12/03/2025
· Software & Data
The tradition continues: The woodWOP holiday greeting from HOMAG
11/24/2025
· Fairs & Events
Building connections. WEINMANN Treff 2025
11/13/2025
· Investor Relations
Improvement in earnings in the first nine months despite continued market weakness
10/16/2025
· Digitalization
Interview about the HOMAG INTELLIGENCE digital platform
10/10/2025
· Maßarbeit – Magazine for Joiners
Maßarbeit – Issue 14 | 2025
10/08/2025
· Fairs & Events
WEINMANN Treff 2025. Creating living spaces together.
10/08/2025
· Asia News
Automation Transforming India’s Woodworking Industry
10/08/2025
· Asia News
Technology, Sustainability, and the Future of Woodworking in India
08/14/2025
· Machines & Technology
From the corner to the cutting plan
08/13/2025
· Consulting
Together, we optimize your production processes - 1 consultant, 1 week, plenty of tangible results
08/07/2025
· Investor Relations
Earnings improved in the first half of the year, but there are still no signs of a market recovery
07/28/2025
· LIGNA
HOMAG INTELLIGENCE: The world welcomes the new digital platform
07/10/2025
· Consulting
Optimize your production processes now – with the SCHULER Starter Workshop Production Optimization!
07/09/2025
· Investor Relations
HOMAG invests heavily in Schopfloch
06/30/2025
· Timber House Construction
Serial renovation presents a major opportunity for timber construction.
06/17/2025
· LIGNA
HOMAG at LIGNA 2025: ‘Building Living Spaces’ with innovation and passion
06/16/2025
· Digitalization
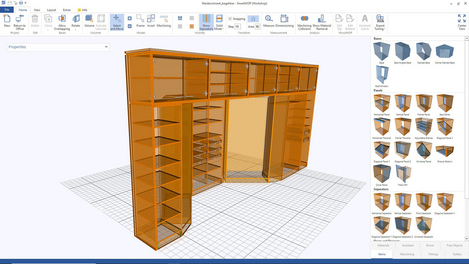
New in woodWOP 9: Focused on focus
06/05/2025
· Machines & Technology
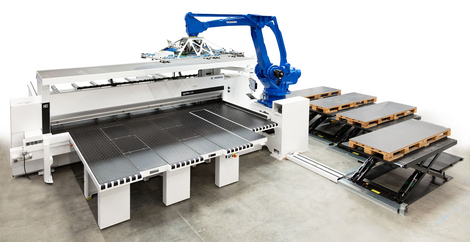
The success story of our robot saws
05/26/2025
· LIGNA
HOMAG INTELLIGENCE: The digital, modular platform for sales, configuration and production
05/26/2025
· LIGNA
Ink Big. Digital edge printing is revolutionizing furniture construction.
05/26/2025
· LIGNA
Focused on the essentials. The woodWOP 9 CNC programming software is now even simpler and clearer
05/26/2025
· LIGNA
HOMAG at LIGNA 2025: Complete solutions for wood processing in Hall 14
05/26/2025
· LIGNA
HOMAG panel dividing equipment — pioneering solutions for trade and industry
05/26/2025
· LIGNA
CNC processing — new solutions from entry-level to industrial production
05/26/2025
· LIGNA
Complete solutions for nesting
05/26/2025
· LIGNA
Future-oriented solutions for carpenters/joiners in all performance classes of edge banding machines
05/26/2025
· LIGNA
Apps & software: Solutions for every size of business
05/26/2025
· LIGNA
Service: Innovations for greater safety, efficiency and digital networking
05/26/2025
· LIGNA
New woodCommander6 software generation
05/26/2025
· LIGNA
Partner for timber construction: From A for marking out to Z for the future
05/26/2025
· LIGNA
Digitalization in the furniture and timber construction industry
05/26/2025
· LIGNA
SYSTEM TM — solutions for solid wood processing
05/26/2025
· LIGNA
KALLESOE – system solutions for mass timber production
05/19/2025
· LIGNA
HOMAG Newsflash - Only one more week until LIGNA 2025!
05/16/2025
· performance – magazine for timber construction
Customer magazine performance – Issue 24 | 2025
05/15/2025
· Investor Relations
Annual general meeting of HOMAG Group AG
05/13/2025
· Investor Relations
Earnings show upward trend in the first quarter
05/08/2025
· LIGNA
HOMAG Newsflash - It's finally LIGNA again!
05/06/2025
· Investor Relations
HOMAG Group acquires remaining shares in Kallesoe Machinery A/S
04/29/2025
· India News
Indian Woodworking Industry: Poised for Growth and Innovation
04/14/2025
· Fairs & Events
The Heartbeat of Woodworking. HOMAG India at the INDIAWOOD 2025
03/28/2025
· Digitalization
productionManager: The digital job folder is growing!
