-
![]()
Vom Zellenrechner erhält der Roboter den Auftrag, das Teil ins Regal zu legen – oder es passieren zu lassen, weil es sofort gebraucht wird. -
![]()
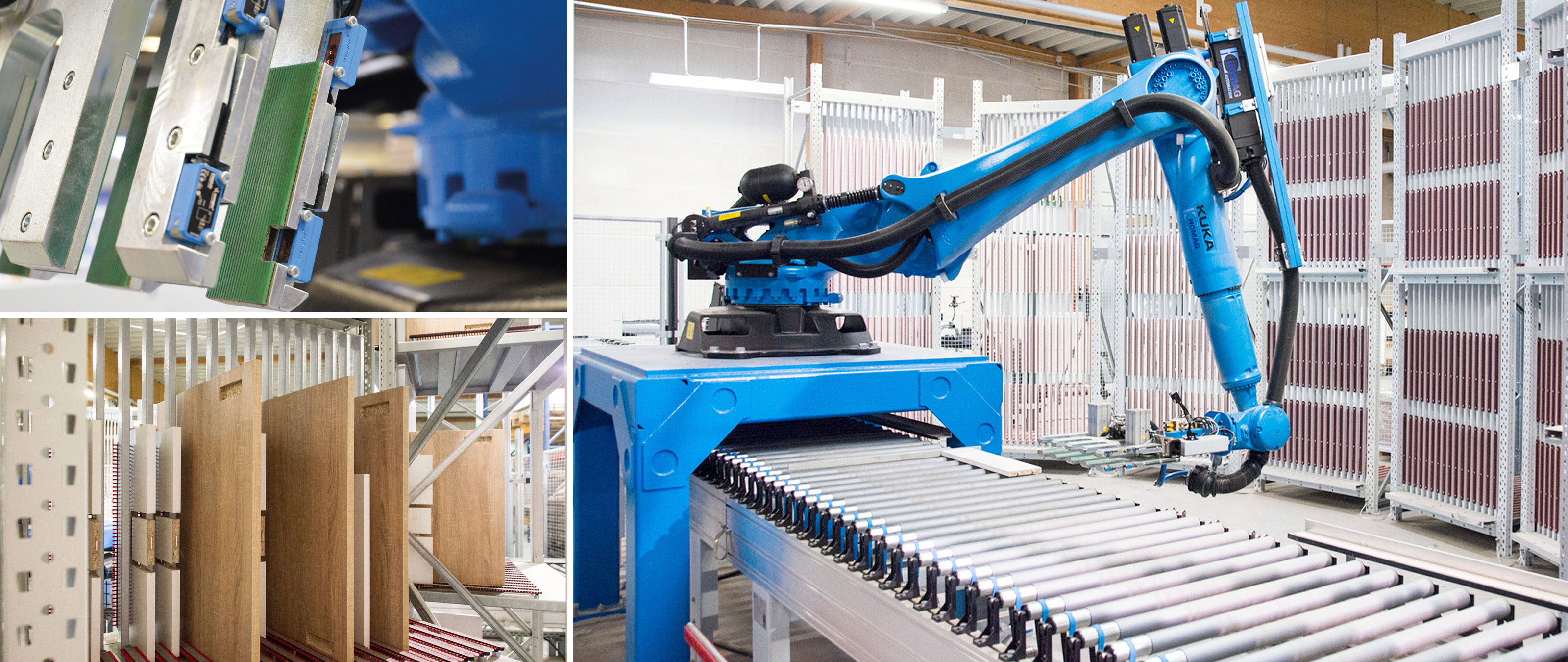
Wenn der Roboter den Auftrag zum Herausnehmen eines Teils bekommt, fährt er mit der 6-Achs-Kinematik und seiner „Hand“ zum richtigen Regalfach. -
![]()
Rückansicht der acht Regal-Elemente, die Platz für 500 Teile bieten. -
