-
![]()
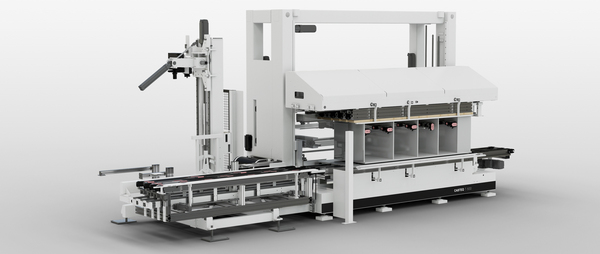
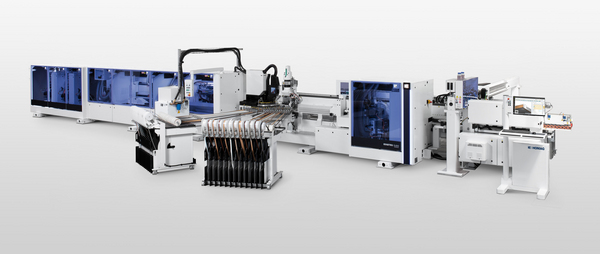
Wykrój w nowym urządzeniu do produkcji partii 1 w firmie Goldbach Kirchner odbywa się za pomocą piły do płyt SAWTEQ B-320 (HPS 320) z przekładaniem za pomocą robota. Część urządzenia w pełni automatycznie obrabia plany rozkroju dostarczone przez system sterowania produkcją. -
![]()
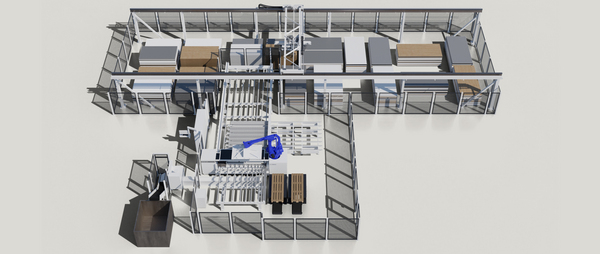
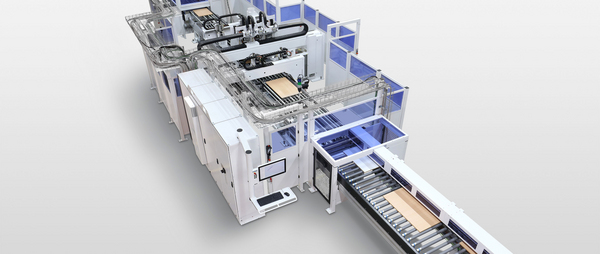
Wgląd w obieg linii obrzeży, magazyn sortujący i wiertarkę przelotową. -
![]()
Wgląd w obieg linii obrzeży, magazyn sortujący i wiertarkę przelotową. -
![]()
Wgląd w obieg linii obrzeży, magazyn sortujący i wiertarkę przelotową. -
![]()
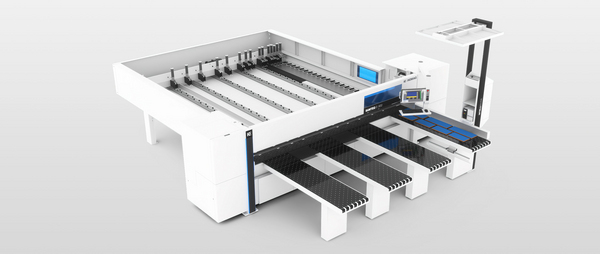
Linia produkcyjna jest zaopatrywana przez magazyn płyt STORETEQ S-500 (TLF 411), w którym mieści się ponad 5000 płyt. -
![]()
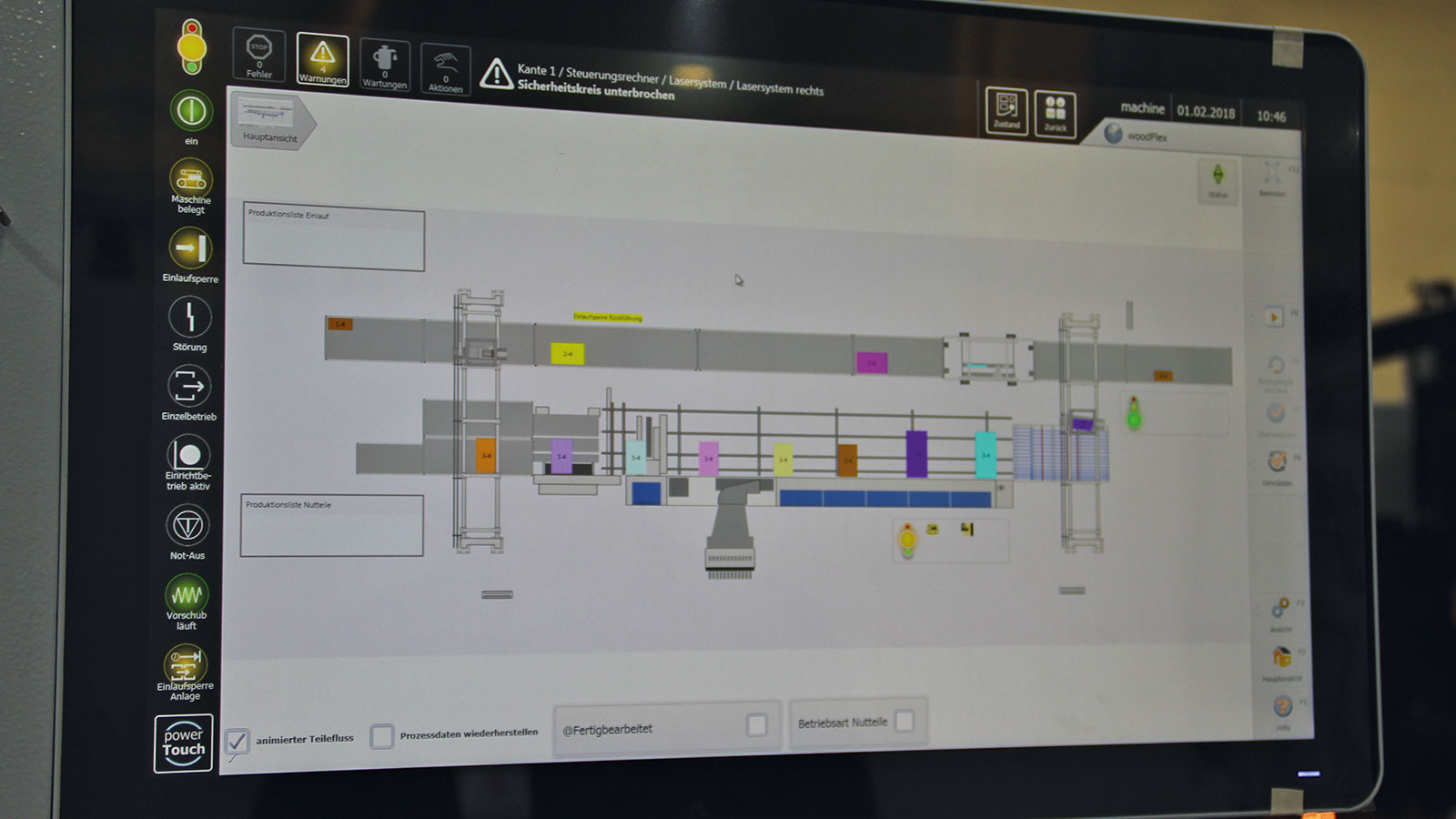
Konsekwentna cyfryzacja umożliwia w czasie rzeczywistym śledzenie na ekranie każdego obrabianego przedmiotu wewnątrz maszyny. -
![]()
Mimo automatyzacji firma Goldbach Kirchner potrzebuje wykwalifikowanych pracowników i ręcznych ingerencji. Na przykład podczas montażu korpusów i końcowego pakowania.






Specjalista z branży rozbudowy wnętrz firma Goldbach Kirchner Raumconcepte z Geiselbach w szczególny sposób zwiększyła swoją zdolność produkcyjną: we współpracy z firmą HOMAG Group na starym terenie produkcji mebli w Dessau powstał wysoce zautomatyzowany zakład produkcyjny do mebli korpusowych i elementów prostokątnych zgodnie z wytycznymi koncepcji Przemysłu 4.0.
Firma Goldbach Kirchner Raumconcepte GmbH to innowacyjne, prowadzone przez właścicieli rodzinne przedsiębiorstwo, działające od trzech pokoleń. Pracownicy oddziału przedsiębiorstwa w Dolnej Frankonii skupiają się na systemach ścian działowych i meblościanek, produkcji seryjnej oraz wysokiej jakości rozbudowie wnętrz, kładą duży nacisk na własne i zrównoważone projekty oraz produkcję „made in Germany”.
