-
![]()
Aufnahme der in Polen installierten Anlage. Foto: HOMAG Group -
![]()
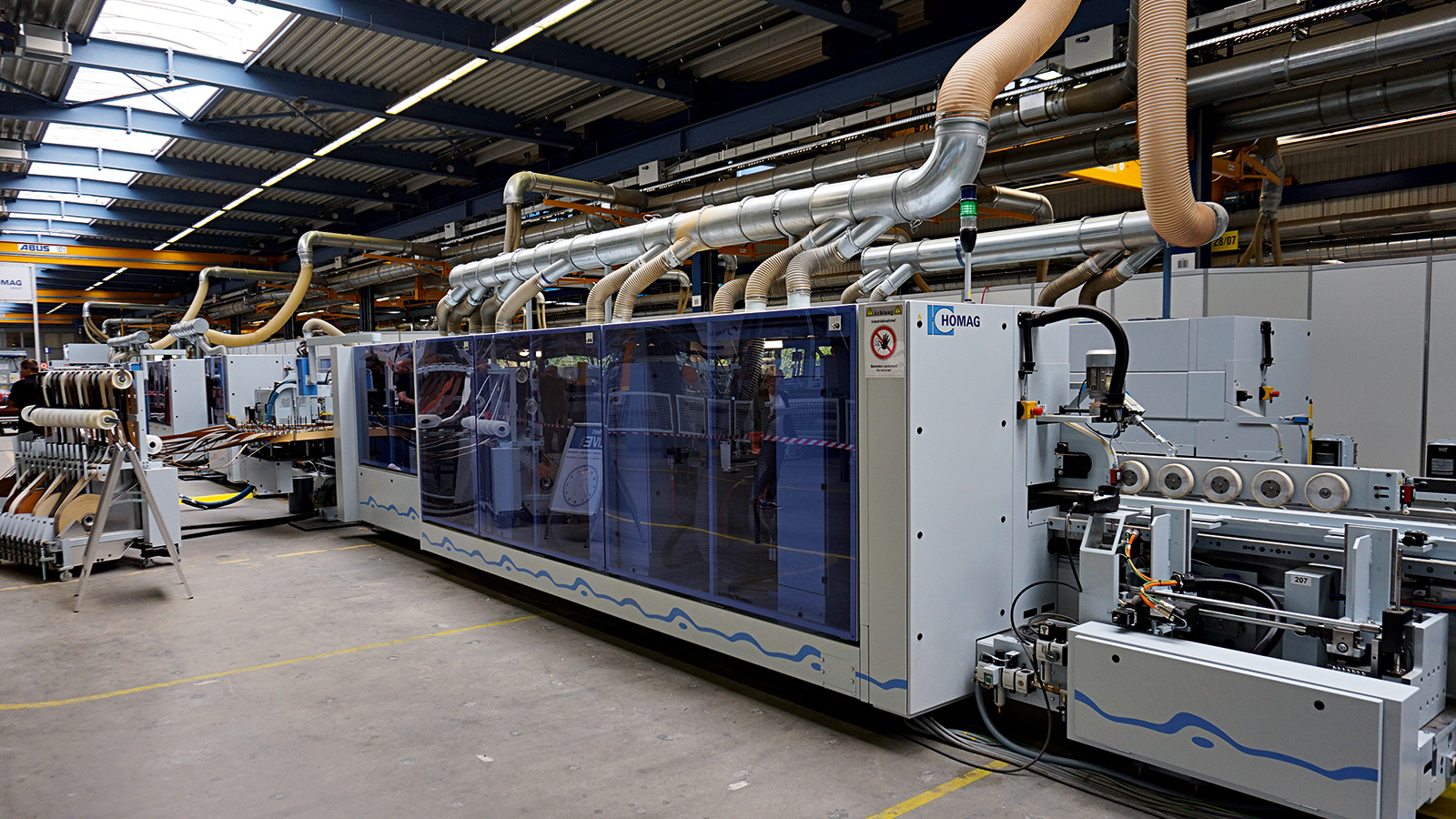
Vorderer Teil der Falzkantenanlage mit dem Referenzkantenfräser und der KFL623 Falzkantenmaschine vorne bis zum Kantenmagazin. Foto: Koch -
![]()
