: Spanish carpentry company implements imos
The renowned company ADAM Fustería from the region of Cerdanya relies on modern software, digital control techniques and an implementation by SCHULER Consulting
05/17/2021
· Kang (Kuala Lumpur)
Versalink makes office furniture production more flexible
With the increasing demand for customized office furnishings, Versalink has re-established itself with HOMAG in terms of production technology in recent years.
05/10/2021
· Mömbris
Thinking of tomorrow today
Visible timber frame elements, a self-supporting staircase, an exposed oak roof frame – it´s hard to believe what´s produced in the Zimmerei Wissel shop.
05/01/2021
· Bonndorf
Spaces for life
Ecological construction – this is the principle behind timber construction company Holzhaus Bonndorf from the Black Forest, Germany.
04/15/2021
Retail Design Consultants partners with HOMAG for quality, performance and productivity
The individual nature of the furniture RDC produces and the ever-decreasing lead times, led them to look at how they could improve their production processes.
04/09/2021
· Germering
From carpenter for carpenters
Lindinger Holztechnik GmbH: Courage for innovation, automation and for the performance class.
04/08/2021
Alexander Cleghorn moves towards a single supply chain with HOMAG
With a reputation for providing a high level of service and a personal touch, Alexander Cleghorn continually looks for opportunities to improve its manufacturing capabilities.
04/08/2021
· Lleida
BERBIO FUSTERS sees no limits to CAD-CAM by imos
The Spanish online magazine "Madera Sostenible" recently reported on the successful software implementation by SCHULER Consulting at the carpentry Berbio Fusters.
04/01/2021
· Eggermühlen
Kortland Möbelwerkstätten optimizes panel cutting with the SAWTEQ B-130
Compact and powerful: With the SAWTEQ B-130, Kortland Möbelwerkstätten are fit for the future and are on course for further growth when it comes to panel cutting.
03/31/2021
· Motta di Livenza
Success through vision and innovative spirit
DOC Elementi per Mobili trusts in the flexibility and reliability of the DRILLTEQ C-800
03/24/2021
· Schenkenzell
Industrial manufacturing for personal bathroom furniture
Duravit AG supplies almost everything that belongs in a bathroom - from sanitary ware ceramics to bathroom furniture. The product range is correspondingly diverse.
03/16/2021
KWB London reaches new heights with HOMAG
Having had the weaknesses of their supply chain exposed during the first UK lockdown it became clear that the time was right for KWB London to make a major investment
02/23/2021
· Pulheim
Holz Design van Kessel – A wonderful profession
Jan van Kessel is living his dream, which came true with the establishment of his own workshop.
02/21/2021
· Victoria
With modern manufacturing and construction to success
Drouin West Timber and Truss has invested in modern manufacturing equipment to produce timber frame elements and relies on a high level of prefabrication.
02/16/2021
New start-up Intrinsic Works partners with HOMAG UK
Start-up furniture manufacturer, Intrinsic Works, knew they had to hit the ground running and have woodworking machinery that they could rely on to produce first class quality
01/18/2021
· Newberry Farm
Taylor Made Joinery investing in the future with HOMAG
Rather than opting for a short-term fix to accommodate an increasing demand of cabinetry units, TMJ decided to make a major investment in the future of the business.
01/01/2021
· Auckland
Greenmount Interiors – a new world
Greenmount Interiors offers turn-key interior fit-out solutions to a wide range of sectors - focussing mainly on Retail, Hospitality and Commercial projects.
12/02/2020
· Olešnice
Modular system allows for customized solutions
During the modernization of its production line, NEMA placed special focus on individual solutions and now processes wall, roof and ceiling components on one system.
11/30/2020
· Burg
Being faster — A key to success for Burger Küchen
500 individual kitchens every day. The successful company from Saxony-Anhalt creates its wide variety of kitchens mainly using solutions from the HOMAG Group.
11/30/2020
· Murrhardt
Master of the workpieces
With the sorting assistant, Mario Esch now has an overview of all his workpieces. His workshop is fully digitized from measurement to assembly.
11/16/2020
· Stewartville
Fulfilling tomorrow's demands
The experts from HALCON turned their production around with SCHULER Consulting. The jointly developed concept creates the basis for precise investments.
11/09/2020
· Berlin
Stepping up the pace of production
Rolf Rissel, a furnisher from Berlin, has recently upgraded the beginning of its production chain with a saw-storage combination from HOMAG.
11/06/2020
· Bangkok
Index Living Mall benefits from HOMAG solutions
The Bangkok based furniture manufacturer and retailer has converted its manufacturing process to modern batch size 1 production.
11/03/2020
· Someren
Handling without limits
HOMAG CNC stationary cell with robotic feeding — flexible processing for decorative grooves or cut-outs for glass panes
11/02/2020
· Borken
Perfect fit for the size of the company
After a continual increase in the number of orders in recent years, the carpentry company LB Holzbau in Borken decided to invest in automated production.
10/15/2020
· Bochum-Wattenscheid
The cabinet makers
Portrait of the Reichel carpentry
10/12/2020
· Thaining
An eye on the future
The vertical range of manufacture is an essential aspect at Zimmerei Höfle. With the carpentery bridge and the butterfly turner, this could be increased through automatic.
10/02/2020
· Auhausen
A small quantum leap
Zimmerei Stark not only changed its premises, but also focused for digitalization and automation. The result is a permanently optimized workflow.
09/21/2020
· Tangerang, Java
Smart Manufacturing: HOMAG and Indonesian Furniture Manufacturer Furnindo
Wood panel processors and furniture manufacturers are looking towards the use of smart technology.
09/01/2020
· Oberkirch
SAWTEQ B-300 flexTec: Maximum quality with significantly reduced throughfeed times
PAN + ARMBRUSTER have recently implemented the SAWTEQ B-300 flexTec robot saw, meaning that production is now able to continue for hours even after the working day has ended.
08/27/2020
Timbermark Manufacture invests for quality and throughput
With demands for very high quality products, an inordinate amount of time was spent hand-finishing. Ultimately, this lead Timbermark's decision to invest in a wide belt sander
08/26/2020
· Bad Dürrheim
Simple steps to digitalization – with a sense of proportion
Schreinerei Strom benefits from digital support for panel cutting
08/06/2020
· Großpetersdorf
Inserting insulation at the factory
O.K. Energiehaus has been using one of the most modern wall production facilities in Austria with automatic blow-in insulation for almost one and a half years.