Oprócz solidności historię przedsiębiorstwa zawsze kształtowały odważne, przedsiębiorcze decyzje: wszystko zaczęło się od założyciela, Jakoba Kirchnera, który poprzez zarejestrowanie patentu na „schody chowane” i własną produkcję w Geiselbach w 1922 roku stworzył zalążek historii pełnej sukcesów.
Obecny prezes przedsiębiorstwa Bernd Kirchner nie jest mniej przedsiębiorczy. Stopniowo rozbudowywał firmę, aż stała się ona dużą stolarnią, a w 2004 roku zdecydował się na bardzo ważny krok, jakim było przejęcie spółki Goldbach Raumconcepte GmbH, mieszczącej się w Goldbach niedaleko Aschaffenburga. Wcześniej przedsiębiorstwo przez dziesięciolecia koncentrowało się na produkcji systemów meblościanek i ścianek działowych oraz mebli biurowych. Jeszcze w tym samym roku Kirchner przeniósł dział projektowy i produkcyjny produktów Goldbach do Geiselbach.
Współpraca między firmą Kirchner Schreinerei Innenausbau GmbH a firmą Goldbach Raumconcepte GmbH w krótkim czasie doprowadziła do współdziałania w wielu obszarach przedsiębiorstwa. W 2006 roku nastąpiła ostateczna fuzja: z obu zakładów powstało dzisiejsze przedsiębiorstwo Goldbach Kirchner Raumconcepte GmbH z siedzibą w Geiselbach. Zajmuje się ono projektowaniem i produkcją wysokiej jakości systemów meblościanek i ścianek działowych oraz wyszukanych elementów wystroju wnętrz.
Od tego momentu wszystkie znaki wskazywały na rozwój tego silnego przedsiębiorstwa. Potwierdził to kolejny krok, który miał ogromne znaczenie pod względem strategicznym. W 2015 roku Bernd Kirchner nabył zakład produkcyjny w Dessau niedaleko historycznego i znanego budynku Bauhaus.
„Znajomy podczas jazdy na nartach wspomniał, że znajdujące się tam przedsiębiorstwo ogłosiło upadłość, a cały zakład został wystawiony na sprzedaż. W czasach NRD znajdował się tam kombinat meblowy, także później pracowano tutaj z drewnem. O tyle na początku chcieliśmy wykorzystać istniejące struktury, nie odwrotnie. Któregoś dnia zdecydowałem się zobaczyć to miejsce, okazało się, że uruchomienie produkcji w tym miejscu nie będzie takie proste. Z jednej strony z powodu stanu budynku, z drugiej przez organiczny, niezbyt wydajny przepływ materiałów poprzez kilometrowe przenośniki rolkowe oraz bardzo stary park maszyn” opowiada prezes.
Mimo to Kirchner widział potencjał w istniejących już budynkach. „W Geiselbach nie mieliśmy już żadnych możliwości rozwoju, jednak w naszej sytuacji na rynku mogliśmy dalej się rozrastać dzięki rozbudowie zakresu produkcji. Wówczas pojawił się pomysł wysoce powiązanej produkcji w Dessau”.
Kierownik produkcji Sebastian Schmidt dodaje: „Naszą wizją było i jest nadal po zaprojektowaniu produktów w Geiselbach tylko przesłanie danych dotyczących mebli korpusowych i prostokątnych elementów do Dessau. Aby w zasadzie tylko po naciśnięciu przycisku elementy powstawały w wysoce zautomatyzowany sposób przy zaangażowaniu minimalnej liczby pracowników”.
Po tym jak okazało się, że jedna z nowych hal w Saksonii-Anhalt, która do tej pory służyła jako magazyn, spełniała konieczne wymagania, Kirchner postanowił ją kupić. Tuż po zakupie terenu wraz z nieruchomościami w kwietniu 2015 roku podczas targów LIGNA zaledwie miesiąc później powstawały pierwsze plany nowej linii produkcyjnej.
„Dzięki możliwości, planowania wszystkiego od nowa, mogliśmy stworzyć zakład produkcyjny, który będzie mógł sprostać wymaganiom przyszłości. A dzięki temu mogliśmy realizować indywidualne zamówienia naszych klientów. Dzięki produkcji w Dessau wypracowaliśmy silną pozycję zarówno w sektorze produkcji seryjnej, jak i w przypadku wielkości partii 1 i realizujemy nasze życzenie zostania innowacyjnym producentem” podkreśla Kirchner.
