

Volles Korn voraus - 10 Tipps rund ums Schleifen
HOMAG gibt Praxistipps für optimale Ergebnisse auf der Breitbandschleifmaschine.
-
![Beim Umgang mit und der Lagerung von Schleifbändern ist einiges zu beachten]()
Beim Umgang mit und der Lagerung von Schleifbändern ist einiges zu beachten -
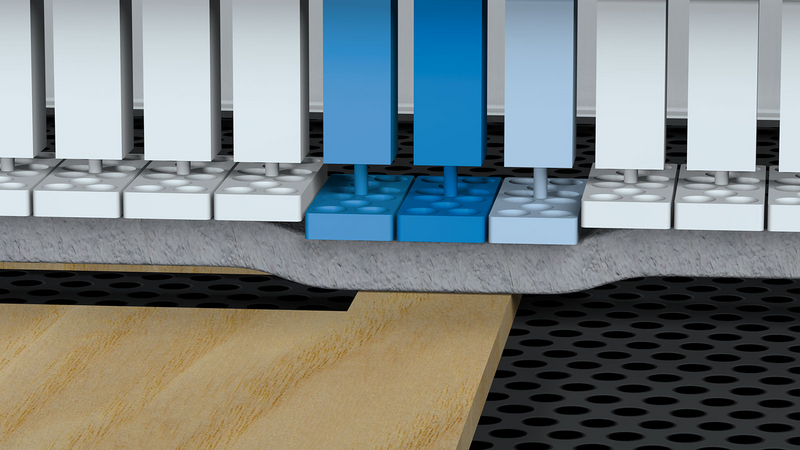
![Die richtige Einstellung der Bearbeitungsparameter ist Basis für optimale Schleifergebnisse]()
Die richtige Einstellung der Bearbeitungsparameter ist Basis für optimale Schleifergebnisse

Ein Artikel des BM 06/2020
https://www.bm-online.de/wissen/technik/volles-korn-voraus/
"Perfekt geschliffene Oberflächen tragen maßgeblich zur Wertschöpfung bei. Wir geben Tipps zur Auswahl des Schleifmittels, der Schnittgeschwindigkeit, des Schleifdrucks, der passenden Körnung und zur Qualitätssicherung."
Torben Hellmann, Produktmanager Surface
Mit diesen zehn Tipps rund ums Schleifen auf der Breitbandschleifmaschine erzielen Sie optimale Bearbeitungsergebnisse:
- Kornart und Streudichte im Endschliff orientieren sich am zu verarbeitenden Holz. Im Holzschliff wird zu 90 % die Kornart Korund (Aluminiumoxid) eingesetzt. Offene Streuung bietet sich bei schmierenden Hölzern wie Kiefer und Teak an. Bei Harthölzern wie Buche, Ahorn oder Kirschbaum setzt man eine geschlossene Streuung ein.
- Die optimale Lagertemperatur für Schleifbänder beträgt 20-22 °C bei einer relativen Luftfeuchtigkeit von 45-65 %. Ist die relative Luftfeuchtigkeit allerdings zu hoch oder zu niedrig, reagieren vor allem Papierbänder empfindlich. Dabei neigen sie zu Verformungen wie „Schüsseln“ oder „Buckeln“. Außerdem sollten Schleifbänder nicht direkt auf dem Fußboden gelagert werden, da sie auch hier Feuchtigkeit ziehen können.
- Schleifmittel verlieren, wie Werkzeuge, nach langem Nutzen an Schärfe. Neue Bänder sind scharf und trennen Holzfasern vollständig ab. Dadurch ist die Oberfläche nach dem Grundieren weniger aufgeraut und ein besseres Beizbild entsteht. Stumpfe Schleifbänder hingegen drücken die Holzfaser nur in die Oberfläche – es entsteht ein schlechtes Schleifergebnis.
- Die Dosierung des Schleifdrucks und der Schleifgeschwindigkeit müssen optimal gewählt werden. Eine erhöhte Schleifkraft führt zwar zu einem höheren Abschliff, daraus resultiert aber auch eine erhöhte Schleif(band)temperatur. Das hat einen schnelleren Schleifmittelverschleiß zur Folge. Daher gilt die Faustregel: Ab 100 °C Oberflächentemperatur entstehen Brandspuren auf der Holzoberfläche.
- Schmale Schleifeinsätze erhöhen die Lebensdauer des Schleifmittels und senken die Schleif(band)temperatur. Breite Schleifeinsätze bringen mehr Schleifkörner in den Eingriff. Dies führt zu mehr Abschliff, aber auch zu höherer Temperatur und mehr Verschleiß.
- Beim Einsatz des Druckbalkens oder Schleifschuhs sollte folgende Regelkette beachtet werden. Ist der Abschliff zu hoch: Schnittgeschwindigkeit reduzieren, Vorschubgeschwindigkeit erhöhen, weicheren Schleifeinsatz einsetzen, schmaleren Schleifeinsatz verwenden. Ist der Abschliff zu gering: Schnittgeschwindigkeit erhöhen, Vorschubgeschwindigkeit reduzieren, härteren Schleifeinsatz einsetzen, breiteren Schleifeinsatz verwenden.
- Bei der Verarbeitung von Furnier oder Massivholz wird der Kreuzschliff eingesetzt. Je öfter die Schnittrichtung wechselt, desto besser und faserfreier wird die Oberfläche nach dem Beizen und Lackieren – beispielsweise durch das Wechseln der Schleifsequenz von quer zu längs und dann zu längs mit Drucklamellenband.
- Bei wasserlöslichen Lacken und geölten Flächen sollten die Korngrößen nicht gröber als P 180 sei. Bei der Verwendung von konventionellen lösemittelbasierten Lacksystemen sollte die Körnung nicht gröber als P 150 sein.
- Beim Kalibrierschliff wird die Schnittgeschwindigkeit an der Kontaktwalze höchstmöglich, der Vorschub so niedrig wie möglich eingestellt. Wird der Vorschub verdoppelt, verdoppelt sich auch die Leistungsaufnahme des Schleifbandantriebs zum Abbau der gleichen Materialstärke. Die Körnung sollte nicht zu fein gewählt werden. Je feiner die Schleifmittelkörnung, desto geringer ist der Abschliff. Auch setzen sich feine Körnungen schneller zu, was einen Austausch des Schleifbandes erfordert.
- Zur Qualitätssicherung sind gute Lichtverhältnisse bei der Oberflächenbeurteilung unverzichtbar. Vor allem am Auslauf der Schleifmaschine sollte auf eine gute Ausleuchtung geachtet werden – beispielsweise mit Streiflicht. Dafür hat sich vor allem die Farbtemperatur 6500K (Tageslichtweiß) bewährt.