07/23/2020
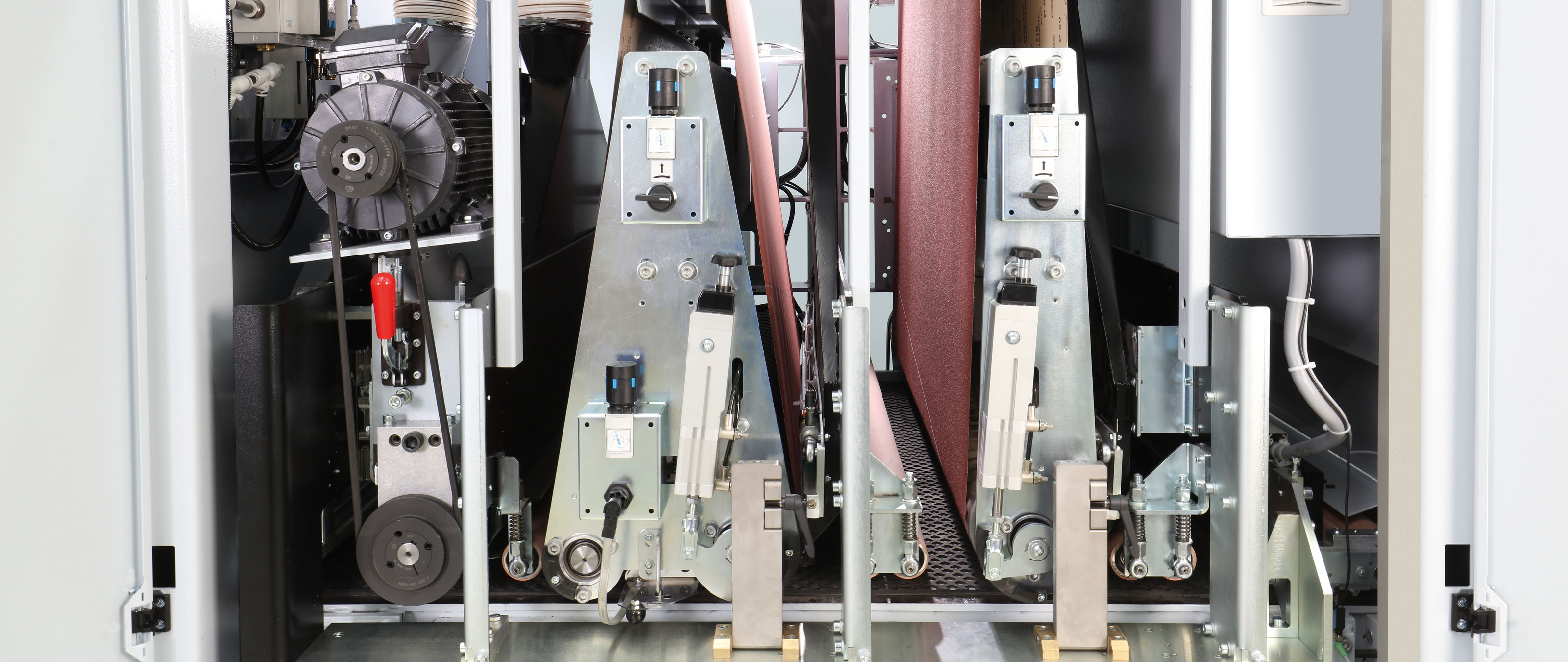
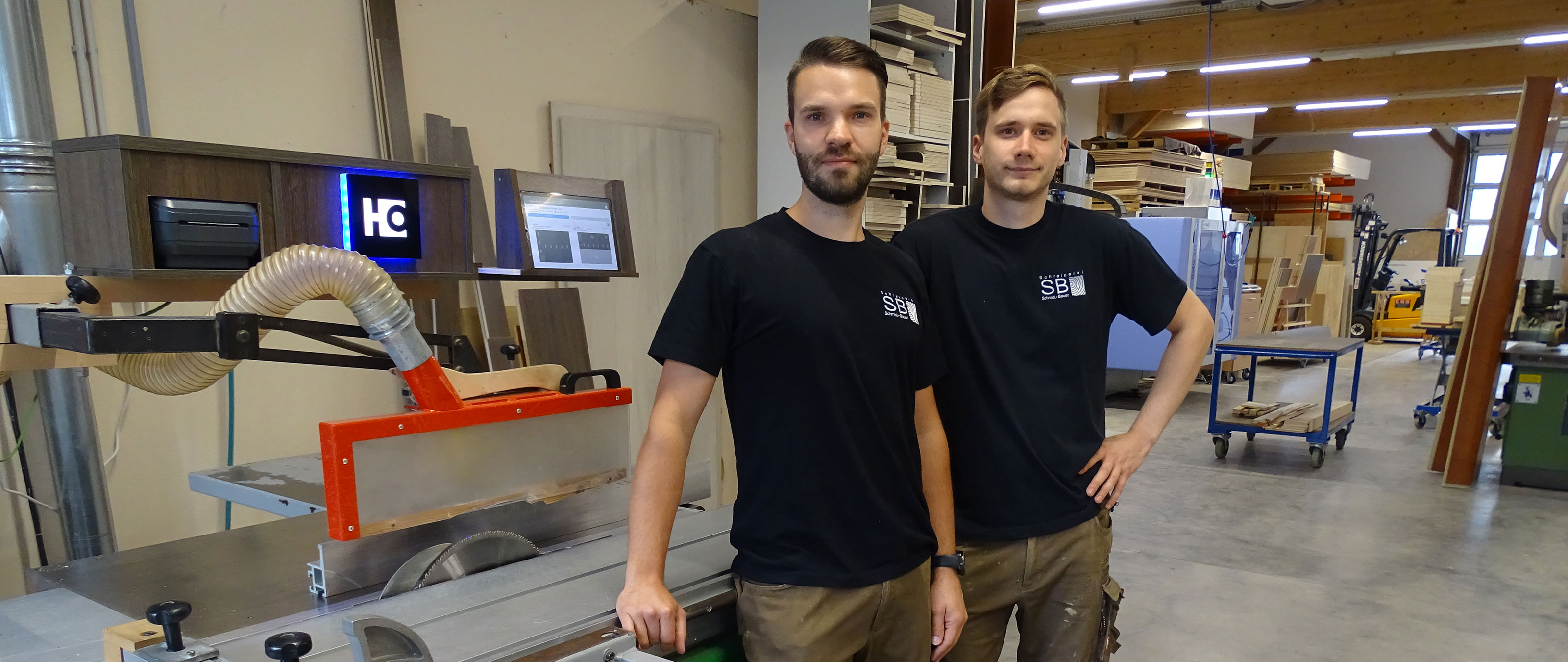
· Erlau
The Cutting Production Set at the Schmidt & Bauer joinery
With a click: Label printing also on the manual saw
07/21/2020
· Eberstalzell
48 hours is all it takes
Speedmaster demonstrates that it is possible to deliver complete batch size 1 orders in 48 hours.
07/07/2020
· Schrems
How will prefabricated houses be produced in the future?
Having to increase production by 60% from one day to the next would not be easy, but it would be possible, says the technical manager of Elk-Haus, Ing. Markus Schandl.
06/15/2020
· Osten-Isensee
Investment in the future
The Gätke carpentry firm in Osten-Isensee, Germany, has taken the step to ensure that the business is set up in a good position going forward.
06/08/2020
· Heppenheim
Timber frame construction — clamping, alignment, setup
Errors often occur during the prefabrication of elements that have to be eliminated by time-consuming rework at the construction site.
05/29/2020
· Immenstadt
Quality can be planned
Interview with Martin Raindl
05/29/2020
· Rydalmere
Quality in every detail — high-grade interior fittings from Civardi Furniture
Design and quality are decisive at Civardi Furniture. One more reason for the Australian furniture manufacturer to use solutions from HOMAG.
05/25/2020
· Haaksbergen
Roof and house from the same production line
The new production line is flexible enough to produce wall and roof elements. This concept immediately offers Bouwkomeet access to a new, fast-growing field of business.
05/19/2020
· Oberstetten
Construction method with a future
CAD production lines for module construction at SchwörerHaus.
05/19/2020
· Herefordshire
Modern methods of construction
The UK is targeting to build 300,000 homes by the mid-2020s but due to the problems like shortage of skilled workers, they have to use alternative building methods.
05/04/2020
· Buchenbach
Optimized working conditions
Johann Lechner GmbH invested in a multifunctions bridge from WEINMANN to creat more ergonomic and flexible workplaces.
04/15/2020
· Macclesfield
HOMAG’s airTec system produces perfect edges for Atelier Joinery
For joiners with high-end requirements, the EDGETEQ S-240 airTec is the ideal machine and proved no exception for Macclesfield based Atelier Joinery.
04/14/2020
· Hammel
Danish furniture design with a perfect surface finish
The Danish furniture manufacturer Hammel Furniture has equipped its production with two sanding machines from the SANDTEQ W-300 series.
03/29/2020
· Niederfischbach
Schreinerei Otterbach: Precise investment
Speed is often key, particularly when it comes to store design. In light of this, the Schreinerei Otterbach carpentry business is investing in permanent optimization.
03/25/2020
· Mindelheim
Wagner Möbel Manufaktur: Taking the bull by the horns
What began with the production of farmhouse parlors 74 years ago has now developed into an exclusive interior design company.
03/18/2020
· Elchesheim-Illingen
All edgebands at a glance
The "miracle for edgebands" at the Löw Breidenbach carpentry
03/16/2020
HOMAG delivers quality and service to Rokitch Kitchens
In 2017 Minesh Mistry purchased a small joinery company in London, renaming it Rokitch. His goal was to create a professional, high quality kitchen company.
03/10/2020
· Feldkirchen-Westerham
Schreinerei Kilian Fuchs: When one man becomes a team.
Authentic. Dynamic. Single-minded. That is what Kilian Fuchs, founder and managing director of Holz- und Kunststoffbearbeitung Fuchs, radiates from the moment you meet him.
03/08/2020
· Rühlingstetten
Growing together. A portrait of Walter Bosch GmbH.
Short delivery times, absolute flexibility and a high standard of quality within the company have made Walter Bosch GmbH what it is today.
03/05/2020
· Kaufering
Schreinerei Zeit: "We live and breathe carpentry!"
Quality, personal advice, careful execution and reliable delivery — Schreinerei Zeit, the carpentry business from the calm Kaufering community, claims to provide all of these.
02/14/2020
· Oberhausen
New CNC processing centers make faster delivery times possible
Wiemer Einrichtungen employs the latest technology and manufactures its products solely using HOMAG machines. The result is optimized processes and increased efficiency.
02/12/2020
· Löhne
trendPANEL uses a new spray coating machine from HOMAG to automate its processes
To optimize the painting process, Eckhard Stallmann has purchased a spray painting machine from HOMAG.