Ostatecznie ten duży projekt został zrealizowany wspólnie z HOMAG Group. „Firma Goldbach Kirchner już od 1980 roku współpracuje z firmą HOMAG. Pierwszą maszyną była wówczas piła HOLZMA. Podczas przygotowywania obiektu w Dessau zapoznaliśmy się również z ofertami innych producentów, jednak ostatecznie przekonała nas wydajność firmy HOMAG i jej koncepcja zakładu, która spełniała nasze wszystkie wymagania dotyczące maszyn i oprogramowania” podsumowuje Schmidt.
Obróbka stosowanych materiałów – płyt wiórowych, płyt MDF, płyt stolarskich, elementów kompozytowych oraz płyt pokrytych melaminą z folią ochronną lub bez niej oraz o maksymalnym formacie płyt surowych 3320 x 2100 mm – rozpoczyna się za magazynem powierzchni STORETEQ S-500 (TLF 411) o długości 50 m i szerokości 10 m. Zawiera on 40 miejsc magazynowych dla formatów 2800 x 2100 mm oraz osiem miejsc dla formatu 4100 x 2100 mm. Maksymalna pojemność magazynu powierzchni przy materiałach o grubości 19 mm wynosi ok. 5040 płyt.
Do magazynu podłączona jest piła do płyt SAWTEQ B-300 (HPP 300) z etykieciarką belki dociskowej. Nie jest ona jednak włączona do całej linii. W razie potrzeby można ją wykorzystać do indywidualnych wykrojów.
Jednak właściwy przepływ materiału przechodzi przez tę piłę, ponieważ portal magazynu obsługuje wlot do piły do płyt SAWTEQ B-320 (HPS 320) za pomocą robota. Tutaj następuje wykrój surowych płyt zgodnie z danymi elementów, przy czym robot przejmuje w tym miejscu całą obsługę łącznie z przekazaniem elementów do obróbki razem z etykietowaniem. W tej części zakładu na jednej zmianie produkowanych jest maksymalnie 1500 elementów w zależności od schematu rozkroju.
Za urządzeniem SAWTEQ B-320 (HPS 320) znajduje się bufor oddzielający SORTEQ H-600 (TPL 220), który składa się z 20 poziomów i dwutorowego wprowadzania. Jednocześnie istnieje możliwość wyprowadzenia przed buforem bardzo małych elementów poniżej wymiarów 240 x 140 x 10 mm, ponieważ elementy te nie mogą być obrabiane w kolejnych obszarach maszyny. Ta sama procedura dotyczy elementów resztkowych oraz już gotowych przedmiotów obrabianych, np. ścian tylnych.
„Bardzo dużą wagę przykładaliśmy do tego, abyśmy w sytuacji awaryjnej mogli pominąć określone obszary maszyny i mieli dostęp do wielu miejsc. W standardowym przypadku elementy przechodzą od surowej płyty aż do gotowego elementu łącznie z obrzeżami i otworami aż do końca. Jednak gdy jedna maszyna jest uszkodzona, nasz specjalny plan przebiegu zapobiega zatrzymaniu całej linii. Może to być kluczowe w zależności od obciążenia i zbliżających się terminów dostawy. Aby wyeliminować problemy w produkcji, już podczas opracowywania planu zakładu sprawdziliśmy wszystkie możliwe „najgorsze scenariusze”, takie jak awarię prądu”, wyjaśnia Christian Stoll, kierownik zakładu w Dessau.
Za buforem znajduje się okleiniarka EDGETEQ S-800 (KFR 610) z urządzeniem do obrotu elementów LOOPTEQ C-500 (TFU 820). Pozwala to zgodnie z zapotrzebowaniem okleić przedmioty obrabiane z jednej lub wielu stron. Stosowany jest tutaj klej PU, można również połączyć obrabiany przedmiot i obrzeże za pomocą lasera. Stosowane są materiały typu ABS, PP oraz obrzeża z melaminy, do obróbki wpustów maszyna została wyposażona w dwa agregaty typu SF 62.