03/26/2025
· Digitalization
Digitalized processes in furniture production: with app and software solutions from HOMAG
03/06/2025
· Investor Relations
HOMAG Group achieves targets in a difficult market environment
02/20/2025
· LIGNA
Building living spaces — Together at LIGNA in Hall 14
01/24/2025
· India News
Discover HOMAG India’s Innovations at the INDIAWOOD
01/07/2025
· Investor Relations
Higher Regional Court of Stuttgart sets amounts for cash settlement offer and guaranteed dividend for HOMAG shareholders
01/01/2025
· Digitalization
Digitalization for carpenters and joiners: Apps and assistants from HOMAG
12/31/2024
· Services
eParts meets eShop – Your modern spare parts management
11/20/2024
· Fairs & Events
The timber construction industry visits the Swabian Alps - WEINMANN Treff 2024
11/07/2024
· Investor Relations
Business figures for the first nine months of 2024: Slight increase in order intake at low level
10/10/2024
· Fairs & Events
WEINMANN Treff 2024
10/10/2024
· Machines & Technology
New option in CADmatic: Reproduction of parts
09/30/2024
· Machines & Technology
HOMAG Treff 2024 – a great success!
09/25/2024
· Fairs & Events
SCHULER Consulting at HOMAG Treff
09/25/2024
· Machines & Technology
HOMAG Treff 2024: Where sawdust flies and inspiration lands
09/20/2024
· India News
HOMAG's CNC solutions: made in India, now for the world
09/17/2024
· Digitalization
Rubens 3D Product Configurator: Flexible and Easy Furniture Configuration
09/12/2024
· Software & Data
woodWOP: New options with the CAM plugin
09/10/2024
· Maßarbeit – Magazine for Joiners
Maßarbeit – Issue 12 | 2024
09/04/2024
· Timber House Construction
Shaping the prospects of timber construction together.
08/08/2024
· Investor Relations
HOMAG Group continues to feel market weakness in the first half of 2024
08/07/2024
· Timber House Construction
Unleash the full potential of production — application-related production optimization from the WEINMANN Academy
08/01/2024
· Digitalization
granIT Basic
07/31/2024
· performance – magazine for timber construction
Customer magazine performance – Issue 23 | 2024
07/02/2024
· Fairs & Events
HOMAG Treff 2024
06/25/2024
HOMAG Newsflash: Technology Days 2024
06/11/2024
· Digitalization
Ready, set, form your lots!
05/16/2024
· Investor Relations
Annual general meeting of HOMAG Group AG
05/15/2024
· Digitalization
materialManager: Adding edgebands with original data from EGGER and Hranipex
05/14/2024
· Investor Relations
HOMAG Group with expected decline in sales and earnings in the first quarter of 2024
04/26/2024
· Investor Relations
HOMAG Group acquires remaining shares in System TM
04/22/2024
· Machines & Technology
Benefits of element production with an assembly table
04/15/2024
· Machines & Technology
25 Years of HOMAG Window Production Solutions - Concepts for automated production since 1999
04/05/2024
· Machines & Technology
The motto from now on is "Turn it around!" New workpiece return system for the DRILLTEQ V-310
04/03/2024
· Digitalization
Something for everyone: An overview of digital assistants
03/20/2024
· Machines & Technology
Holzbronn Technology Days 2024 attract numerous visitors
03/19/2024
· Machines & Technology
New customers with clever edging technology
03/19/2024
· Digitalization
Everything at a glance — including rework!
03/15/2024
· Services
Modernizing the spindle cooling system: Why you should switch now
03/13/2024
· Fairs & Events
Well-positioned for the future in timber construction
03/11/2024
· Digitalization
Digital Insight with intelliDivide Cutting - the brand new series
03/04/2024
· Digitalization
"Networked workshop" technology day: A close look at digitalization in woodworking shops!
02/27/2024
· India News
HOMAG India racing to HOMAG India 5.0
02/27/2024
· Investor Relations
Fiscal year 2023: High sales revenues with declining order intake
02/07/2024
· Fairs & Events
HOMAG Technology Days 2024
02/07/2024
· Digitalization
Optimizing timber construction production processes based on data
02/01/2024
· Social / HOMAG Cares
WEINMANN makes a donation to the "Hilfe für kranke Kinder" charitable foundation run by Uni-Kinderklinik Tübingen
01/31/2024
· Digitalization
Two solutions. One interface. Countless advantages: SmartWOP and productionManager
01/18/2024
· Services
HOMAG eShop – What customers say: "Simple. Fast. Convenient."
01/17/2024
· Fairs & Events
WEINMANN at DACH+HOLZ International 2024.
12/13/2023
HOMAG Newsflash - That was 2023!
12/07/2023
· Digitalization
No room for rough edges
12/04/2023
· Software & Data
New features in the HOMAG CNC software (Basis: NCCenter 1.22)
11/23/2023
· Award
Allianz Industry 4.0 Award: Award for digital solutions from HOMAG
11/20/2023
· Machines & Technology
toleranceCheck: Consistently produce dimensionally and angularly accurate parts
11/16/2023
· Maßarbeit – Magazine for Joiners
Maßarbeit – Issue 10 | 2023
11/15/2023
· Fairs & Events
WEINMANN Treff 2023: A variety of impressions in the Swabian Alps
11/07/2023
· Investor Relations
HOMAG Group responding to muted demand
11/07/2023
· Investor Relations
Package of measures adopted to boost efficiency and reduce capacity at HOMAG
11/01/2023
· Digitalization
All-inclusive worry-free package for your nesting process
10/18/2023
· Digitalization
intelliDivide: Optimize more intelligently with templates
10/12/2023
· Timber House Construction
Karl Weinmann passed away at the age of 70
10/10/2023
· Fairs & Events
WEINMANN Treff 2023 − Timber construction from A to Z.
