Automation in the solid wood sector
The "Dark Factory" is now state-of-the-art and has already been successfully implemented in practice. However, this trend is currently limited mainly to the panel furniture industry. Solid wood furniture manufacturers are facing greater challenges, as Peter Hartmann of Schuler Consulting explains in his article.
-
![CNC-controlled machines offers high potential.]()
CNC-controlled machines offers high potential. -
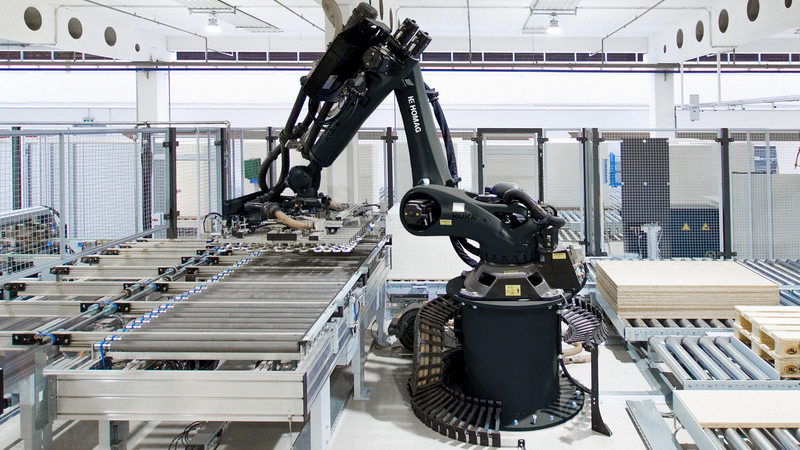
![Automation and Robotics | HOMAG]()
Robot applications, return devices, handling and transport systems add to core machines and complete them up to an unmanned cell. -
![Automated guided vehicle system (AGV) TRANSBOT | HOMAG]()
Automated guided vehicle system (AGV) TRANSBOT


Challenges due to high complexity and variance
In addition to the fundamental challenges, manufacturers in the solid wood sector are confronted with special challenges when taking the step towards automation. The furniture industry differs from many other branches of manufacturing industry primarily in the characteristics of product variance, i.e. in material, shape, construction and surface design. These characteristics apply to both the panel and the solid wood furniture industry. So why is automation more advanced in the panel sector?
The reasons for this are mainly due to the comparatively heterogeneous raw material and the resulting need for a more extensive value chain within production. However, the sometimes higher complexity and variance of products and processes as well as the more elaborate logistics along the value chain also play their part. Even if the requirements in the various segments of panel furniture manufacturing (kitchen, bathroom, office, etc.) differ from one another, the basic process sequences and the components to be processed are very similar. This makes it possible to develop standardized manufacturing concepts which can be adapted comparatively quickly to the special equirements of acustomer with his product portfolio.
In contrast to the panel furniture industry, the solid wood furniture industry has few trivial geometric shapes of the components. Instead, complex, customer-specific component shapes with different profiles and wood types are the normal production portfolio. In this individual and complex spectrum of furniture parts or their modules, basic machines can often be used. However, most of the other process-relevant machine equipment such as feeding, stacking, clamping devices and tools usually have to be adapted to the portfolio on a customer-specific basis. Standardization and development of general automation concepts for a wide range of applications is much more complex.
Automation opportunities
CNC machines are not the only solution to this problem. In all automation projects - regardless of the product or machine portfolio - similar problems arise. In the entire industry, CNC machining has become indispensable. In solid wood machining, however, the question of the variety of clamping devices as well as the challenges in material handling before, after and during the machining process arises in particular. Stack formation and stack handling also raise exciting questions in intralogistics, not to mention component tracking and quality control in production.
Many of these challenges make it virtually impossible to implement automation in the sense of batch size 1 production at the present time. Automation using CNC technology is therefore often used to set up the machining processes in such a way that the intervention of a machine operator is minimized. The operator's tasks are then increasingly focused on setting up and preparing the work pieces for loading the machine. In most cases, this is done with the help of magazines, robots or a combination of both. CNC technology is therefore now also widely used in solid wood processing, but it does raise the question of which other areas can be optimized by automation measures.
The great variance in shape often makes it impossible to use the same clamping devices and tools for all components. This is particularly visible in the area of form gluing (e.g. seat shells), where it is not possible to work with simple collets or vacuum cups. The problem of the tools can be solved easily with extensive tool changers. Their use saves set-up costs during operation, but involves a higher investment in the purchase of the machines.