![]()
Nach der Roboterzelle sind zwei Rollenbahnen mit Quertransport installiert, die eine Montage- und eine Sonderlinie mit Teilen beliefern. -
![]()
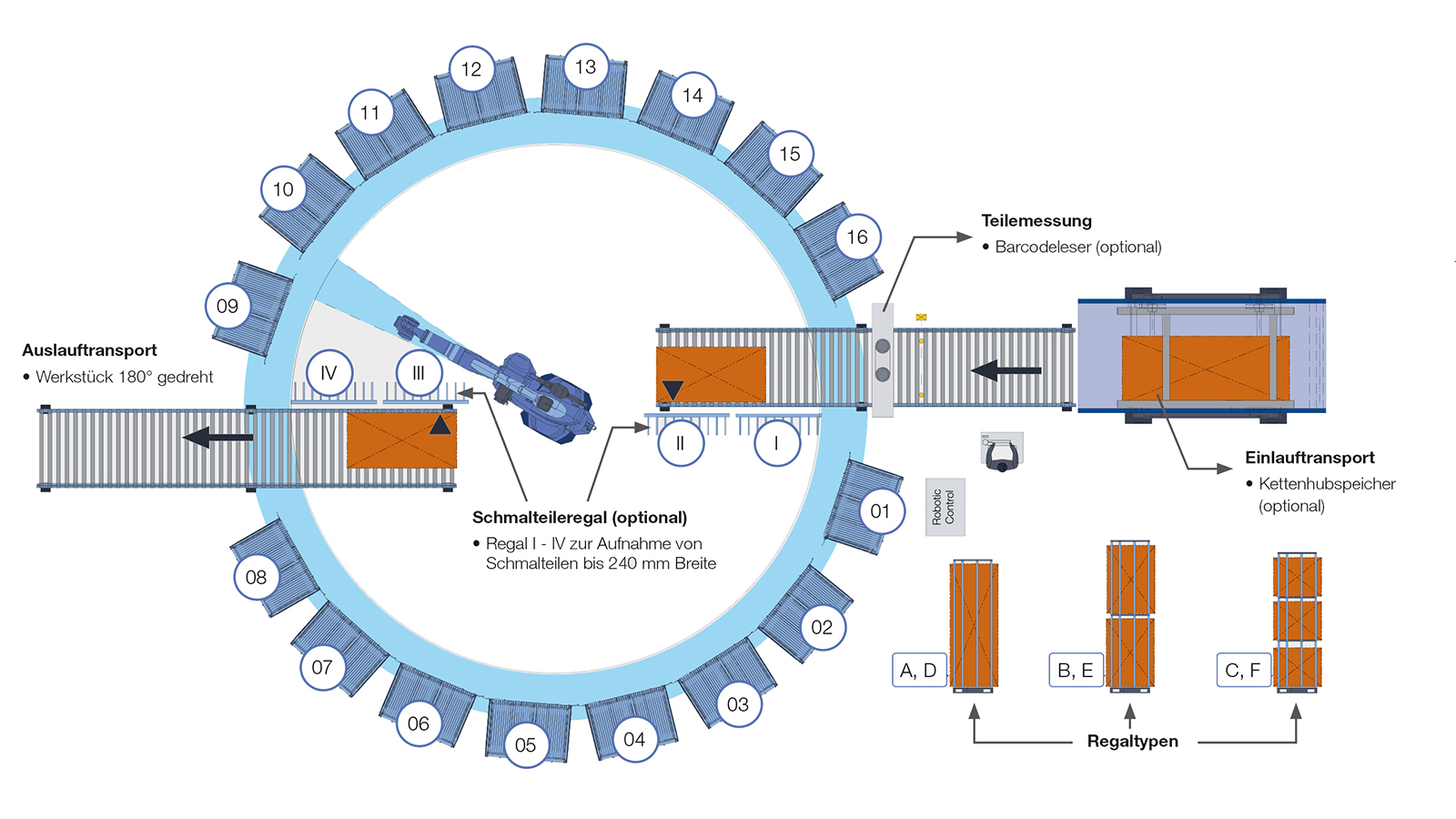
Der Grundriss einer Roboterzelle verdeutlicht die kreisförmige Anordnung der Regal-Elemente, die es in verschiedenen Typen gibt und die der Roboter-Reichweite folgen.