09/20/2023
· Asia News
HOMAG Korea Showcased Woodworking Solutions at KOFURN Exhibition 2023
09/13/2023
· Digitalization
What’s new in woodWOP 8.1: Important milestones and new innovations for CNC programming
08/03/2023
· Investor Relations
First half of 2023 of the HOMAG Group: Increasing sales with decreasing order intake
07/27/2023
· Machines & Technology
HOMAG India introduced SAWTEQ O-100.
07/20/2023
· Timber House Construction
A head start into timber construction
07/04/2023
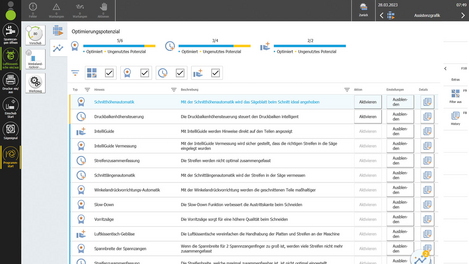
· Services
serviceAssist Classic gets more functions: Maintenance Overview
06/29/2023
· Timber House Construction
Radical change, one step at a time
06/26/2023
· Award
Top Consultant 2023: Award-winning consulting for the timber and furniture industry
06/22/2023
· Fairs & Events
Review of the HOMAG Window Days
06/14/2023
· Award
German Brand Award 2023: HOMAG Group wins awards
06/14/2023
· LIGNA
HOMAG on the way to LIGNA
06/14/2023
· LIGNA
HOMAG Newsflash – That's a wrap! This was LIGNA 2023
06/12/2023
· Digitalization
Digital job folder - even more efficiency through comment function!
05/31/2023
· LIGNA
Welcome to the world's leading trade fair! – LIGNA is back
05/30/2023
· Timber House Construction
Renovation of existing buildings for CO₂-neutral living
05/25/2023
· LIGNA
LIGNA 2023 was a great success!
05/16/2023
· LIGNA
Future-oriented solutions for carpenters and joiners in all performance classes of edge banding machines
05/16/2023
· LIGNA
Digital production, automation and perfect edge quality with the EDGETEQ S-500 series
05/16/2023
· LIGNA
CNC processing: New entry-level solution, robot support in woodworking shops and tool-free furniture
05/16/2023
· LIGNA
VALYOU — Maximum potential for your machine
05/16/2023
· LIGNA
WEINMANN solutions for timber construction
05/16/2023
· LIGNA
HOMAG presents the new feature of the ControllerMES production control system at LIGNA
05/16/2023
· LIGNA
tapio – Joint applications solve real customer problems
05/16/2023
· LIGNA
HOMAG Panel Dividing: Name changes in the panel saw and storage technology sector
05/11/2023
· Investor Relations
Annual general meeting of HOMAG Group AG in-person again
05/10/2023
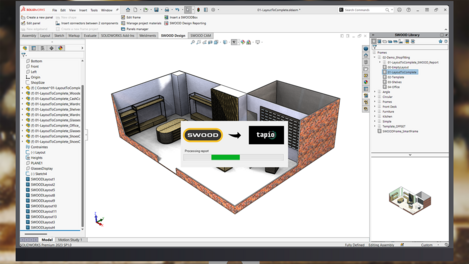
· Digitalization
Data flow with one click: productionManager integrated with SWOOD CAD/CAM system
05/09/2023
· Investor Relations
HOMAG Group sales increase in the first quarter of 2023
05/08/2023
· performance – magazine for timber construction
Customer magazine performance – Issue 22 | 2023
05/04/2023
· Digitalization
Heinz Dürr Award: Edge Data Package wins the race!
05/04/2023
· LIGNA
HOMAG Newsflash – The LIGNA countdown is on!
05/02/2023
· LIGNA
Sustainability at the trade fair: HOMAG CARES about sustainability
05/02/2023
· Maßarbeit – Magazine for Joiners
Maßarbeit – Issue 9 | 2023
04/20/2023
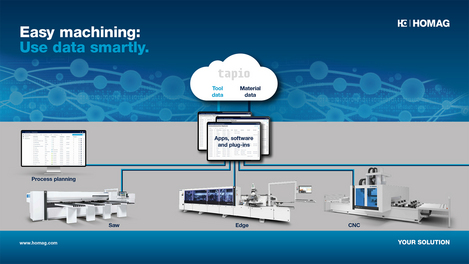
· LIGNA
Easy machining: Use data smartly
04/13/2023
· LIGNA
intelliDivide — an optimization software made to impress!