02/10/2020
· DINXPERLO
Assembly technology for the future
Flexible and future-oriented installation technology at the Dutch kitchen manufacturer Bribus.
02/06/2020
Allengray Kitchens increase volumes by 45% with EDGETEQ S-380
As well as the improvement in throughput, Allengray's new edgebanding package saves about 30 per cent in terms of production time.
01/22/2020
· Wiesenbronn
CNC shaped edge banding with powerEdge Pro Duo
New options, perfect edges, extremely simple programming.
12/17/2019
Clean workflow
With the new compact line from WEINMANN, Holzbau Henz is producing elements at a consistently high quality and is saving time thanks to automated sheathing.
12/02/2019
· Burg (Magdeburg)
Shaping the future together
Burger Kitchens is one of the biggest kitchen producers. With the help of SCHULER Consulting, they managed to increase the productivity by over 16% in only 6 months.
11/14/2019
· Schlüchtern
Batch size 1 takes center stage
Distribution cell SAWTEQ B-320 flexTec as the basis for a global 1-piece production at Möbelfabrik Rudolf
11/07/2019
· Pfalzgrafenweiler
Economic digitization
SCHULER Consulting offers new approaches to simplified process digitization for a wide variety of corporate areas.
10/28/2019
· Oxfordshire
Cutlist puts its trust in HOMAG for new spraying solution
When Oxfordshire based Group, Cutlist and Langstaff-Ellis was looking to invest in an automated spray solution, they knew they wanted reliability and high quality.
10/28/2019
Truwood invests in HOMAG EDGETEQ S-240 for future growth
With the change in markets and laminates becoming increasingly popular, Truwood took faith in the complete processing capabilities of a HOMAG EDGETEQ S-240.
10/22/2019
· Sulgen, Thurgau
We are always on the pulse.
Erich Keller AG: Interiors, communication desks and indoor climate systems
10/18/2019
· Altenfelden
Automated guided vehicle intralogistics
Automated guided vehicles are predestined to flexibly automate material movements within production.
10/15/2019
An extensive cultural change
Thanks to the new, automated wall production, Haas achieves a consistently high quality, less rework and an increased level of prefabrication.
09/30/2019
Advanced Furniture gains competitive edge with HOMAG
Celebrating it's 40th anniversary this year, Advanced Furniture's ambitious growth plans excel into the future with key investments of an EDGETEQ S-300 and a LOOPTEQ O-300
09/16/2019
Customized and versatile
Automated production means more flexibility, improved quality and increased levels of prefabrication for CLTECH.
09/06/2019
Precise and efficiant – even for small quantities
With the multifunction bridge WALLTEQ M-120 Zimmerei Hänsler can achive shorter production time, while even improving their quality standarts.
08/22/2019
· Kg Kepayang
Pyramid Lane puts its trust in HOMAG machines
Thanks to a reputation for reliability, commitment and quality, the Malaysian furniture manufacturer Pyramid Lane has put its trust in German machine technology from HOMAG.
Combining the knowledge and skills of traditional cabinet making with state of the art machinery, CPA Bespoke Joinery has taken their production to a new level with HOMAG.
08/13/2019
ROK European Kitchens selects HOMAG for new business venture
Bringing together a dynamic team for their new business venture, ROK positioned themselves at the forefront of contemporary kitchen specification and design.
08/12/2019
Wood frame construction — automated and customized production
Nail plate trusses, beam production and wood frame construction — Holz Binder Voss - HBV Rönnau GmbH is expanding its production portfolio and preparing itself for the future.
07/18/2019
· Klang
Trade war focuses on design to cost approach
Aha effects in the implementation of a design to cost consideration of products
07/10/2019
Sylmar Technology selects HOMAG SANDTEQ W-300 wide belt sander
When Alfreton based Sylmar Technology came to replace its aging wide belt sander, the company left no stone unturned in its search to find the very best machine.
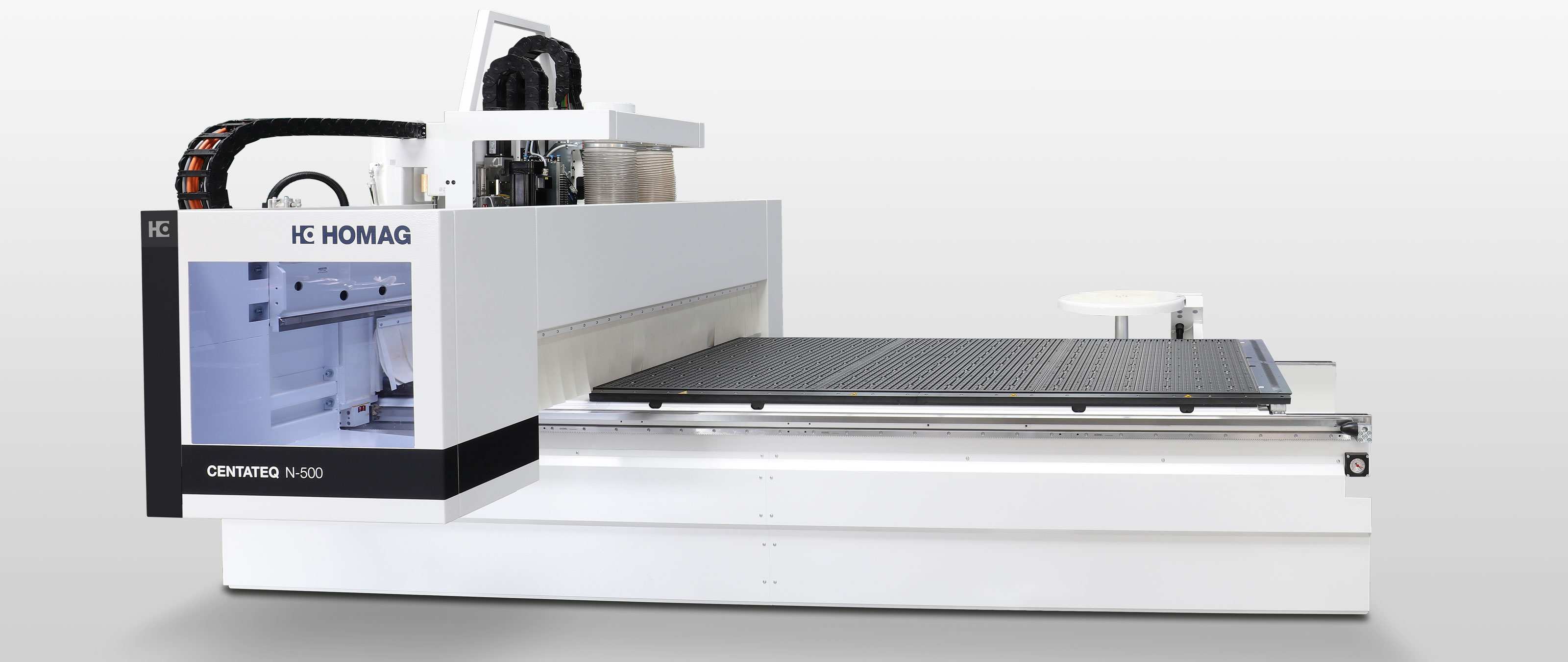
07/10/2019
John Worth Shopfitters invests in HOMAG CENTATEQ N-500 CNC
With business expanding, John Worth Shopfitters Ltd, a family run organisation, recognised the need to invest in a new HOMAG CNC processing centre.
06/25/2019
Prefabrication as the key to success
Marlegno increases its production capacity with the WEINMANN compact system.
06/12/2019
Modular constructions in different varieties
Tecno Fast increases its capacity by 2,300 module units of 40 m² each with the new automated production line from WEINMANN.
06/11/2019
High-quality and sustainable house construction
E2E achieves more power and precision by purchasing a new WEINMANN production line.
06/10/2019
Promising future
Derome is more sustainable with its new product portfolio, offering eco friendly products and affordable homes.
06/06/2019
Sven Christiansen invests in new edge banding and CNC solutions
Batch size production changes within the market was putting increasing pressure on Sven Christiansen and drove the need for them to invest in new machines for the future.
06/06/2019
Cookstown Panel Centre gains cutting advantage
In 2018 it became apparent that Cookstown Panel Centre would need to upgrade one of their beam saws to enable them to satisfy the increasing demand for their products.
06/04/2019
Modular constructions in wood – the future way of building
In 2017, the largest and most modern house production facility in Europe was set up at Lindbäcks in Piteå, Sweden.
05/22/2019
· Möttingen
A small solution for many tasks
Multifunction bridge WALLTEQ M-120 for small companies - the ideal entry-level solution for CNC production.