Później następuje transport obrabianego przedmiotu poprzez dwie płaszczyzny z automatycznym oczyszczaniem obu stron płyty. Również w tej części zakładu możliwe jest niewielkie buforowanie. Od tego miejsca rozpoczyna się magazyn sortujący SORTEQ R-200 (TLB 320). Dzięki podwójnie głębokiemu wprowadzeniu w tej części zakładu można zmieścić ok. 1500 elementów, a miejsce to służy do sortowania gotowych, oklejonych przedmiotów obrabianych. Wszystkie elementy, które nie wymagają dalszej obróbki z magazynu są bezpośrednio przenoszone za pomocą robota do rozładowywania RKR 180. W ten sam sposób można w tym miejscu załadować elementy, które wymagają specjalnych otworów.
Przy rozładunku robot automatycznie tworzy warstwy zgodnie z indywidualnymi rekordami danych, dodatkowo obraca elementy odpowiednio do urządzenia nawiercającego. Wiertarka przelotowa DRILLTEQ L-500 (ABH 100) znajduje się na końcu tego wysoce zautomatyzowanego zakładu. W tym miejscu odbywa się obróbka z wszystkich sześciu stron w trakcie jednego przebiegu bez kształtów zakłócających oraz automatyczne umieszczanie kołków w kierunku X. Dodatkowo odbywa się tu kompletny pomiar oraz występuje bufor gotowych elementów dla 30 elementów.
Podstawę tego wszystkiego stanowi system sterowania produkcją ControllerMES firmy HOMAG. Generuje on dane dla każdej części zakładu, aby możliwa była obróbka w formie wielkości partii 1. W firmie Goldbach Kirchner dane dotyczące obrabianych przedmiotów pochodzą z oprogramowania firmy Kuhnle oraz CAD+T – ControllerMES przygotowuje te dane do produkcji.
Jeżeli na etapie opracowywania konstrukcji w Geiselbach odpowiednie osoby ustalą, że z powodów optycznych obrzeże ma być najpierw umieszczone poprzecznie a nie wzdłużnie, wówczas system to uwzględni, a całe urządzenie będzie pracowało tak, aby element był prawidłowo wprowadzony.
Zgodnie z danymi dostarczonymi przez system ControllerMES piła niezależnie obrabia odpowiednie plany rozkroju, a urządzenie nawiercające uruchamia właściwy program CNC. W każdym momencie możliwa jest również produkcja elementów ekspresowych. Nawet gdy na skutek automatycznych kontroli jakości występują komunikaty o błędzie, system „ControllerMES” reaguje: system niezwłocznie blokuje całe zlecenie.
Cztery dni przed umówionym terminem dostawy mebla następuje rozpoczęcie produkcji, w tym celu na samym początku następuje optymalizacja rozkroju elementów niezbędnych i opcjonalnych. Magazyn działa cały czas. To, która płyta ma pierwszeństwo, wynika z wcześniej określonych priorytetów, które system ControllerMES uwzględnia podczas sterowania magazynem. W ten sposób wieczorem odbywa się automatyczne sortowanie płyt do rozpoczęcia produkcji następnego dnia rano. Co dwie godziny zoptymalizowane zlecenia dla magazynu są przesyłane do Dessau przez system przygotowania pracy w Geiselbach.
Jeżeli do zlecenia wymagane są elementy o dowolnym kształcie, wówczas są one produkowane w Geiselbach. To samo dotyczy kompleksowych mebli, których produkcja w nowym urządzeniu byłaby mało wydajna. „Prowadzimy regularny transport zakładowy, w zależności od zlecenia decydujemy, gdzie składane są elementy danego zlecenia. Może to również odbyć się bezpośrednio na miejscu docelowym”, wyjaśnia Schmidt.
Oprócz firny HOMAG w wyposażaniu nowego zakładu produkcyjnego uczestniczył specjalista w zakresie systemów odciągowych firma Scheuch Ligno: dostarczył on urządzenie „Sepas-Plus” o mocy odciągu równej 80 000 metrów sześciennych na godzinę podczas produkcji mebli, urządzenie „Eta-max-Unit” z wysokiej jakości wentylatorami o wydajności równej 85% oraz filtr impulsowy Scheuch-Ligno z wbudowanym zasobnikiem wiórów. Pneumatyczne urządzenie transportowe pokonuje od filtra impulsowego do centralnego zbiornika wiórów trasę równą ok. 85 m, wydajność urządzenia wynosi maksymalnie 2800 kilogramów na godzinę. Szczególnie energooszczędny jest tryb pracy oparty na określonych odstępach czasu.
Uruchomienie nowego urządzenia produkcyjnego firmy HOMAG nastąpiło w lipcu 2017 roku, w październiku 2017 roku było ono wykorzystywane regularnie. Średnia wydajność urządzenia wynosi od 600 do 800 elementów na zmianę.