03/28/2023
· LIGNA
HOMAG Newsflash - Innovations at LIGNA 2023
03/28/2023
· Services
Special Offer: The App-Plus Package, free with every new HOMAG machine
03/27/2023
· LIGNA
SmartWOP: The easy way to design furniture
03/17/2023
· LIGNA
The digital job folder brings transparency to the workshop
03/16/2023
· LIGNA
Sharing Passion. HOMAG at LIGNA 2023
03/07/2023
· Digitalization
HOMAG machine and productionManager working together
03/06/2023
· LIGNA
SCHULER Consulting at LIGNA 2023
02/23/2023
· Investor Relations
Fiscal year 2022 of the HOMAG Group - Record levels of sales and earnings
01/31/2023
· Digitalization
Better clarity: Job archive available in productionManager!
12/20/2022
· Digitalization
Powerful software duo: SmartWOP and woodWOP in interaction
12/13/2022
· Australia News
#PeopleBehindTheBrand Nils Leitritz
12/01/2022
· Timber House Construction
The timber construction business - how to make it a success story
11/29/2022
· Australia News
#PeopleBehindTheBrand Brian Acraman
11/15/2022
· Australia News
#PeopleBehindTheBrand Elisabeth Kattenborn
11/10/2022
· Machines & Technology
Across the north with a wide range of services
11/10/2022
· Investor Relations
HOMAG Group with significant increase in sales revenue and earnings
11/07/2022
HOMAG Newsflash - Highlights from the HOMAG Treff
11/01/2022
· Australia News
#PeopleBehindTheBrand Mark Vowles
10/19/2022
· Australia News
#PeopleBehindTheBrand Emmanuel Pseftoudis
10/13/2022
· Interviews & Statements
Back in the Southeast Asian market
10/13/2022
· Fairs & Events
HOMAG Treff 2022 in Holzbronn: Together again
10/05/2022
· Australia News
#PeopleBehindTheBrand Ross Campbell
10/04/2022
· Automation & Robotics
More transparency in hybrid cutting
10/03/2022
· Australia News
Quick change between glue types and glue colors made easy
09/08/2022
· Timber House Construction
WEINMANN Treff 2022 - The A to Z for your timber framing needs
08/22/2022
· Services
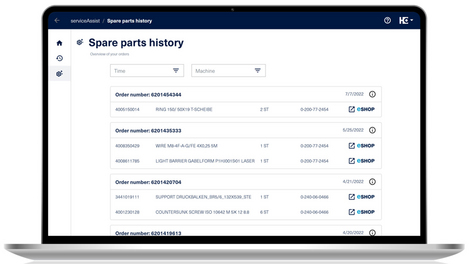
serviceAssist Classic gets more functions: Spare parts history
08/18/2022
· Machines & Technology
HOMAG Treff: A calendar highlight for 30 years
08/08/2022
· Maßarbeit – Magazine for Joiners
Maßarbeit – Issue 8 | 2022
08/04/2022
· Investor Relations
Order intake in the first half of 2022 exceeds EUR 1 billion for the first time
07/28/2022
· Automation & Robotics
Even more automation needed to cope with current challenges | Market report Northamerica
07/28/2022
· Fairs & Events
HOLZ-HANDWERK 2022 in Nuremberg: the big reunion
07/27/2022
· Asia News
20 Years of HOMAG India - Welcome to our new state-of-the-art factory.
07/27/2022
· Investor Relations
CFO Rainer Gausepohl extends contract until 2026
07/20/2022
· Social / HOMAG Cares
WEINMANN donates 12,000 euros to Asha21
07/19/2022
· Award
HOMAG recognized as Training Champion 2022
07/18/2022
· Fairs & Events
Lots of personal encounters in the trade fair month of July
07/12/2022
· Fairs & Events
WEINMANN at DACH+HOLZ 2022
07/12/2022
· Machines & Technology
Advanced solutions for CNC processing and drilling technology, from single operation to interlinking in cells.
07/12/2022
· Services
HOMAG Service — Benefit for a lifetime. Now even more individual and with new products.
07/12/2022
· Digitalization
tapio —Digital infrastructure with just ONE login.
07/05/2022
· Machines & Technology
Panel Dividing: new machines and software solutions provide even greater flexibility and efficiency
06/29/2022
· Machines & Technology
Edgebanding: Future-oriented solutions for carpenters/joiners in all performance classes
06/07/2022
· performance – magazine for timber construction
Performance customer magazine – Issue 21 | 2022
05/30/2022
· Automation & Robotics
Increased investment and automation | Market report India
05/19/2022
· Machines & Technology
Sixty years of edgebanding quality
05/18/2022
· Machines & Technology
Experience real added value in practice live. HOMAG at HOLZ-HANDWERK 2022
05/18/2022
· Timber House Construction
Timber construction from A to Z. WEINMANN at DACH+HOLZ 2022.