05/13/2019
Environmentally friendly insulation
Terhalle Holzbau GmbH invests in automated production in order to be able to increase its capacity and to be able to produce in batch size 1.
05/02/2019
Opening doors for Hazlin of Ludlow
Investing close on £1M to improve their manufacturing efficiencies, Hazlin invested in a state-of-the-art machine collection to completely revolutionise their production.
04/03/2019
Mr Edgebander’s opinion matters
Chances are you have heard of him or met him in your workshops helping customers throughout Australia and New Zealand. Ross McCulloch, HOMAG Field Service Representative
04/02/2019
Ocean Kitchens selects HOMAG for its new manufacturing facility
Tired of relying on external manufacturers to supply carcasses & edged doors Ocean Kitchens made the decision to set up its own manufacturing facility with the help from HOMAG
03/27/2019
· Bonbruck/Bodenkirchen
Bespoke kitchens by Schreinerei Geisberger
Eighteen members of staff, 11 of whom work in production, use a range of HOMAG machines that you'd be highly unlikely to find in a regular joinery workshop
03/20/2019
· Rheinbach
TRANSBOT — the dawn of a new production philosophy
Furniture that is precise down to the millimeter, and an individual flair to every detail: deinSchrank.de produces customized furniture and counts on the AGV from HOMAG.
03/19/2019
· Neustadt/Orla
Robot inspires flexibility
Theodor Schönefeldt GmbH has acquired a new system for its panel cutting process. This increases output and inspires flexibility.
03/13/2019
· Santa Giustina in Colle
Continuous growth through passion, innovative power and quality
Thanks to the passion of Vittorino and Federico, Baido Spa has managed to acquire an excellent reputation by combining technical and aesthetic skills in their products.
03/07/2019
· New York
USA: Creating Amazing Spaces Out of Re-designed Operations
Rapidly growing custom cabinetry maker Ciuffo, leans on SCHULER Consulting to help maintain traditional family methods of production.
02/28/2019
· Guangzhou
Furniture production in China: OPPEIN inspires its customers
With about 1,700 HOMAG machines the kitchen and furniture manufacturer Oppein is one of our strongest and most innovative customers in China.
02/21/2019
HOMAG improves reliability and throughput speed for Mobili Office
To keep up with market demands of small bespoke workpieces, Mobili Office invested in two CENTATEQ P-110 CNC machines allowing them to not only remain versatile but flexible.
02/21/2019
HOMAG delivers quality, reliability and new business for C Workshop
C Workshop's two new panelsaw SAWTEQ B-300's give them the certainty that they can rely on day in, day out, to help deliver their promise to customers.
01/17/2019
HOMAG raises the quality bar for Dominic Ash Kitchens
Focused on first class quality and individualism, Dominic Ash Ltd required a simple and easy to use sander that could handle solid wood and veneers with equal proficiency.
01/17/2019
· Willburgstetten
Walter Bosch GmbH relies on manufacturing execution system ControllerMES
Master joiner Norbert Bosch has elevated production—which was already very modern—to a completely new level in terms of flexibility and capacity.
12/11/2018
· Bangkok
NewGio — High-quality design, made in Thailand
Quality for the discerning customer is the Thai company's trademark, with Aaron Chou, NewGio's Managing Director, at the helm.
12/03/2018
Wood work is on the up
Since 2015, the construction industry in Hungary has been experiencing an enormous boost. The number of orders increased by around 300%.
12/01/2018
Houses from the production line
Elk Fertighaus GmbH invests in two beam processing systems and a compact system to be used for the production of special elements.
11/29/2018
HOMAG CNC revolutionises production at James Burleigh
HOMAG 5 axis CNC technology brings a complete revolution for production
Aquapac Furniture's latest innovative software addition - woodCAD|CAM - revolutionises production processes for the future.
11/26/2018
· Bad Waldsee
Machine Monitoring as basis for a cultural change
The HYMER plant in Bad Waldsee is no typical automotive production facility, where mobile homes, caravans and camping-vans are produced.
11/22/2018
· Pfalzgrafenweiler
Industry 4.0 in the Furniture Industry – a Snapshot
What does future production look like and what do I have to do to be ready for Industry 4.0?
11/14/2018
· Bangkok
Design Alternative — Impressed by German technology
Even in the region around the capital of Thailand, Bangkok, German machine technology from HOMAG is the seal of quality for integrated solutions in furniture production.
11/01/2018
· Freudenstadt
Industry 4.0 is now the norm for erfi
Complete solution from HOMAG at Ernst Fischer GmbH (erfi)
11/01/2018
Your solution could be written right here.
Do articles in woodworking magazines resonate or influence your business decisions?
09/02/2018
Positive wind of change blowing through production
Production optimization with SCHULER Consulting – Schweitzer Project AG, innovation lead-er in shopfitting
09/01/2018
Robots in production — a new trend?
By using an industrial robot, Bien-Zenker GmbH can achieve greater precision and a high level of machine availability.
08/24/2018
Growth thanks to smart investments
Since opening its doors 31 years ago, Sen Wan Timber (‘Senwan’) has grown to become one of Singapore's largest suppliers of timber and plywood
08/01/2018
Beam processing by dimension
Modernization has brought a breakthrough: Carpentry Roßner has developed into a successful timber construction business by making targeted investments.
08/01/2018
Wood frame construction - efficiency with a small footprint
M. Räuber Holzbau transitions to cutting-edge CNC technology over a period of just two years.
07/26/2018
The journey of a Wood Working Consultant
For any customer seeking advice from a consultant is essential that they are receiving advice from proven individuals who have the level of experience and knowledge to do so.
07/19/2018
Quality, reliability and service win the day for Thomas Johnstone
After recognising that the company needed a modernisation in technology, they made an investment which ultimately transformed their production facility for the future.
07/16/2018
· Granby
Open heart surgery
Artopex has commissioned HOMAG to build a fully automated production line, and production is continuing simultaneously in the same hall.
07/09/2018
Think bigger
Gebr. Schütt KG invests in an automated production line
07/02/2018
MPP - new, innovative plywood panel product
With the new MPP facility Freres Lumber has enormously expanded its product variety.
06/20/2018
Fully automated handling increases productivity
At WEINMANN, Groothuisbouw found a complete solution with which they could increase their capacity and improve their effectiveness.
06/13/2018
· Dessau
State-of-the-art automation
HOMAG showcase: Industry 4.0 in Dessau at Goldbach Kirchner
06/11/2018
HOMAG delivers faster production and zero joint edges for Fern Doors
Recognising the increase in demand for both production volume and size of doors requested, Fern Doors decided that it was the right time to enhance production processes.
05/30/2018
Tailored to the carpenter - Compact, versatile beam processing
Großmann wanted a machine that would complete all beam processing work without any problems and that would fit in the limited space available: WEINMANN had the solution.
04/30/2018
Subissati increases capacity at its company site
To make production flexible and fit for the future, the company decided to purchase a WEINMANN compact line.
04/11/2018
Hill’s Panel Products invests in game changing production solution
Recognising that their existing processes were both time-consuming and laborious, Hill's Panel Products began the search for the ideal revolutionary solution.
03/14/2018
Clean cuts increase Willerby’s productivity by 14 per cent
Passionate about looking after their workforce and their customers, Willerby, continuously searches for ways to increase safety, quality and speed of their production.