Zur LIGNA 2015 begann die Karriere des Sortier-Roboters. Auf dem HOMAG-Messestand agierte er im Zentrum eines kreisförmigen Regalsystems, um Möbelteile aus Plattenmaterial zwischen zulagern und für einen optimalen Materialfluss in der Montage zu sorgen. Heute steht ein solches Modell bei STARKE Objekteinrichtungen im sächsischen Schönbach. Die HK machte sich vor Ort ein Bild von dieser im Handwerksbereich höchst seltenen Form der Automatisierung.
"Als ich den Roboter auf der LIGNA 2015 auf dem Messestand bei HOMAG sah, wusste ich sofort, das ist für uns die optimale Lösung", sagt Torsten Starke, Geschäftsführer der STARKE Objekteinrichungen GmbH. Denn die Roboterzelle mit dem kreisförmigen Regalsystem ist für sein Unternehmen wie geschaffen. Starke will die Teile für die Montage sortieren, um sie in die richtige Reihenfolge zu bringen. Er braucht aber auch ein Pufferlager zwischen Teilefertigung und Montage, weil sich der optimale Ablauf von Zuschnittsäge und Kantenanleimmaschine nicht automatisch auf die Montage übertragen lässt. Im Prinzip hat jeder Möbler dieses Problem - Zwischenlager und Kommissionierwagen sind die gängigen Lösungen. Aber Torsten Starke wollte mehr: mehr Flexibilität, mehr Produktionssicherheit bei höherem Durchlauf und mehr Speicherkapazität bei weniger Handarbeit.
Genau das bietet ihm die Roboterzelle. Hier werden sämtliche Möbelteile zwischengelagert, die mit Kante versehen und direkt vor der Sortierzelle mit allen notwendigen Bohrungen ausgestattet wurden. Über eine angetriebene Rollenbahn gelangen die Möbelteile in den Mittelpunkt des kreisförmigen Regalsystems. Hier entscheidet sich, welchen Weg das Teil nimmt.
Weil der Zellenrechner genau weiß, welches Teil jetzt gerade beim dort platzierten Roboter ankommt, erhält der Roboter den Auftrag, es ins Regal zu legen. Oder er soll es passieren lassen, weil es sofort in der Montage gebraucht wird. Dann - und das ist das Besondere der Zellenlösung bei STARKE Objekteinrichtungen im Gegensatz zur LIGNA-Präsentation - wird das Teil einfach weiter in die Montage transportiert, denn die Rollenbahn führt unter dem Roboter durch, der wie auf einer Brücke steht. Wird das Teil jedoch erst später gebraucht, wird es gestoppt, und der Roboter nimmt es mit seiner "Hand" - einem speziellen Greifer mit zweimal fünf Fingern - und legt es in einem freien Platz des Regalsystems ab, das chaotisch organisiert ist.
Da bei STARKE nur eine Rollenbahn durch das kreisförmige Regalsystem führt, können rechts wie links davon je acht Regal-Elemente angeordnet sein, die insgesamt Platz für 500 Teile bieten. Für jedes Element stehen drei verschiedene Typen - ein, zwei oder drei Etagen mit zwei verschiedenen Material-Dicken (16 bis 19 mm und 19 bis 26 mm) zur Auswahl, die kundenspezifisch durch dessen Teile-Mix bestimmt wird.
Somit hat der Roboter auf jedes eingelagerte Teil den direkten Zugriff, was Dank frei bestimmbarer Ein- und Auslagerstrategien einen optimalen Materialfluss ermöglicht. Bei STARKE heißt das, der Roboter muss drei Teile pro Minute ein- und auslagern können. Wenn er dann vom Zellenrechner den Auftrag zum Herausnehmen eines bestimmten Teils bekommt, fährt er mit der 6-Achs-Kinematik und seiner "Hand" zum richtigen Regalfach, "nimmt" das gewünschte Teil heraus und legt es hinter sich auf die Rollenbahn, damit es zur Schrankmontage transportiert werden kann. Aber welche der zwei Rollenbahnen ist die richtige? Die Kennung des Teiles bestimmt seinen Weg, und die Zellensteuerung "kennt" den richtigen Weg: Serienteile werden der Montagelinie zugeführt, und besondere Teile kommen auf die Sonderlinie. Jede der zwei Linien hat einen eigenen Wanddurchbruch und vorher einen Quertransport. Über die Sonderlinie laufen Einlegeböden, die weder gebohrt noch sortiert werden müssen. Sonderformate in Einzelfertigung oder geringen Mengen sowie sämtliche Arbeitsgänge wie Leim angeben und Beschläge setzen erfolgen von Hand.
