


The "autonomous cell": The first autonomous workshop concept
At the HOLZ-HANDWERK trade fair, HOMAG will demonstrate a workshop that runs completely for the first time. The workshop consists of two cells that are already fully automated and interlinked.
-
![1 workshop, 3 cells, 1000 possibilities: The first "autonomous cell" in the woodworking industry]()
1 workshop, 3 cells, 1000 possibilities: The first "autonomous cell" in the woodworking industry -
![Video: The "autonomous cell" from HOMAG]()
Flexible linking of production machining centers through automatic guided vehicles (TRANSBOT) -
![The first "Autonomous Cell" in the woodworking industry: Automated Guided Vehicles live in action]()
The first "Autonomous Cell" in the woodworking industry: Automated Guided Vehicles live in action -
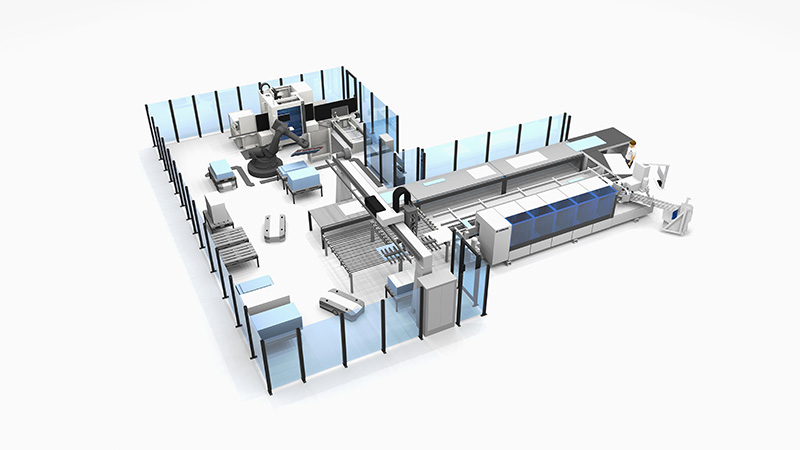
![Live in action: The first autonomous workshop concept]()
Live in action: The first autonomous workshop concept



These two cells are connected by autonomous helpers: Automated guided vehicles (AGV) are used, organizing all of the parts logistics tasks between the cells and making this workshop concept the first "autonomous cell" at HOLZ-HANDWERK.
The "autonomous cell" can make full use of its flexibility both in skilled crafts and in industry, in series and in batch size 1 production, and opens up previously unknown possibilities in future manufacturing for small and medium-sized companies.
CELL 1: High-tech edges with integrated workpiece handling
Ideally suited for users with the widest range of parts and materials in edge processing: The EDGETEQ S-500 (previously KAL 370) edge banding machine, in combination with the LOOPTEQ O-600 return (previously TFU 521), offers maximum flexibility. The two elements are networked with each other by the woodFlex cell control system. This control system has a modular structure, is open for future requirements or expansions, provides safety, optimizes processes and increases efficiency. To ensure the cell can process every workpiece correctly, every part is assigned a digital identity (barcode) in advance that contains all processing data.
High-tech edges: Flexibility³
The new EDGETEQ S-500 offers a degree of flexibility that has never been seen before: It is able to process three profiles and also provides
three different edge-joining processes at the same time.
High processing flexibility and setup at the push of a button are often used as "adjustment screws" to increase productivity. The new 3-profile technology is ideally suited to this. It ensures rapid, automatic and repeatable changes between three profiles and 20° chamfer. The "3-profile technology package" includes a fine-milling unit for three radii, the 3-profile head on the FK30 profile trimming unit and profile scraper for more than three radii. If someone wants to change the procedure for gluing the edges (PU, EVA or airTec zero-joint technology) at short intervals, they can now operate all three edge band application procedures on a single machine (for example, airTec can automatically be changed to EVA at the push of a button).