03/13/2018
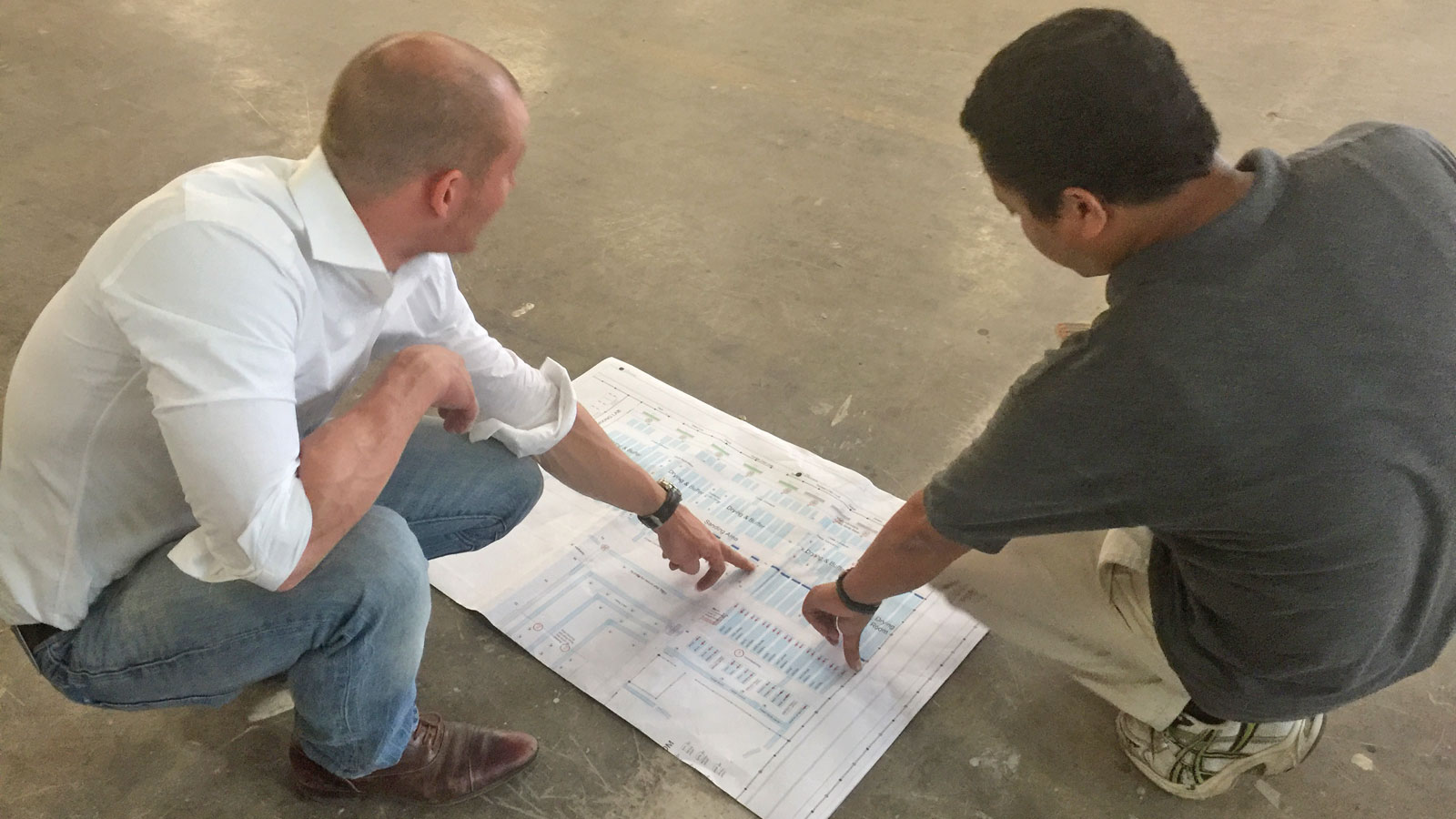
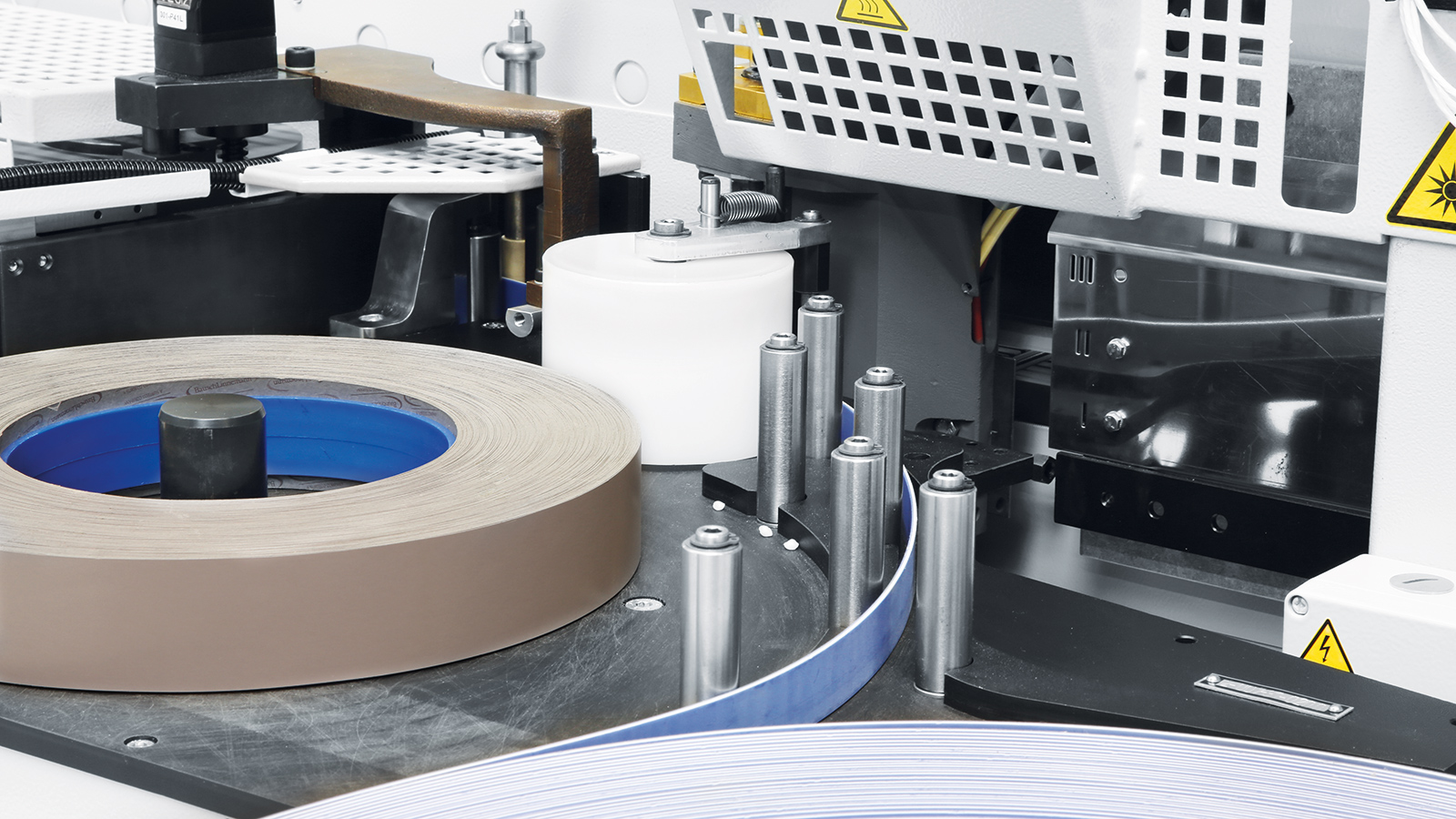
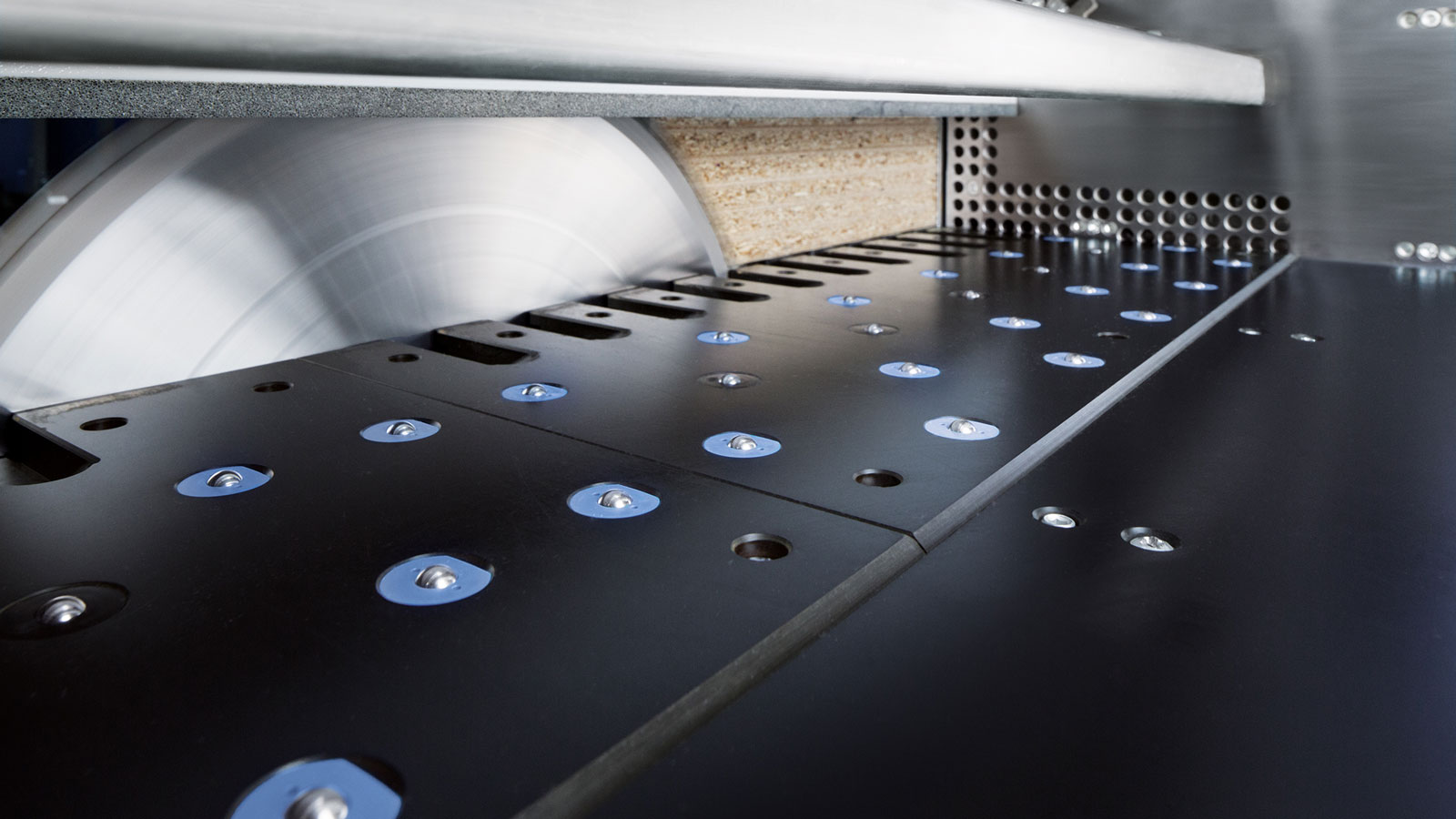
Goldbach Kirchner: One of the most up-to-date Industry 4.0 plants
One manufacturing execution system, 12 new machines, 1,500 square meters of space.: a fully networked, highly
flexible batch size 1 furniture production.