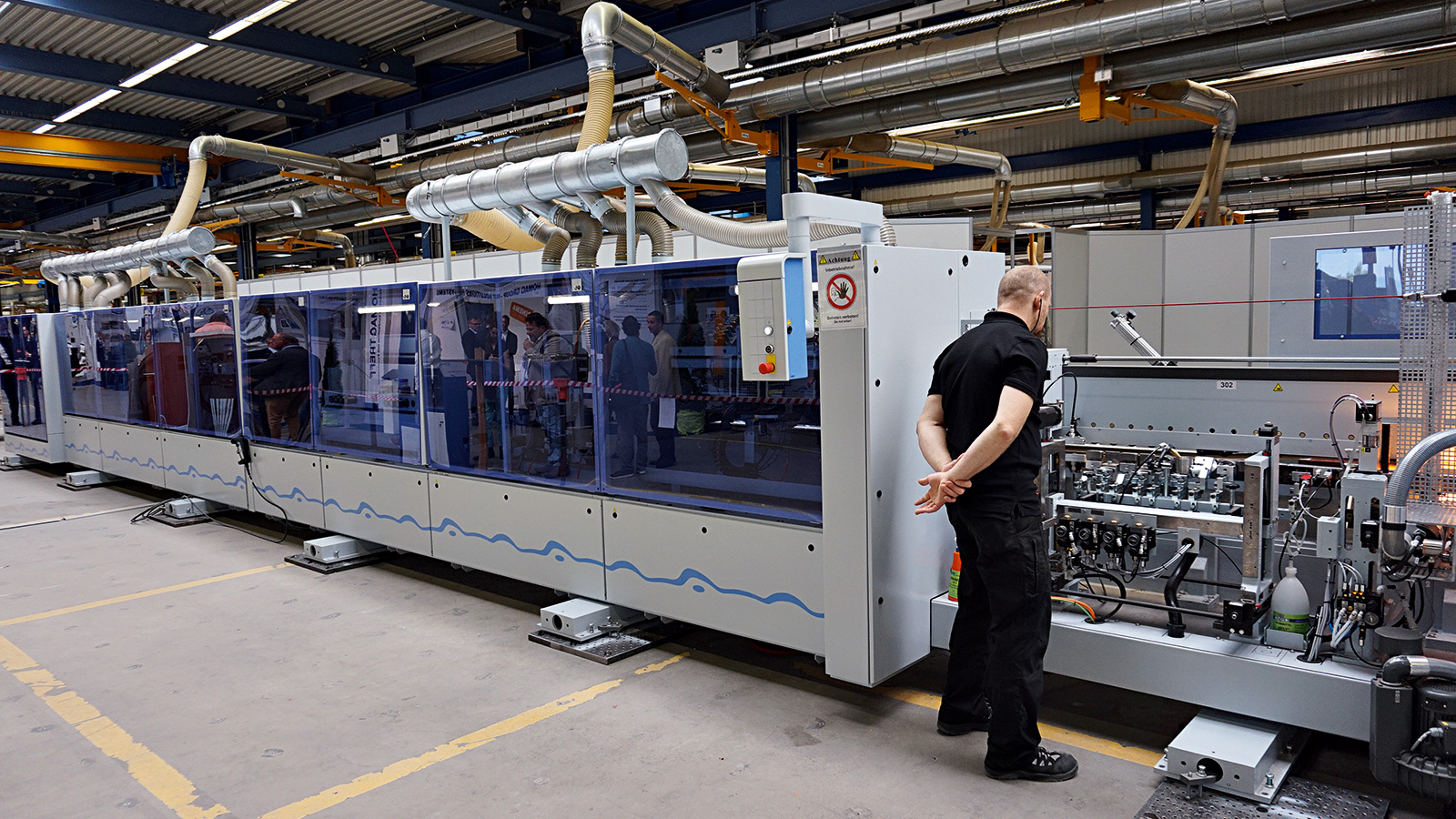
Hinterer Teil der Falzkantenmaschine ab Softforming-Aggregate. Foto: Koch -
![]()
Teiledurchlauf im Referenzkantenfräser. Foto: Koch -
![]()
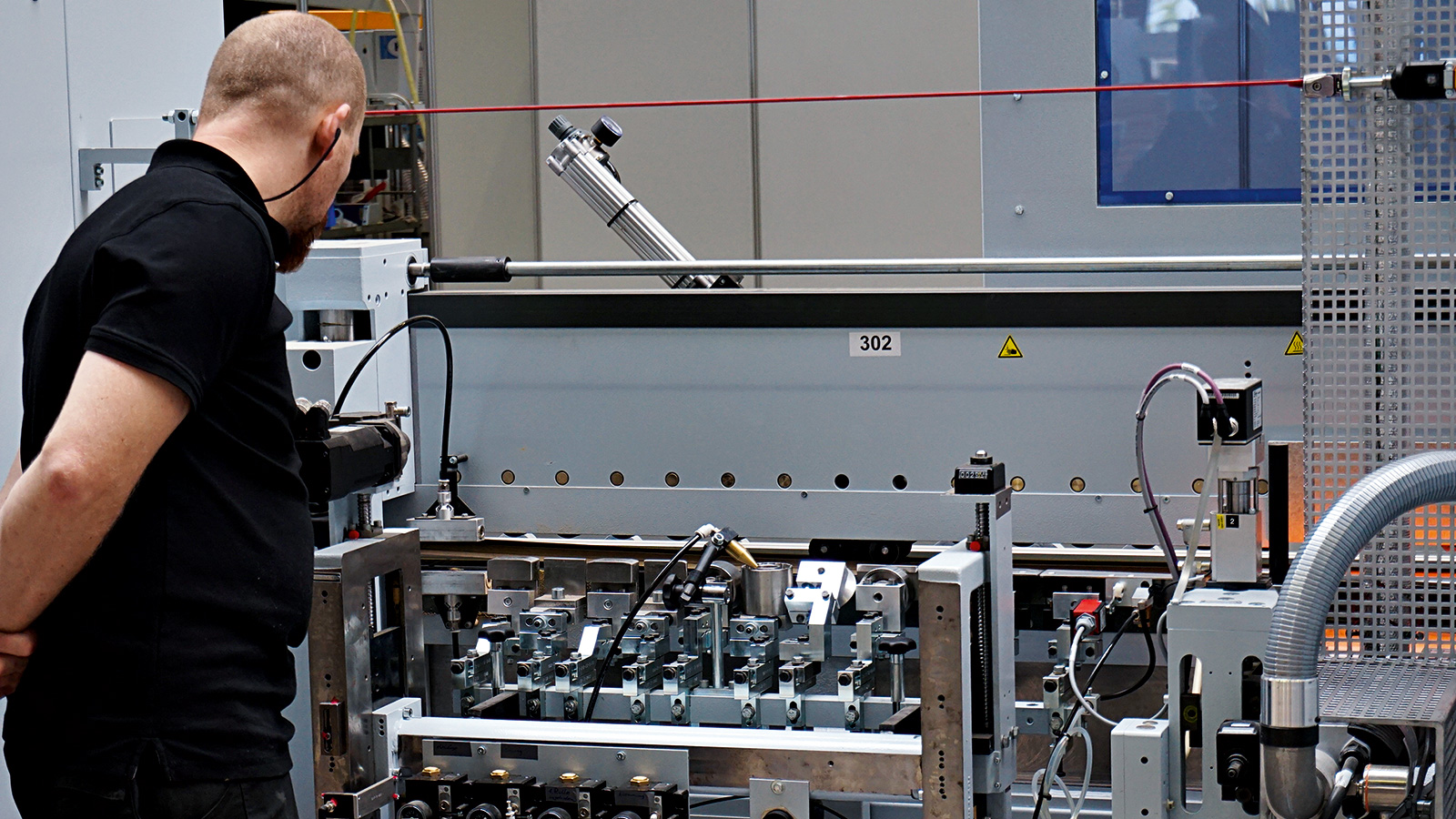
Detailansicht Kantenmagazin mit Bediener. Foto: Koch -