05/17/2022
· Services
Service responses in your time zone: The HOMAG APAC (Asia Pacific) Hotline
05/13/2022
· Interviews & Statements
Bye bye blackboxes – How to increase transparency in your production
05/12/2022
· Investor Relations
Virtual annual general meeting of HOMAG Group AG
05/03/2022
· Investor Relations
Record order intake in the first quarter of 2022
04/29/2022
· Fairs & Events
INDIAWOOD 2022: Hall 4 | All from one source | HOMAG India
04/25/2022
· Interviews & Statements
How to be flexible – and remain so
03/30/2022
· Software & Data
Paving The Way Towards Growth: An Asian Perspective
03/11/2022
· Digitalization
A closer look: Boosting efficiency through digital solutions
03/04/2022
· Fairs & Events
"Company Day Wood" at the Biel University of Applied Sciences
03/03/2022
· Machines & Technology
HOMAG and Heesemann agree to partnership
02/24/2022
· Investor Relations
Fiscal year 2021: Record orders and significant improvement in earnings
01/07/2022
· India News
One-Stop Shop for Woodworking Machinery
01/05/2022
· India News
Indo-German Newsletter Karnataka Region
12/08/2021
· Investor Relations
Dr. Sergej Schwarz appointed member of the Executive Board of HOMAG Group AG
11/15/2021
· Machines & Technology
Innovation meets tradition - The next generation of nesting solutions from HOMAG
11/11/2021
· Interviews & Statements
Building the future: How will construction processes change?
11/04/2021
· Investor Relations
HOMAG Group heading for a record year
11/01/2021
· Solid Wood
From planning to production: timber construction from a single source
11/01/2021
· Solid Wood
Efficient and sustainable: the path from a board to an element
10/27/2021
· Solid Wood
A holistic view of solid wood
10/26/2021
· Software & Data
woodWOP 8 - New functions. Infinite options!
10/21/2021
· Fairs & Events
The production tachometer: Keeping an eye on production with MMR.
10/21/2021
· Machines & Technology
Edge banding machines — new equipment variants ensure even greater flexibility and efficiency
10/19/2021
· Digitalization
Digital tools for panel dividing: Updates for cutting using saws & nesting machines
10/19/2021
· Machines & Technology
Panel cutting from woodworking shops to industrial applications
10/08/2021
· Award
SCHULER Consulting celebrates receiving the Heinz Dürr Award
10/08/2021
· Maßarbeit – Magazine for Joiners
Maßarbeit – Issue 6 | 2021
09/29/2021
· Investor Relations
Dr. Daniel Schmitt will continue HOMAG’s growth trajectory as new CEO
09/29/2021
· Ad-Hoc News
New Chairman for HOMAG Group AG’s Board of Management
09/23/2021
· Asia News
HOMAG Asia Moves Into New Singapore Office; Gears Up To Strengthen Presence In The Region
09/22/2021
· Asia News
Optimise material flow with HOMAG STORETEQ
08/20/2021
· Machines & Technology
One click can change a lot
08/10/2021
· Social / HOMAG Cares
€200,000, cars and machinery for craftsmen: Extensive aid package for the flooded areas
08/05/2021
· Digitalization
Taking Industry 4.0 to the next level: Accelerating digitalisation in the Asian market
07/27/2021
· Investor Relations
Record level of orders in the first half of 2021
07/08/2021
· Consulting
On furniture trends and where to find them
07/08/2021
· Investor Relations
Groundbreaking ceremony in Schopfloch: HOMAG Group invests in building extension
06/23/2021
· performance – magazine for timber construction
Customer Magazine performance – issue 20 | 2021
06/15/2021
· Award
SCHULER Consulting wins TOP Consultant Award for the second time
06/02/2021
· Sustainability | HOMAG Cares
The future of timber construction: Sustainability right from the start thanks to efficient production processes
05/25/2021
· Investor Relations
Dr. Daniel Schmitt becomes a member of the HOMAG Group AG Board of Management
05/11/2021
· Investor Relations
HOMAG Group starts successfully into the fiscal year 2021
05/10/2021
· Digitalization
Data flow with one click: Optimization software integrated into ERP
05/06/2021
· Investor Relations
Virtual annual general meeting of HOMAG Group AG
04/29/2021
· Investor Relations
HOMAG Group further expands activities in solid wood sector
04/28/2021
· Consulting
Variant configuration in the kitchen industry
04/12/2021
· Investor Relations
HOMAG Group with largest investment program in the company’s history
04/07/2021
· Maßarbeit – Magazine for Joiners
Maßarbeit – Issue 5 | 2021
03/15/2021
· Timber House Construction
The first WEINMANN smartPrefab at WeberHaus
03/01/2021
· Consulting
Goodbye, stopwatch. Hello, digital value stream optimization!
02/25/2021
· Investor Relations
Positive result in a challenging year
02/18/2021
· Interviews & Statements
Optimism despite many turbulences
01/25/2021
· Award
SCHULER Consulting awarded TOP 100 label 2021
01/10/2021
· India News
Market situation and trends 2021 for HOMAG India.
01/01/2021
· Timber House Construction
Building the future together
12/15/2020
· Investor Relations
Ralf W. Dieter to become new HOMAG Group CEO
11/05/2020
· Investor Relations
Signs of recovery in the third quarter
10/12/2020
· Flooring
Automatic measurement and readjustment in autopilot mode
10/09/2020
· Timber House Construction
HOMAG bundles its activities in the construction elements sector and acquires System TM A/S
09/22/2020
· Interviews & Statements
Portrait of an employee: Aaron Brink
09/22/2020
· Ad-Hoc News
Press release in addition to the ad hoc announcement of 21.09.2020
09/21/2020
· Ad-Hoc News
Chairman of the Board of Management will not seek another term of office
09/14/2020
· Interviews & Statements
Portrait of an employee: Alexander Hakimov
08/13/2020
· Award
SCHULER Consulting film project awarded with prize
08/06/2020
· Investor Relations
First half-year 2020 of the HOMAG Group
08/05/2020
· Automation & Robotics
Versatile, flexible, smart – essential requirements for robot saws for woodworking shops!