In order to optimize the flexibility of the machines with regard to the clamping devices, there is the possibility of using "multifunctional tables". In this case, different clamping devices are installed on the machining table of a CNC machine in order to be able to manufacture the widest possible range of parts without changing the clamping devices. This makes it possible to manufacture more effectively in smaller batches and thus reduce lead time and inventories. In order to adapt the feeding and stacking to the increased flexibility of the machine, it is now possible to either fall back on manual work or to consistently push ahead with automation in material handling and intralogistics.
In panel furniture production, the challenge is to form stable and safe stacks that can be transported through production without damage. The sometimes complex stacking patterns are calculated with algorithms for stack formation with the help of filling parts. In turn, a separate logistics system is sometimes set up for these filling parts, so that the stack formation can take place optimally without hindering the machining processes. Automated part recognition and material handling by robots or gantries can also be implemented fully automatically for panel-based work pieces.
Handling and logistics of the components
In the solid wood sector, the automatic material handling of chaotic stacks with complex component shapes has not yet been successfully implemented. It remains to be seen whether various systems such as bulk material picking can be transferred to this field of application in order to be able to pick successfully from chaotic stacks in the future. At present, the focus is rather on single-variety and fixed stacking patterns that are formed on different load carriers with the aid of stacked timber. Here it is worthwhile developing special stacking devices on the load carriers or entire trolleys for automation purposes, which facilitate loading at the machines and thus saves time. If the components lie in a known position on the load carrier, it is possible for the loading system - usually in the form of a robot - to grip the parts more quickly and finally position them optimally on the machine. The currently available cell concepts of various machine manufacturers already allow a high degree of automation, provided that a few restrictions are observed. Many machine builders are also currently expanding their product portfolio in order to offer effective solutions for the growing demand for automation.
The Italian Bacci Group specializes in automation and robotics in solid wood processing. "With Bacci-Automation we can now map the entire automation know-how of our multi-axis CNC machines in the group of companies. The goal of this new integration approach is to increase productivity while at the same time enabling a high degree of flexibility. This applies to both individual cells and complex production lines. By integrating robots on CNC machines, producers are able to handle components of different sizes and geometries through flexible cell concepts. In other words, different production orders with different components can be produced in a single batch and use synergy effects to improve process times," says Paola Bacci.
In addition to the positive development within the machine environment, logistics in production is also a potential component of comprehensive automation. At present, each solid wood component requires its own load carrier, which leads to many different carriers in the case of a high component diversity. This is accompanied by a space requirement in production that should not be underestimated. In order to keep the stocks in the buffers low, many manufacturers frequently change the production program, which means that relatively small stacks have to be formed. All in all, this procedure and the large
number of load carriers means that many transports are now also necessary, which places a burden on logistics.
In this area of conflict, there are currently basically three different options available for automating logistics. If the load carriers described above are used, they can be transported either on automated roller conveyors or with the help of automated guided vehicles (AGV). When selecting these transport technologies, the factors of frequency, transport distance, as well as the number of sources and sinks of the transports play a role. In addition, an AGV fleet only becomes profitable from a certain fleet size and with a shift model, since otherwise the initial investment for software and infrastructure is very high in relation to the fleet size. In smaller, less flexible transport networks, automated roller conveyors then perform better. In general, however, it must be investigated which philosophy is favored in the company in order to be able to pursue the right philosophy in a targeted manner. A combination of both systems can also be useful, whereby a precise examination and weighing up of the advantages and disadvantages must be carried out here.
"One Piece Flow"
In addition to the two options for material transport described above, the classic "One Piece Flow" (OPF) is of course still in the picture. This philosophy has been successfully implemented in the automated batch size 1 solutions of various panel furniture manufacturers. Due to the variety and complexity of products in the solid wood furniture industry, however, it is difficult to pursue this concept. In individual cases, however, it is worth checking and implementing concepts in the form of an OPF. When does this apply? Generally speaking, this is very well possible for standard component shapes with short processing times at various successive stations or with many complex feeding processes at different stations.