![]()
Der gesamte von HOMAG gelieferte Anlagenteil auf dem HOMAG-Treff im September 2016 während der Vorführung in der Ansicht aus erhöhter Position. Foto: Koch -
![]()
Händische Beschickung der Falzkantenanlage im Rahmen der Vorführung. Foto: Koch -
![]()
Softforming-Aggregate mit Bediener. Foto: Koch -
![]()
Bedienpulte der Falzkanten-Bearbeitungsanlage. Foto: Koch -
![]()
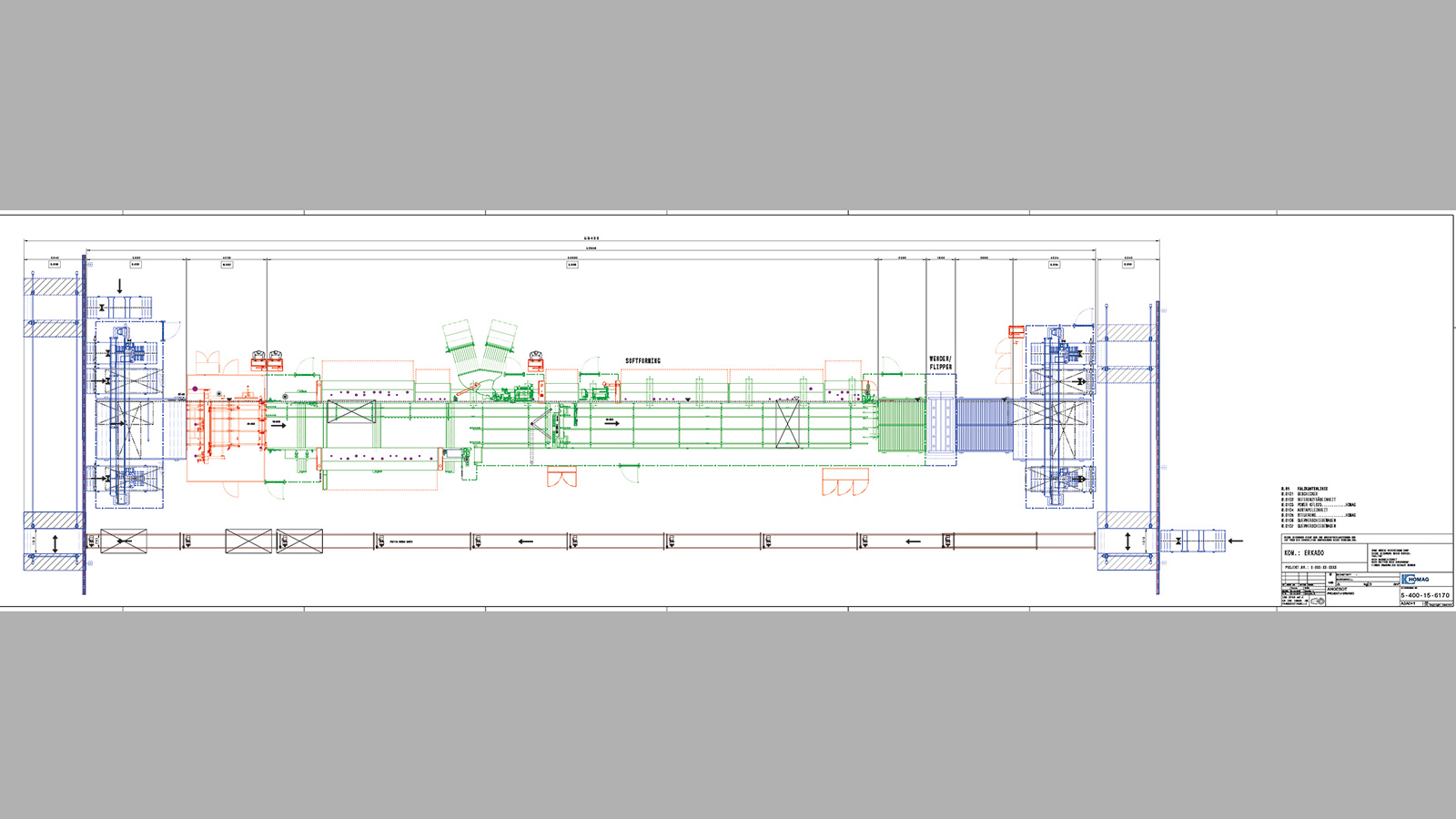
Projekt-Grundrisszeichnung: HOMAG Group





Ein Artikel des Türenmagazins 2017 (DRW-Verlag).