07/10/2020
· Interviews & Statements
HOMAG Partner: Electro Tech Machinery
07/07/2020
· Interviews & Statements
Demystifying the path towards Batch Size 1 Production
06/24/2020
· Videos
HOMAG Newsflash – News & Digital Events 2020
06/15/2020
· Timber House Construction
Strengthening the competence in the solid wood area
05/28/2020
· Investor Relations
HOMAG Group AG's annual general meeting virtual for the first time
05/28/2020
· Interviews & Statements
Portrait of an employee: David Gildea
05/27/2020
· Investor Relations
Continuing to push ahead with digitization
05/19/2020
· performance – magazine for timber construction
Customer Magazine performance – issue 19 | 2020
05/19/2020
· Interviews & Statements
HOMAG Partner: TH Rosenheim
05/18/2020
· Digitalization
Index acquires high-tech system from Germany's HOMAG Group
05/14/2020
· Investor Relations
Order Backlog with slight increase
05/12/2020
· Interviews & Statements
Portrait of an employee: Hartmut Vöhringer
05/07/2020
· Interviews & Statements
HOMAG Partner: Campus Schwarzwald
05/05/2020
· Investor Relations
HOMAG strengthens leading position in China
05/04/2020
· Interviews & Statements
Portrait of an employee: Maximilian Gaus
04/30/2020
· Interviews & Statements
Portrait of an employee: Klaus Fickler
04/30/2020
· Interviews & Statements
Portrait of an employee: Thomas Reiner
04/21/2020
· Automation & Robotics
Automation in the solid wood sector
04/06/2020
· Interviews & Statements
Portrait of a trainee: Celine Haug
04/06/2020
· Interviews & Statements
Portrait of an employee: Jessie Chang
04/05/2020
· Interviews & Statements
HOMAG Partner: Hans Papenbroock GmbH & Co. KG
04/02/2020
· Interviews & Statements
Portrait of an employee: Choon Loi Chew
03/31/2020
· Ad-Hoc News
HOMAG Group AG suspends its guidance for the current financial year
03/25/2020
· Interviews & Statements
Portrait of an employee: Jörg Groß
03/20/2020
· Investor Relations
HOMAG Group AG postpones annual general meeting due to spread of coronavirus
03/09/2020
· Interviews & Statements
In conversation with Mr. Venkataramana Gorti at IndiaWood 2020
03/04/2020
· Interviews & Statements
Next three years for HOMAG is to Innovate for India
03/02/2020
· Digitalization
It's never been so easy to get started: Becoming a digital workshop with the new HOMAG CUBE.
02/27/2020
· Digitalization
Digitalisation in the compressed air technology
02/27/2020
· Investor Relations
Financial year 2019: Economy slowdown reduces incoming orders
02/20/2020
· India News
HOMAG India goes the VOC way!
02/12/2020
· Fairs & Events
CNC-Technology: Almost infinite possibilities
02/12/2020
· Fairs & Events
Integrated windows
02/12/2020
· Services
Extensive service and professional support
12/16/2019
· Investor Relations
HOMAG Group with new CFO as of March 2020
12/02/2019
· Social / HOMAG Cares
HOMAG donates to SOS Children's Villages
11/25/2019
· Award
Crowned "Factory of the Year 2019" in the "Excellent Small Series Assembly" category
11/07/2019
· Investor Relations
HOMAG Group feeling customers' reluctance to invest
11/06/2019
· Ad-Hoc News
Efficiency enhancement and structural measures, revised projection at HOMAG Group
11/06/2019
· Investor Relations
HOMAG Group optimizes its structure
10/30/2019
· Investor Relations
Valuation proceedings: Appeal lodged by HOMAG shareholders against the ruling of the Regional Court of Stuttgart
08/27/2019
· Ad-Hoc News
HOMAG Group AG: First-instance decision in rulings on control and profit transfer agreement
08/07/2019
· Investor Relations
Press release 1st half year 2019: Weaker economy influences incoming orders
07/22/2019
· Ad-Hoc News
HOMAG Group AG adjusts earnings expectations
07/05/2019
· Award
TOP 100 Award: HOMAG Group is one of the most innovative companies
06/28/2019
· Award
SCHULER Consulting receives TOP CONSULTANT Award
06/11/2019
· Award
German Brand Award 2019: HOMAG Group again honoured for new brand image
05/20/2019
· Investor Relations
1st quarter 2019: HOMAG Group increased sales
05/15/2019
· Investor Relations
Annual general meeting of HOMAG Group AG
05/15/2019
· edge – Magazine of the HOMAG Group
edge 2019
05/01/2019
· performance – magazine for timber construction
Customer Magazine performance – issue 18 | 2019
04/24/2019
· inspiration – Magazine for woodworking
Customer Magazine inspiration | Issue May 2019
04/04/2019
· Services
The TeleService solution of the future
03/26/2019
· Machines & Technology
Gluing technology for composite windows: HOMAG and tesa develop a new process
02/28/2019
· Investor Relations
Financial year 2018: HOMAG Group achieves record result
02/11/2019
· Award
German Design Award 2019: HOMAG Group receives awards
02/11/2019
· LIGNA
Digitalization: How will the production processes of woodworking shops look in the future?