It should be noted that the OPF must allow a smooth and simple "handshake" between the individual stations of the machining operations, thus achieving a fast, efficient and balanced timing. This is where classic methods and approaches from the Lean Management modular system such as "Heikinka" and "Heijunka" help. The technical implementation then moves in the direction of classic automation technology without the extensive use of robotics, although this can certainly be a useful addition. The aim is to minimize the complex component recognition and positioning, as is necessary with the use of
robotics, through the fixed positioning of the components throughout the entire process flow, thus reducing large investments in sensor technology and software. This simplifies handling, tracking and ultimately quality control of the components.
This philosophy can usually only be implemented in the field of special machine construction, which entails product-specific production lines and conflicts with one of the main objectives of automation and digitization: flexibility. In addition, especially in the woodworking sector, it must be noted that the number of special machine builders who can implement such complex systems is limited. For this reason, an attempt should first be made to map the processes on standard machines with customer-specific automation technology before resorting to special machines. However, special machine construction is often required, especially for very complex and individual components.
If all processes are automated, quality controls are no longer existing, which are usually performed by the machine operator at the machine. How is it now ensured that quality and completeness are correct in production? On closer inspection of the current technical possibilities, it quickly becomes apparent that the limits of today's systems are very tight and therefore only partially able to meet the requirements of solid wood processing. If defects such as knotholes, damage or dimensional differences can still be detected well by camera systems, it looks much more difficult to detect colors and grains.
This problem has long been an issue for scanner technology in sawmills or in cutting. Here, however, Almost exclusively surfaces are scanned. When checking the quality of furniture parts, the issue of complex component shapes is added, which makes it necessary to invest in more extensive camera technology and software and does not guarantee success in recognition. Similar to cutting, the aim is to scan complex 3D parts in their entirety, interpret the information obtained correctly and finally make the right decision automatically - after querying the specified restrictions and rules. This is where the comparison of the actual information with the limits of the target values takes place. At the latest with this topic, the omnipresent crucial question of all industries is inevitable: Producer how is your data
quality?
Digitally networked
In all processes along the value-added chain - including those in the preceding sections - all required data must always be available in the course of automation in the appropriate quality and security and at the right time and in the right place. In other words, an automation project is also always a digitization project at the same time. Depending on the producer's requirements, further comprehensive elements are now added to quality control. For example, if the producer does not want to have any color differences within a commission or assembly, the data records of the components must be enriched with component-specific information obtained during production, so that automated sorting in assembly is possible later. Only in this way can the components be assigned to the various commissions according to their color spectrum.
Such a procedure is only possible with secure individual part tracking, whereby the question of traceability and identification of the parts arises here. How is it ensured that the QC technology, like all other processes, has the correct data? Standard technologies such as barcodes or QR codes are largely excluded from consideration when surface treatment is carried out. The use of RFID chips turns out to be difficult with complex component shapes in the visual range, not only in the insertion but also in the way they are to be scanned.
Alternatively, tracking of the individual parts with the aid of a batch management system is also available. These functions can be performed by a higher-level MES system. If a company has relied exclusively on isolated applications until now, it will quickly reach the limits of its existing IT and data structure. Thus, in addition to optimization in production, automation also offers a great opportunity to
revise the digital structure of the entire company.
Conclusion: When companies approach an automation project, they often try to automate the current manual process sequences with the help of robotics or other technical equipment. These manual processes have usually developed over decades and are closely related to construction or product design. Many small details that may have simplified or improved process sequences in the past can have exactly the opposite effect in automation. Especially when it comes to mapping the process chain digitally, a classic insular thinking in old structures will not lead to the success of an automation measure. It is much more important to become aware of the entire value-added chain of products in the company in order to optimize the process flow holistically in the course of automation and digitization.
In practice, this means "back to the roots": Analyzing the products, linking them to the technological possibilities and, if necessary, optimizing the design and other parameters. This is where great advantages can be gained by breaking up classic corporate structures and moving towards modern, efficient, interdisciplinary project teams that ensure a holistic view of the entire product life cycle. In the beginning, the classic lean management tools are recommended to uncover weaknesses and potentials, to carry out a detailed analysis at the beginning of a project and finally to develop the optimal roadmap for digitalization and automation. The goal of this analysis should be to make the processes leaner. Adjustable screws here include optimized product design or clever outsourcing to set the cornerstones for designing a more efficient value chain in the course of automation. Ultimately, these newly designed process landscapes are easier to map physically and virtually. They will form a
stable foundation in an automation project.
Author: Peter Hartmann, SCHULER Consulting Asia and Europe with a focus on solid wood furniture manufacturing, lacquering and Lean-Management.
Here's how your colleagues produce