Integrated, automated workpiece handling
The fully automated part flow for the EDGETEQ S-500 is handled by the LOOPTEQ O-600 workpiece guide roller. Here the automatic return has been combined with a stacking system, which means that finished workpieces can be ejected or automatically destacked. Ejection and destacking are completed by the gantry with width-specific rotating function and the newly developed vacuum cross rail for gentle handling. The return is designed for a range of parts from 240x80 mm to 1200x3000 mm and integrated into the machine control unit of the edge banding machine.
The advantages of integrated workpiece handling
- Quality costs are reduced thanks to the gentle vacuum cross rail
- Flexible personnel organization thanks to single-person operation
- Reduced physical exertion by personnel
- High-performance interlinked material flow
- Efficiency: defined rotation for process-oriented parts return
- Fully integrated into the machine control unit (powerTouch)
CELL 2: Robot management on vertical CNC processing machine
Availabilities of approximately 100%, high repeat accuracy and pinpoint parts handling: Robots are reliable partners and increase the cost-effectiveness of production. The reliable, integrated parts supply makes every CNC machine a high-performance center and therefore an optimal manufacturing cell for production.
At the HOLZ-HANDWERK trade fair, a 6-axis robot will handle automated parts for the DRILLTEQ V-500 (previously BHX 200) vertical processing center. Integration into the cell control system makes it very easy to operate the robot. Additionally, functions such as aligning, validating and rotating of parts can easily be integrated into the process. It is also very simple to implement new workpieces during the process.
The advantages of robot management
- Space-saving concept
- Gentle handling of materials and surfaces
- Reduces workload for personnel
- High technical availability and rising added value
- Parts can be identified by barcode or RFID
CELL 3: Flexible interlinking by driverless transport systems
Small, autonomous logistics helpers connect the two fully autonomous operating cells and make a workshop that operates completely independently: Automated guided vehicles (AGV) are used, supplying the drilling cells with stacks from the edge cells that have been processed to completion.
The complete sequence: the material flow in the cell
Automated edge cell:
- Labelling of each workpiece with an individual barcode
- Edging of the parts 1 to 4 times. Return transport by LOOPTEQ O-600 (previously TFU 521)
- Destacking of the parts by stacking system of the LOOPTEQ O-600
Automated guided vehicle (TRANSBOT): Transports the stacks with finished edges to the robot feed station of the CNC robot cell (if this is occupied, the TRANSBOT transports the stack to a buffer position)
- CNC robot cell: The robot loads the DRILLTEQ V-500 (previously BHX 200) with the parts with finished edges
- The robot then destacks the parts with finished drilling/doweling
TRANSBOT: Transports the stack with finished edges and drilling/doweling to a buffer position and moves an empty load receiver from the robot loading area to the robot destacking area
TRANSBOT: Transport of the next stack with finished edges to the loading area of the CNC robot cell (either from the buffer or from the stacking system of the LOOPTEQ O-600)
Simultaneously, additional TRANSBOT load the stacking area of the LOOPTEQ O-600 with a new, empty load receiver
SOFTWARE: Smart networking of the cells with the automated guided vehicles (AGV)
The HOMAG ControllerMES production control system is the key to networked communication in the cell. It communicates universally with the individual control systems of the automated edge cell and the CNC robot cell, as well as with the control system of the TRANSBOT. Here the "TRANSBOT cell control system" (AGV = automated guided vehicle) is used. This is closely connected with a fleet manager, which takes over the entire planning of the TRANSBOT driving routes.
The advantages of the "autonomous cell"
- Combination of process knowledge about wood processing and TRANSBOT technology
- Material management from one source
- Ready for connection to the tapio ecosystem
- Flexible interlinking of processing cells: Spatial flexibility, no rigid interlinking by roller conveyors
- Fast response times: Simple, subsequent changes of the product range and processing sequence
- Scalable and modular: Simple, subsequent expansion is possible
Here's how your colleagues produce