Anders ist die Situation an der Montagelinie 1. Hier ist eine "MLK" vorgeschaltet, die CNC-gesteuert automatisch Leim in die Dübellöcher einspritzt, Bodenträger steckt sowie Kreuzplatten setzt und einschraubt. Manuell werden hier nur die Korpusteile zusammengesteckt und in die Korpuspresse geschoben.
Die fertigen Korpusse werden verpackt und verlassen über vier Verladerampen die Fertigung, wobei die Werker bei STARKE selber die vier Verladebrücken tour- und termingerecht beladen. Der Spediteur holt dann die Verladebrücken, fährt die geplante Tour ab und liefert die Möbel termingerecht aus. Am Ende der Prozesskette zeigt sich der Nutzen der Computer gesteuerten Fertigung bei STARKE. Alle Teile - eigengefertigte Möbelteile, fremd angelieferte Teile sowie alle Beschläge und Handelswaren - werden auf den Liefertermin hin gefertigt und bestellt. Es gibt kaum Lagerhaltung, die horizontale Zuschnittsäge HOLZMA HPP 300 profiLine schneidet die Teile zeitlich so zu, dass die Kantenanleimmaschine sie direkt verarbeiten kann. Und nach der Bohrmaschine werden die Teile im Sortierlager mit Roboter-Handling gepuffert, um den Materialfluss zu optimieren.
Eine solche konsequent durchgängige Computer gesteuerten Fertigung, wie sie Torsten Starke realisiert hat, findet sich im Handwerksbereich höchst selten. Der Einsatz einer Roboterzelle mit Sortierlager ist noch außergewöhnlicher. Mit Torsten Starke konnte HOMAG Automation im Sommer 2016 den ersten Anwender benennen, der die auf der LIGNA 2015 gezeigte Applikation in der Praxis umgesetzt hat. Hat hier ein Technik-Freak zugeschlagen oder gibt es eine seriöse Wirtschaftlichkeitsrechnung? "Mich hat die Roboterlösung mit dem Sortierlager zur Entkoppelung verschiedener Fertigungsflüsse begeistert", begründet Torsten Starke seine Investitionsentscheidung. "Sie passt optimal in meine Fertigung." Früher hat er sich mit Rollenbahn- und Querwagen-Systemen herumgeärgert. Die Teile, die gerade gebraucht wurden, waren natürlich mal wieder weiter hinten platziert - umständliches Rangieren bestimmte die Tagesordnung.
Es wurde viel wertvolle Zeit vertan - und der Wunsch zur Expansion des Objektgeschäfts mit diesem System schien unerfüllbar. Darum ist die Roboterzelle für ihn kein Spleen, denn sie rechnet sich. Torsten Starke kann aber keine klare Amortisationszeit benennen, weil die Roboterzelle nur ein Teil der insgesamt 1,4 Mio. Euro teuren Investition ist, die für die halbautomatische Bohr- und Montagelinie mit Roboterzelle aufgewendet wurde. In jedem Fall handelt es sich um eine Investition in die Zukunft, denn sie ermöglicht Starke das angestrebte weitere Wachstum.
Quelle Bildmaterial: HOMAG Group AG
Ein Artikel des Fachmagazins HK, 03/2017. Hier lesen Sie den Artikel auf hk-magazin.com.
„Mich hat die Roboterlösung mit dem Sortierlager zur Entkoppelung verschiedener Fertigungsflüsse begeistert. Sie passt optimal in meine Fertigung.“Torsten Starke, Geschäftsführer der STARKE Objekteinrichtungen GmbH
So produzieren Ihre Kollegen

Das könnte Sie auch interessieren
-
![]()
Roboter SORTBOT R-300
Lösung für die horizontale oder vertikale Sortierung
Mehr Output ohne Wartezeiten