03/09/2018
Insulating has never been so easy
The WALLTEQ M-380 blowTEC can not only process timber elements - with an integrated blowing plate, it also takes over fully automatic insulation.
02/06/2018
Hammonds Furniture trusts HOMAG for future proof machinery
Evolving production processes at Hammonds Furniture saw the introduction of a HOMAG Vantage 100 CNC and a fully efficient staggered edgebanding line.
01/11/2018
· Solingen
A storage system for the Plastics Industry
The increase of added value by means of automation is also a concern of the company item Industrietechnik.
12/18/2017
Pioneers in their own countries
Welement AS, based in Estonia, and Blueprint Robotics Inc., based in the United States: both are pioneers in their field starting virtually from scratch.
12/18/2017
· St. Johann
Faster than manual production - WALLTEQ M-120
A beam processing center in St. Johann in Swabia, Germany gains experience with a new "small" solution for element production.
12/05/2017
Retail Furniture puts its faith in HOMAG machinery and software
Shropshire based Retail Furniture is a well-respected specialist manufacturer of bespoke shop fitting solutions and display stands and believes HOMAG offers the full package!
12/04/2017
Modular construction of temporary and permanent buildings
Blumer-Lehmann AG has reduced its production costs and production times significantly thanks to a new production line from WEINMANN.
11/24/2017
The robotic saw manager
Flexible production while simultaneously meeting the customer's individual requirements — that is the order of the day for kitchen furniture manufacturer Sachsenküchen.
11/06/2017
· Schönbach
Use of Robots in a carpenter’s workshop
At STARKE, the robot cell provides more flexibility, more process safety and more storage capacity with higher throughput and less manual work.
11/03/2017
HOMAG helps Atlas Washrooms almost double capacity
Having invested in HOMAG machinery for the past 14 years, Atlas Washrooms were keen to continue their loyalty when investing in new machinery.
10/27/2017
Bridges build houses
Modern beam processing and prefabricated housing line increase output and Quality. Wolf Haus has realized one of the most modern prefabricated house lines in Central Europe.
10/09/2017
Forza Doors underpins its rapid growth with HOMAG machinery
At least 80% of Forza Doors machinery comes from HOMAG. Their machine collection operates across 40,000 sq ft of production space.
10/09/2017
Mathews Kitchens increase edging capacity with HOMAG Ambition 2274
Five years ago, Irish manufacturer Mathews Kitchen expanded their production into the contract office furniture market.
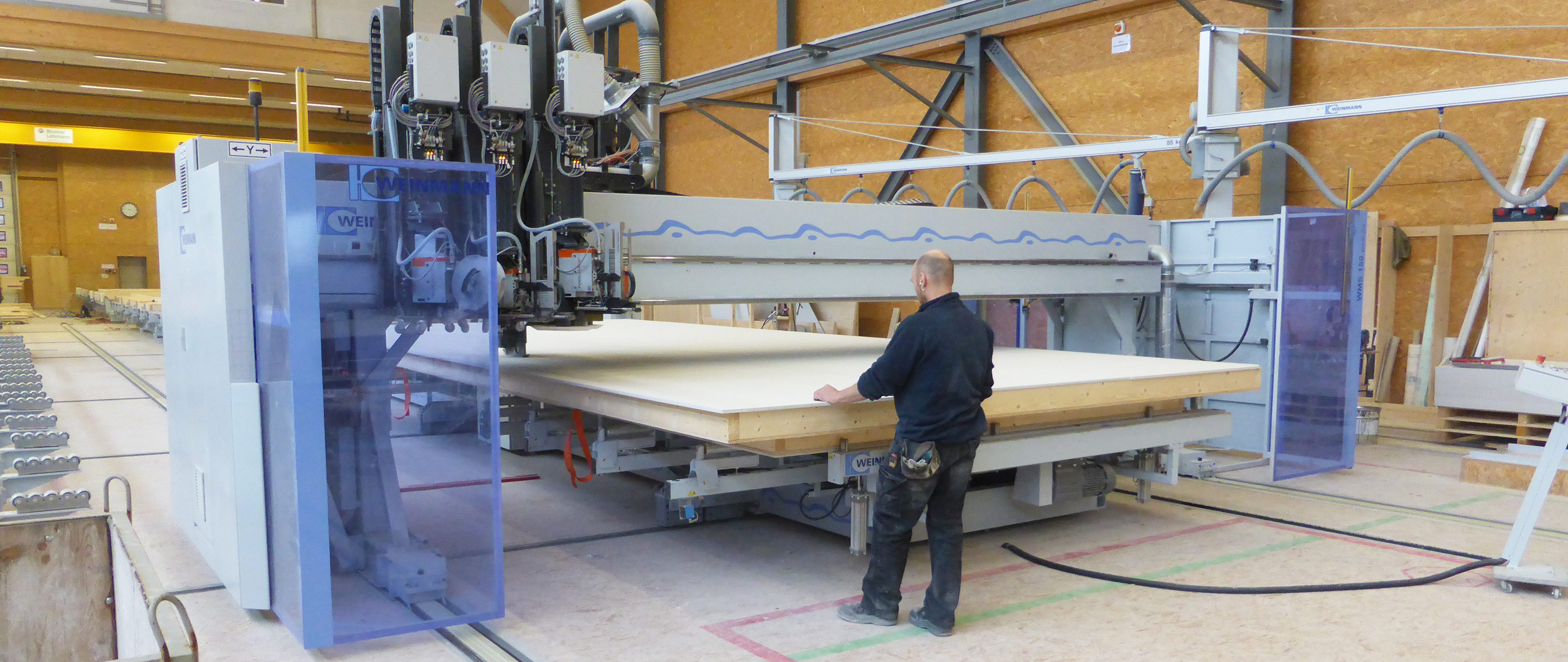
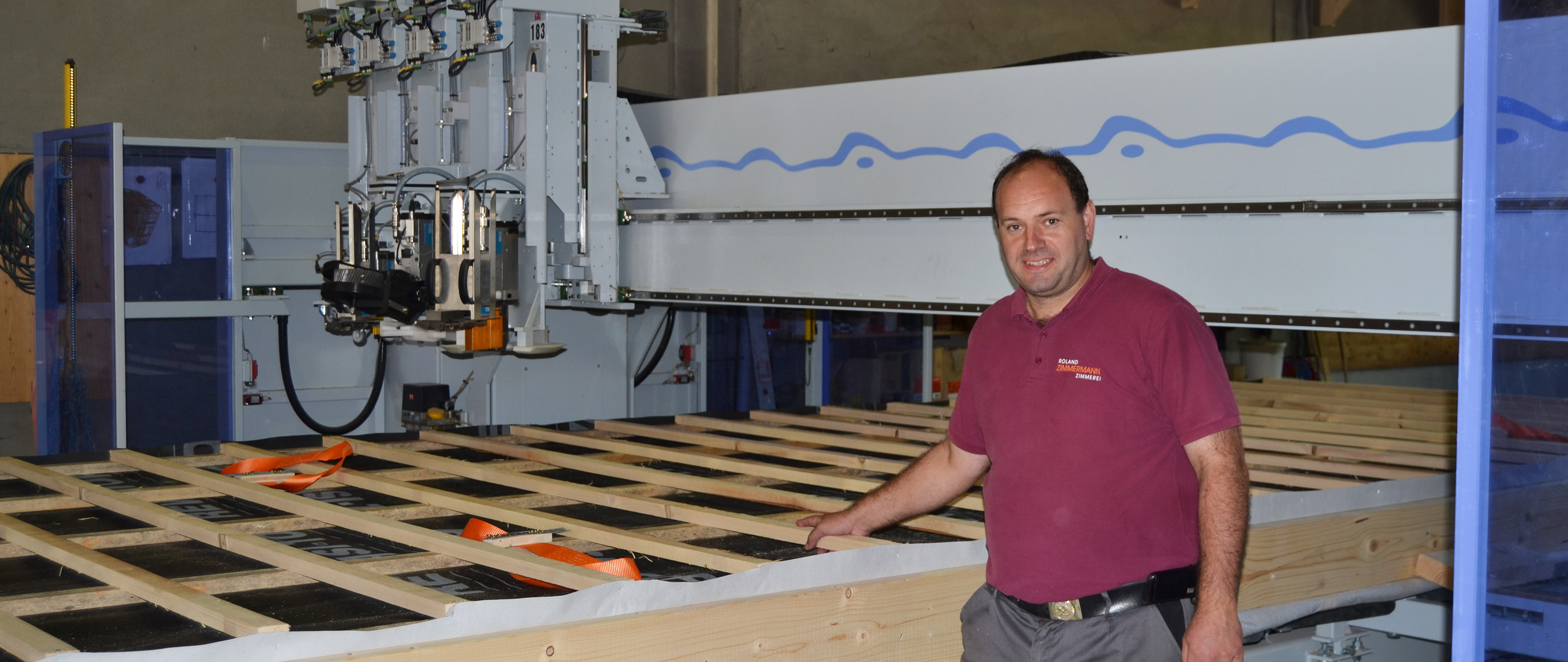
09/20/2017
Flexibility was key
Roland Zimmermann's carpentry firm is able to meet a wide range of customer demands. His new automated production line also manufactures free-forms.