02/05/2019
· LIGNA
iPackage service contract: The complete After-Sales Package for woodworking shops
01/23/2019
· Interviews & Statements
HOMAG in China: Your High-Tech and Innovation Partner for Furniture Production
01/07/2019
HOMAG Newsflash in China - How HOMAG customers produce in the Chinese market (Special Edition)
11/09/2018
· Investor Relations
HOMAG Group with revenue growth in the first nine months of 2018: Successful with large-scale plants
09/27/2018
· Investor Relations
HOMAG CEO Pekka Paasivaara to become fourth member of Dürr AG's Board of Management
09/27/2018
· Aprenticeship & Career
From humble beginnings in Lonsingen to global success
09/26/2018
· Machines & Technology
Integrated windows Narrow profiles, more daylight
09/26/2018
· Investor Relations
HOMAG Plattenaufteiltechnik and Anthon plan close cooperation
09/19/2018
· Software & Data
On the offensive in data evaluation
08/09/2018
· Investor Relations
1st half of 2018 for the HOMAG Group: HOMAG with high capacity utilization
08/08/2018
· inspiration – Magazine for woodworking
Customer Magazine inspiration | Issue August 2018
07/26/2018
· Investor Relations
HOMAG Group opens engineering center in Poznan
06/21/2018
· Videos
HOMAG Newsflash: The Top News from HOMAG in one video!
05/16/2018
· Investor Relations
1st quarter 2018: HOMAG Group’s high order intake continues
05/15/2018
· Investor Relations
Annual general meeting of HOMAG Group AG
05/15/2018
· edge – Magazine of the HOMAG Group
edge 2018
05/01/2018
· performance – magazine for timber construction
Customer Magazine performance – issue 17 | 2018
04/25/2018
· inspiration – Magazine for woodworking
Customer Magazine inspiration | Issue April 2018
04/12/2018
· Investor Relations
HOMAG Group sets up a Smart Factory for furniture production
03/23/2018
· Investor Relations
HOMAG and Grenzebach enter into strategic partnership
03/23/2018
· Investor Relations
HOMAG and KUKA enter into strategic partnership
03/19/2018
· Social / HOMAG Cares
EUR 20,000 invested sustainably – "Beds4Poor" — HOMAG Cares donation for Tanzania
03/01/2018
· Investor Relations
Significant growth in 2017
02/27/2018
· inspiration – Magazine for woodworking
Customer Magazine inspiration | Issue March 2018
12/19/2017
· Investor Relations
HOMAG Group plans new, innovative building
11/15/2017
· Investor Relations
HOMAG Group reinforces top management team
11/08/2017
· Investor Relations
HOMAG Group continues to grow
11/01/2017
· inspiration – Magazine for woodworking
Customer Magazine inspiration | Issue November 2017
08/03/2017
· Investor Relations
Incoming orders increase by 33 percent in the first six months
07/20/2017
· Social / HOMAG Cares
HOMAG Cares: 4,000 Euro for pupils in Tanzania
07/12/2017
· Investor Relations
HOMAG Group invests in Schopfloch site
06/21/2017
· Flooring
Flooring industry: A production vision
05/11/2017
· Investor Relations
HOMAG Group reports successful first quarter
05/08/2017
· Investor Relations
Customer Oppein orders more than 300 machines
05/01/2017
· performance – magazine for timber construction
Customer Magazine performance – issue 16 | 2017
04/18/2017
· inspiration – Magazine for woodworking
Customer Magazine inspiration | Issue May 2017
03/27/2017
· Investor Relations
HOMAG Group continues to grow
03/01/2017
· inspiration – Magazine for woodworking
Customer Magazine Inspiration | Issue March 2017
10/05/2016
· Digitalization
Networked Workshop (Part 2): Ready for the Future in Three Steps
09/27/2016
· Digitalization
Networked Workshop (Part 1): Why Company Size Doesn't Matter
08/19/2016
· Investor Relations
Uninterrupted growth in sales revenue at HOMAG Group
06/06/2016
· Investor Relations
Changes in Executive Board
06/02/2016
· Investor Relations
Dividend rises to EUR 1.01
05/01/2016
· performance – magazine for timber construction
Customer Magazine performance – issue 15 | 2016
04/21/2016
· Investor Relations
HOMAG Group's sales revenue reaches billion mark
01/12/2016
· Investor Relations
HOMAG Group founds a sales and service company in Germany
11/05/2015
· Investor Relations
HOMAG Group aims to reach the one billion euro mark in sales revenue in 2015
08/31/2015
· Investor Relations
Pekka Paasivaara to take the helm as sole CEO of HOMAG Group AG
08/12/2015
· Investor Relations
HOMAG Group remains on track
06/15/2015