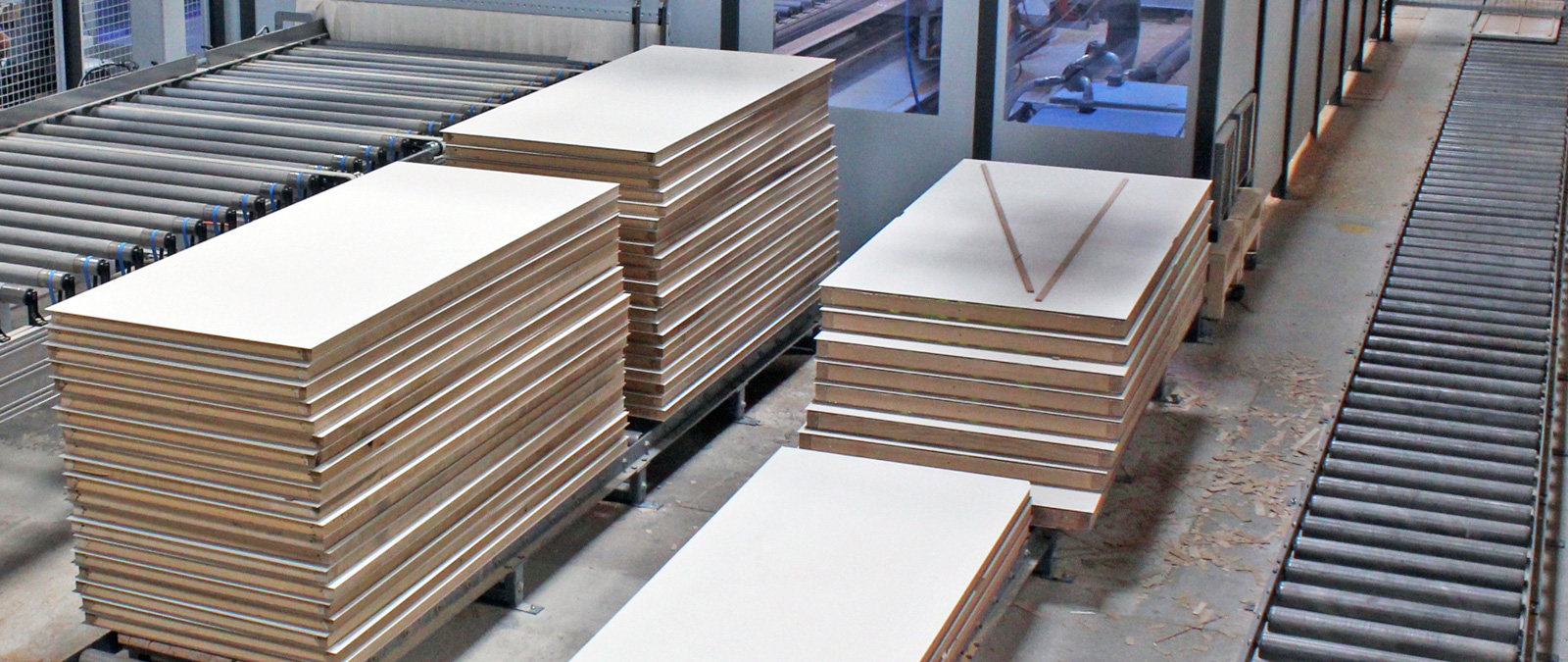
Unternehmen, die an starren Maschinen- und Fertigungskonzepten festhalten, werden zunehmend Schwierigkeiten haben, den Anforderungen des Marktes gerecht zu werden. Marktgerecht und dabei vor allem wirtschaftlich wird nur derjenige Hersteller produzieren können, der ein ausreichend breit gefächertes Produktspektrum anbieten kann, welches er zudem sehr flexibel bereitzustellen in der Lage ist. Diese Erfahrung hat auch der polnische Türenhersteller Erkado gemacht. Das im Südosten des Landes ansässige Unternehmen stellt bisher Sandwich-Türen für das Preiseinstiegssegment her, die über eine Kaschieranlage ringsum mit Dekorfolie ummantelt werden. Der Wechsel innerhalb der Produktion von einem Produkt zum nächsten gestaltet sich technologiebedingt sehr arbeits- und zeitaufwendig. So müssen bei jedem Wechsel des Dekors oder der Türblattbreite schwere Dekorpapier-Wickel ausgetauscht werden. Darüber hinaus sind der produzierbaren Qualität und Varianz der Produkte enge Grenzen gesetzt.
Vor diesem Hintergrund hat man sich bei Erkado dazu entschlossen, die Produktionsweise auf die Kombination aus Flächenbeschichtung via Kurztaktpresse und separater Kantenbearbeitung umzustellen und in entsprechende Anlagen zu investieren.
Ausgeklügeltes Anlagenkonzept