09/15/2017
Fully automatic panel saw at furniture manufacturer MS Schuon
Production cell for "lights-out" panel cutting
09/01/2017
HOMAG supplies complete production cell for ECF Ltd
Leicestershire based ECF Ltd is a family owned business that has been trading for more than 37 years. With 140 employees based in its 100,000 sq. ft. facility.
08/01/2017
The Swift Group puts its faith in HOMAG for its CNC solution
The Swift Group is the UK’s largest manufacturer of touring caravans, motorhomes and holiday homes. The Group has a turnover in excess of £200m and in 2014 celebrated its 50th anniversary. It has gone from strength to strength in recent years with the workforce growing to over 1,080 employees.
07/31/2017
Orchard Kitchens & Woodcraft Joinery select the Ambition 1230 airTec edgebander for zero-joint technology solution
Unless you’ve been on a desert island for the last couple of years, you will have heard a lot about zero-joint technology in the woodworking industry. Naturally, as with any new technology, there has been much discussion around the zero-joint concept.
07/26/2017
· Sankt Johann
State-of-the-art Automation
Robots resolve the part flow in one of Europe’s most innovative drilling lines at EGGER in Sankt Johann - precise, safe, and space saving.
07/14/2017
Networked production for greater efficiency
Mayer Holzprodukte, a specialist supplier for joiner colleagues has put edge processing on a completely new footing. The basis for the efficient, fully automated process is the ControllerMES manufacturing execution system from HOMAG.
07/10/2017
Maximum transparency throughout the edge system
Battistella Company: New edge system with innovative woodFlex cell control.
06/30/2017
Quest Joinery becomes first UK company to invest in a Venture BMG 114
Established in 2011, Hertfordshire based Quest Joinery has become a leading provider of high quality joinery for both commercial and residential clients.
06/29/2017
German machine technology as the key to success
Blueprint Robotics produces single-family homes and multifamily apartment buildings. They also implement the individual blueprint of the customers.
06/28/2017
Nordhus focuses on multi-story modular construction
Nordhus is specialized in the modular construction of multi-story buildings. The modules demonstrate a higher level of prefabrication than the more simple element method.
06/27/2017
2 birds with one stone — cutting and element production in one machine
High level of processing accuracy, diversity and flexibility with the highest degree of efficiency and consistency in production.
06/26/2017
A rapid change
HOMAG edge plants opens up completely new possibilities for Polish door manufacturer Erkado.
06/22/2017
HOMAG Vantech: a long manufacturing history
Two companies in Perth have invested in a Vantech 480 B CNC nesting machine. Aleks’ Wood Craft and Prime Cabinets are both smaller cabinet making shops that have stepped up massively in efficiency and quality of their products.
06/21/2017
HOMAG preferred edgebander for door manufacturers in NZ
100 per cent speed, quality and reliability for three major kitchen fronts manufactures in New Zealand that have invested in HOMAG Group edgebanding machines
06/15/2017
· Lichtenberg, Hemmoor
More than 650 storage systems installed all over the world in 10 years
Over 650 installed storage systems already assist various companies around the world. They are able to deal more efficiently with their resources and to increase their product’s value added. Companies which have already invested in a storage system can no longer imagine their production without this form of transparent logistics. And there are more every day.
06/06/2017
TimberLab Solutions: The CNC Processing Journey
Auckland-based TimberLab Solutions is Australasia’s largest, most experienced, internationally recognised provider of customised structural engineered timber products.
05/23/2017
Browns 2000 select HOMAG for new 60 metre laser edge banding line
Established in 1983, Browns 2000 is a family owned and managed business with a manufacturing facility of over 300,000 sq. ft. in Northumberland. The state of the art factory is equipped with the latest machinery to provide high quality doors and components to the kitchen, bathroom and bedroom trades.
05/22/2017
Derg Joinery leaps ahead of competition
With over forty years’ experience of both the window and joinery trades, Damian Balfry and Greg Carey continued to form Derg Joinery in 2015. Their high level of expertise and knowledge they brought to the company has led to Derg Joinery becoming the leading manufacturer of timber window frames, casings, doors and screens in Ireland.
05/05/2017
Investment in the future
In light of excellent market conditions and a desire to equip his company for the future, a carpenter in Neresheim-Elchingen is entering the world of automated production.
04/13/2017
A machine that can run all day
The two decision makers at the family-owned business Beny’s Joinery, founder Beny Forte and son Raffaele Forte, finally found the right machine for their requirements.
04/13/2017
A lifetime investment
Established in 1950 as Unanderra Timber and Joinery, UTJ Interiors has grown to become a premier manufacturer of custom joinery and detailed veneering.
04/11/2017
Worth taking the risk
Taishi Tech Industries' vision is not only to become the premier producer and supplier of artificial marbles and decorative panels in Malaysia but also to the rest of the Asia-Pacific region.
04/11/2017
Increased productivity by about 30 per cent
Providing competitive pricing, short lead times and a high quality product to their clients, Meloz Manufacturing has been continuously investing in up-to-date leading edge technology and software.
HOMAG’s woodCAD|CAM software improves presentation and drives automation for contract furnishing manufacturers.
03/29/2017
· Schönbach
Direct access to each workpiece, and that fully automated
Robots are the crucial key to higher productivity and more efficiency. This is also the case at STARKE Objekteinrichtungen.
03/21/2017
Join the big league with 3D
Carpenter produces 3D parts for his 5 axis CNC without using a CAD-CAM System.
03/21/2017
Products with true added value
From zero to a hundred:The shopfitting company Holzakzente startet in 2008. Within an incredibly short time, the company had made a name for itself.
02/15/2017
“I enjoy woodworking”
Wood has long turned into a passion for Shao-Huay Wang. Since he founded his business The Wood Work Folk last year, he couldn’t be happier.
02/02/2017
All or nothing
Restructuring results in more flexibility and capacity
01/27/2017
Networked production in joineries
The Daxenberger brothers have taken the advertising slogan "Growing with the HOMAG Group" to heart.
01/13/2017
Batch size 1 in series production
Joinery business Voit takes a new approach to panel cutting. The specialist company combines the revolutionary production cell HPS 320 FlexTec with an intelligent horizontal storage system.
AR 18 Limited has been in the CNC routing trade for around 15 years, producing high quality retail furniture and display stands, reception desks, feature walls and cladding panels for shop fitters. It also provides a full service offering to small joinery companies and sign makers without in-house CNC facilities.