Mimo to urządzenie nie osiągnęło jeszcze maksymalnej wydajności: gdy wszystko jest idealnie dopasowane, do całego urządzenia potrzebujemy tylko jednego pracownika, obecnie na miejscu pracują trzy osoby. Jest jeszcze wiele pomysłów. Zastanawiamy się nad zastosowaniem rozwiązania RFID, które zastąpiłoby kody kreskowe. Chcielibyśmy również zamontować na miejscu system kamer, aby móc obserwować zakład i ułatwić konserwację wewnętrzną. Jedno jest pewne: jest to najlepszy zakład, a w tej niezwykle zautomatyzowanej formie jest on jednym z najnowocześniejszych na świecie. W zasadzie jest to odzwierciedlenie założeń koncepcji Przemysłu 4.0. Dlatego chcemy również nawiązać współpracę z kolejnymi dostawcami. Obecnie producent materiałów drewnianych dostarcza palety z już umieszczonymi kodami kreskowymi, które nasze urządzenie może odczytać” wyjaśnia Schmidt.
Dodatkowo z tą lokalizacją związane są dalsze plany: „Na tyłach obecnie używanej hali produkcyjnej znajduje się zielona łąka. Jest wystarczająco dużo miejsca, aby przenieść dział zarządzania do nowego budynku i ewentualnie stworzyć nowoczesny salon wystawowy” twierdzi Kirchner.
Ein Artikel des Fachmagazins möbelfertigung, 03/2018. Źródło zdjęć: produkcja mebli. Hier lesen Sie den Artikel auf www.moebelfertigung.com.
Filmy
Proszę potwierdzić, że podczas korzystania z YouTube dane takie jak adres IP, identyfikator przeglądarki i podobne mogą być przesyłane do Google.
» Polityka prywatności
Wideo: Goldbach Kirchner prowadzi jeden z najnowocześniejszych zakładów przemysłowych 4.0 w przemyśle meblarskim.
Poznaj opinie innych


To może Cię również zainteresować
-
![]()
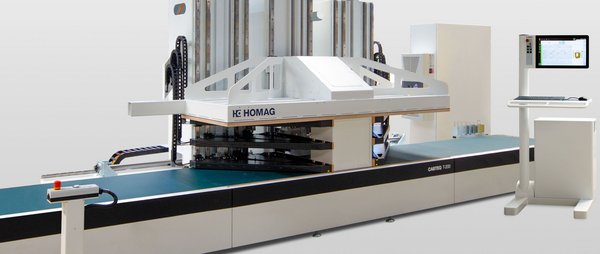
Elektronische Fügepresse CABTEQ T-500
Automatisierter Fügeprozess zum Montieren von Korpussen
Präzise einstellbare Presskraft erlaubt Pressen von Korpussen mit empfindlicher Oberfläche, dünnwandige oder kleine Korpusse
Unterstützung des Bedieners beim Montageprozess von Korpussen durch die vakuumbetriebenen Haltearme für Böden und Rückwand
-
![]()
Pilarka panelowa SAWTEQ S-300
Indywidualnie wyposażona pilarka dla małych, średnich i dużych zakładów produkcyjnych.
-
![]()
Pilarka panelowa SAWTEQ S-320 flexTec
Indywidualny rozkrój, w pełni zautomatyzowany proces produkcji, późniejsze cięcia bez limitu. To idealne rozwiązanie do produkcji pojedynczych elementów.
-
![]()
Magazyn powierzchniowy STORETEQ P-300 | P-500
Przejrzystość zarządzania stanami magazynowymi
Optymalny przepływ i zużycie materiałów aż do elementu resztkowego
Krótkie czasy szukania i większa wydajność pracy
-
![]()
Elektryczna prasa przelotowa CABTEQ T-200
Elastyczna technologia dla pełnej różnorodności korpusów
-
![]()
Centrum do układania według zamówień SORTEQ R-200
Układanie bez ograniczeń już pojedynczych elementów już
-
![]()
Elektryczna prasa przelotowa CABTEQ T-250
Automatyczny montaż korpusu z zespołem gwoździarki
-
![]()
ControllerMES
Pełna kontrola procesu produkcji: System kierowania produkcją ControllerMES
Tworzenie i przetwarzanie danych produkcyjnych
Automatyczne sterowanie całym procesem produkcyjnym