Nach mehrmonatiger Planungs- und Bauzeit hatte die ausführende HOMAG Group, Schopfloch die hochmodernen Falzkanten-Bearbeitungsanlage im eigenen Hause mehreren Kunden in Funktion vorführen können. Im Anschluss erfolgten die Installation beim Kunden und die Anbindung an die begleitende Handhabungs- und Fördertechnik. Diese Positionen hatte der Türenhersteller an seinen regional ansässigen „Haus-und-Hof“-Lieferanten für Handhabungstechnik vergeben.
Zum Ablauf: Über Rollenbahnen erreichen die flächenbeschichteten Türblatt-Rohlinge stapelweise die Anlage. Die unmittelbare Zuführung, realisiert über einen Gelenkarmroboter, erfolgt über zwei Zuführplätze, die von einem Schonplattenplatz flankiert werden. Die gleiche Konstellation findet sich auch am Ende der Anlage, an dem die Türblätter nach jedem Durchlauf durch die Anlage wieder aufgestapelt werden.
Nachdem der Barcode des Türblatt-Rohlings automatisch eingelesen wurde, wird dieses zunächst so auf der Rollenbahn abgelegt, dass es quer durch die Anlage läuft. Der erste Bearbeitungsschritt erfolgt durch einen Referenzkantenfräser, der die hintere Längsseiten-Schmalfläche besäumt. Dazu wird das Türblatt über einen Klemmbalken fixiert und ein Fräsaggregat quer zur Transportrichtung des Türblattes an dessen Längsseite entlanggeführt. Die so erzeugte saubere Kante dient als definierte Anlagefläche für die Zuführnocken der beiden Kettenbahnen, die das Türblatt durch die weitere Anlage fördern.