11/15/2016
· Beograd
Guided by the network
Furniture ordered online - delivered in 48 hours: Industry 4.0 at Darex Home
11/11/2016
Storage system: “It’s the ducks guts”
George Kaiser stands proudly if front of his latest acquisition from the HOMAG Group.
11/10/2016
airTec edges: “We are now able to target big cabinetmakers”
Precise Precut is a production-orientated business and they have sold cut-to-size flat packs to the trade from the very start. Aaron could see an opportunity on the Gold Coast to open a precut business as there was only one other company doing precut at a high level and knew that some competition was needed.
11/09/2016
Internal growth
Automation: with a lean combination of CAD software and a carpentry machine, carpenter Marco Büsing specializes in producing roof trusses with a high degree of prefabrication. One of the advantages of this is that thanks to this unique selling point, he has been able to distance himself from the general price war.
10/24/2016
HOMAG UK provides Trade CNC the helping hand for increased production
Established in 2008, Trade CNC pride themselves in offering the complete package that any customer could want from a CNC routing business. Their ever increasing reputation has been built on the solid foundations of quality, professionalism and innovation
10/19/2016
Increased production flow with the Weeke Vantech 480 B
RMW Joinery aspire to become well known for their attention to detail and punctuality when completing jobs. The Sydney-based company caters for specific niche joinery requirements that are more difficult to achieve for standard joiners.
10/13/2016
"In, through, out, away...
... is exactly the way a carpentry machine should work," gushes timber construction specialist Hans Nehr.
Satisfied customers come back. And sometimes quicker than you think. Timber construction specialist Hans Nehr had no intention of buying a new carpentry machine. He had only been using his WBS 140 for three years. But everybody was so happy with it that the orders soon exceeded the capacities. His sons finally persuaded him to invest in the faster WBZ 160 carpentry machine.
09/01/2016
Nesting and edging at the highest level
Capital Design Works are on the fast track: Since the upgrade to new machinery, the Sydney-based company has been growing continuously.
08/17/2016
Technical Finesse in Southeast Asia at Versalink
Malaysia is not only considered as the emerging market, but also as the tenth largest furniture exporter worldwide. Therefore, the local producers have to face the same challenges as their competitors in Europe.
07/27/2016
Industry 4.0: 4,000 furniture components leave Nowy Styl factory per s
The HOMAG Group built one of the most up-to-date production lines in the industry for the Nowy Styl Group office furniture manufacturer in the Polish town of Jasło.
07/04/2016
USA: On the road to the high-tech factory
Nexis 3 is at a crossroads between craft and industrial production - a project with SCHULER Consulting.
06/21/2016
Why invest in zero joint
While AKC – based in Darwin and Alice Springs – have purchased a BRANDT Ambition 1440 airTec, the Western Australian company Busselton Furniture Products decided to invest in the smaller BRANDT Ambition 1230 airTec model.
06/20/2016
"Now is the time to invest in the future"
It did not take long until Martin Smith and his team at Euroline recognised the benefits of their newly purchased horizontal storage system. Since the installation of the HOMAG Automation TLF 210 in November last year, the workflow has increased big time.
06/13/2016
Dividing panels ergonomically and efficiently
At Popp GmbH & Co. KG, the saw-saw-storage combination allows one employee to complete the entire cutting work. And very comfortably at that!
03/18/2016
Weingärtner Holzbau - Beam processing at a day's notice
Founded in 1999, the company, which is situated in Baden-Baden, currently employs six people. Its fields of business include roof renovations, timber frame construction houses, pergolas, garages, dormers, and roof lights.
03/01/2016
Namibia - timber construction set on European standards
Interview with Christian Hess, CEO of Holzbau Carpentry Hess, Windhoek, Namibia.
03/01/2016
Joinery Daxenberger: Enthusiastic about the HOMAG Automation horizontal storage system TLF 211 right from the beginning
Effective Workflow thanks to sophisticated Materials Management
03/01/2016
When a progressive furniture production concept becomes reality
Portuguese interior designer J&J Teixeira realized a new investment concept with SCHULER Consulting. Results: better quality, lower personnel costs and consistent data flow.
01/22/2016
· Löhne
SieMatic relies on cardboard-box cutting machine VKS 250
The HOMAG Automation's flexible packaging concept saves time and money
01/08/2016
Canada: Growth through courage for risk-taking
When the Canadian furniture manufacturer Cutler was seeking a new place of location, it was necessary to consider many parameters.
11/30/2015
Storage Systems shape a new era of manufacturing
Local manufacturers are constantly facing the pressure of customised products at highest quality and punctual delivery. In order to cope with the requirements a combination of integrated, intelligent production plants and flexible, highly efficient stand-
10/22/2015
LUXHAUS - 36% increase in output thanks to new carpentry machine
For beam processing, Luxhaus Vertrieb GmbH & Co. KG in Georgensgmünd in Middle Franconia, Germany relies on machine technology from WEINMANN.
We spoke with the Luxhaus production manager Manfred Simonavicius.
10/05/2015
Automating material infeed
CNC processing centers will be tomorrow’s standard machines. Their ability to be embedded in existing work flows is crucial to their successful application.
07/14/2015
Storage system for smart waste management
Rapid technological development forces local furniture manufacturers to invest in new equipment in order to increase productivity and cash-flow. Intelligent storage systems and software solutions help today's cabinet makers to increase their flexibility.
07/01/2015
It does everything all at once
WeberHaus in Rheinau, Germany, builds 1000 staircases each year. With the old CNC, colleagues were left to do the edge processing work on the steps, as well as the profiling tasks. Now, the new BMG 512 profiLine from HOMAG does everything all at once.
05/08/2015
The joiners of Regensburg
The HPP 130 from HOLZMA premieres in Germany: the joinery business of Pangerl & Voith is the first to put this new development into operation.
03/31/2015
· Ense Waltringen
Packaging is fun
A very important aspect in the eyes of company Severin is the fact that packaging shall reflect professional appearance additionally to high quality.
12/05/2014
Courage brings its own reward
A man with the ability to take a quick decision – that is Norbert Bosch, CEO of “Bosch Objekteinrichtungen” in Rühlingstetten. But for the son of the former company founder Walter Bosch, “quick” does not (as so often in life) mean that his decisions are not well considered. Quite the opposite. Bosch knows just what it is he wants and – coupled with a good helping of courage to embrace new technologies and ideas – this go-getter attitude has seen his company reap rich rewards.
11/13/2014
One-man band in the country stands up for quality
Starting your own business requires just a few key elements: entrepreneurship, courage and above all, enthusiasm.
11/13/2014
Kitchen Direct steps up for quality with a BRANDT Ambition edgebander
Better finishes, higher speed and more efficiency have not only improved the product quality but also the whole production process for the Sydney-based company Kitchen Direct and its owner Alex Wang.
10/23/2014
High quality finishes with BRANDT Ambition edgebanders
Two Sydney-based companies have improved their product quality thanks to their new investment in BRANDT Ambition edgebanders from HOMAG Australia.
12/02/2013
“Over 30,000 parts a day”
Chinese furniture producers back HOMAG Group batch size 1 concepts
10/08/2013
SCHULER Consulting GmbH optimizes Chinese production organization
In China, the province of Guangdong, Roco creates order-related furniture according to customer requirements. The company invested in a new production plant of approx 10000m².
09/10/2013
World of brand experiences around the world
What do BMW, Borussia Dortmund, Bugatti and Zara have in common? They all rely on the same interior designer: The Dula Group. Animated presentation of high-quality products and transport of brand identities – these are the company tasks of the Dula Group.
09/13/2012
Hightech on the road
Just driving into the yard at Bischoff + Scheck is an amazing experience.
07/20/2012
Production Optimization with 3D Visualization
The German Company Schäfer Trennwandsysteme GmbH optimized their material flow and production processes with the help of SCHULER Consulting’s 3D visualization.
02/09/2012
Tradition meets high tech: Joinery Koch produces “historic” windows for the Römer building in Frankfurt
A family firm with a historic tradition has been commissioned to fit new windows in a 100 year old cultural monument – produced on a high-tech machine in compliance with the latest technological standards.
07/16/2011
Different edge quality to everyone else
Zero joint technology is not some fad; it is the latest technology in edgebanding. The hot air system "airTec" is both an industrial and craft-oriented solution.
02/14/2011
More profit through special products
09/17/2008
50,000 doors for Sweden
Processing cell replaces majority of the machine outfit for a Swedish door maunfacturer
We use cookies on our website. Some of them are essential, while others help us to improve and operate our online offer for you economically. You can "Accept" this or click on the "Settings" button to select which cookies we may use.