· Investor Relations
Building a successful future as ONE HOMAG
06/15/2015
· Investor Relations
Changes in the Board of Management and the Supervisory Board of HOMAG Group AG
05/12/2015
· Investor Relations
HOMAG Group gets off to a good start in 2015
05/08/2015
· Investor Relations
Dividend increases to EUR 0.40
05/01/2015
· performance – magazine for timber construction
Customer Magazine performance – issue 14 | 2015
03/30/2015
· Investor Relations
Following a strong 2014, the HOMAG Group to become significantly more profitable in 2015
03/05/2015
· Investor Relations
Extraordinary general meeting of HOMAG Group AG
03/04/2015
· Ad-Hoc News
Ad hoc announcement according to Sec. 15 WpHG [“Wertpapierhandelsgesetz”: German Securities Trading Act]
03/03/2015
· Investor Relations
HOMAG Group generates record sales revenue in 2014
03/02/2015
· Ad-Hoc News
Ad hoc announcement according to Sec. 15 WpHG [“Wertpapierhandelsgesetz”: German Securities Trading Act]
01/14/2015
· Ad-Hoc News
Ad hoc announcement
12/16/2014
· Ad-Hoc News
Change in stock market segment from Prime Standard to Entry Standard of the Frankfurt stock exchange
12/03/2014
· Investor Relations
All Automation areas from one source
11/24/2014
· Investor Relations
Dürr and HOMAG prepare domination and potential profit and loss transfer agreement
11/13/2014
· Investor Relations
HOMAG Group raises order intake, sales revenue and earnings
10/27/2014
· Investor Relations
Change of CEO and on the supervisory board of Homag Group AG
10/26/2014
· Ad-Hoc News
Ad hoc announcement according to Sec. 15 WpHG [“Wertpapierhandelsgesetz”: German Securities Trading Act]
10/15/2014
· Investor Relations
Dürr acquires majority shareholding in the HOMAG Group
08/14/2014
· Investor Relations
HOMAG Group continues on successful course with a strong second quarter of 2014
07/14/2014
· Ad-Hoc News
Ad hoc announcement according to Sec. 15 WpHG [“Wertpapierhandelsgesetz”: German Securities Trading Act]
06/03/2014
· Investor Relations
Annual general meeting of HOMAG Group AG
05/23/2014
· Investor Relations
Syndicated loan agreement signed at further improved conditions ahead of schedule
05/13/2014
· Investor Relations
HOMAG Group with successful Q1 2014
05/01/2014
· performance – magazine for timber construction
Customer Magazine performance – issue 13 | 2014
03/26/2014
· Investor Relations
The HOMAG Group aims to continue profitable growth in 2014
03/19/2014
· Investor Relations
HOMAG Group AG wants to distribute a dividend of EUR 0.35 per share for 2013
02/26/2014
· Investor Relations
HOMAG Group increases net profit for the year by 45 percent
02/02/2014
· Ad-Hoc News
HOMAG Group AG acquires US distribution and service partner
02/02/2014
· Ad-Hoc News
HOMAG Group AG acquires US distribution and service partner / Ad hoc announcement according to Sec. 15 WpHG [“Wertpapier
01/23/2014
· Investor Relations
HOMAG Group bundles its automation activities
10/05/2011
· Ad-Hoc News
The HOMAG Group plans to expand restructuring measures and expects to improve earnings in the medium term as a result / Ad hoc announcement
07/31/2011
· Ad-Hoc News
HOMAG Group adjusts projected results downward / Ad hoc announcement
12/15/2010
· Ad-Hoc News
Changes to the management board of HOMAG Group AG / Ad hoc announcement
08/11/2010
· Ad-Hoc News
Homag Group AG’s CFO leaves the company of his own volition / Ad hoc announcement
07/27/2009
· Ad-Hoc News
Reorganization of the management board of HOMAG Group AG / Ad hoc announcement
03/29/2009
· Ad-Hoc News
HOMAG Group AG plans to distribute dividend of EUR 0.30 per share / Ad hoc announcement
02/16/2009
· Ad-Hoc News
Financial and economic crisis leaves its mark on HOMAG Group AG / Ad hoc announcement
11/19/2008
· Ad-Hoc News
HOMAG Group AG acquires 51 per cent share in BENZ GmbH Werkzeugsysteme / Ad hoc announcement
04/22/2008
· Ad-Hoc News
HOMAG Group AG will more than double its dividend / Ad hoc announcement
07/12/2007
· Ad-Hoc News
Homag Group AG sets issue price at EUR 31.00 / Ad hoc announcement










































































![[Translate to English:] The detailed view shows the maintenance of your machine in detail including the associated maintenance instructions.](/fileadmin/_processed_/e/5/csm_ServiceAssist-Maintenance-Overview-01-en_d63534d35c.jpg)