In der eigentlichen Falzkantenmaschine vom Typ KFL 623 werden dann mit Hilfe zweier parallel angeordneter Formatier- und Profiliereinheiten gleichzeitig die kopfseitige und die schwellenseitige Schmalfläche im Durchlauf bearbeitet. An der Schwellenseite wird zunächst eine rechtwinklige Besäumfräsung vorgenommen. Im direkten Anschluss kann eine Nutfräsung zur Aufnahme einer Absenkdichtung erfolgen. Die Nut kann flexibel breit und bis zu 30 mm tief gefräst werden. (Die Nut-Enden werden durch das später an den Längskanten applizierte Kantenmaterial überdeckt.)
Abgeschlossen wird die Bearbeitung an dieser Schmalfläche mit dem erneuten Aufdrucken des zuvor abgefrästen Barcodes. Die Kopfseite des Türblattes wird ebenso zunächst besäumt und dann optional an dieser Schmalfläche ein Falz oder eine andere Profilform angefräst. Unterschiedliche Profile und Profilkombinationen können auf der Anlage realisiert werden. Schrägkanten sowie ABS-Kanten sind ebenso möglich. Alle diese Falzprofile können sowohl als Einfachfalz als auch als Doppelfalz realisiert werden. Außer bei der ABS-Dickkante sind alle Profilvarianten automatisch einstellbar. Falzmaße sind nach DIN möglich. Natürlich lässt sich in die gefälzten Kanten auch eine Nut für dreiseitig umlaufende Dichtungsprofile einfräsen.
Referenzfräsgerät im Durchlauf optimiert Verstellzeit
Im Anschluss an die Profilierung, die teilweise über mehrere Maschinendurchläufe zu realisieren ist, wird aus den beiden, je 12 Rollen fassenden, Magazinen die Kante angefahren. Der Kleber, wahlweise EVA oder PU, wird direkt vor der Verklebung über Auftragsrollen auf das Kantenmaterial aufgebracht.
Eine für die Effizienz dieser Anlage entscheidende Bearbeitungsstation befindet sich direkt im Anschluss. So werden die Türblätter bei der ersten Längsfahrt (weiterer Durchlauf nach der hier beschriebenen Querfahrt) von einem so genannten Referenzfräsgerät im Durchlauf parallel besäumt. (Dabei wird ein Aufmaß von 1 mm berücksichtigt, das bei der zweiten Längsfahrt zur Erlangung des Endmaßes abgefräst wird.) Dieses zwischen den Förderketten positionierte Fräsaggregat bietet den Vorteil, dass es über Servomotoren sehr schnell entsprechend der wechselnden Türblattbreiten verfahren werden kann.
„Auf diese Weise wird ein Verstellen der massiven Formatier- und Profiliereinheit im vorderen Teil der Anlage vermieden“, erläutert Rainer Schäfer, Technischer Projektleiter bei HOMAG, einen wesentlichen Vorteil dieser Anlagenkonzeption. Für einen Wechsel von einer Türbreite zur nächsten ist eine Lücke von lediglich 600 mm erforderlich. Die Formatier- und Profiliereinheit hingegen hat eine Länge von knapp 10 m, die für eine Breitenverstellung komplett leergefahren werden müsste. Bei Profilverstellungen auf der linken Maschinenseite ist mit Rüstlücken von etwa 5-6 m zu rechnen. Für eine konsequent kommissionsweise Fertigung, wie sie von Erkado zukünftig praktiziert wird, ist diese Kombination der unterschiedlichen Fräseinheiten optimal, schließlich ist sehr häufig zwischen unterschiedliche Türbreiten zu wechseln. Unterschiedliche Türhöhen hingegen fallen eher selten an. Für die Türhöhenverstellung (bis 2,4 m) muss vor der Querfahrt die rechte Maschinenseite verstellt werden.
Hinter dem Referenzfräsaggregat beginnt die fein gegliederte Softforming-Strecke, die für eine auf das jeweilige Profil optimal abgestimmte Andruckzone sorgt. Um auch die schrägen Profilformen realisieren zu können, lassen sich sowohl das Kantenmagazin als auch die gesamte Andruckzone um bis zu 25 ° schwenken. Entsprechend lassen sich die oberen Nachbearbeitungsaggregate nach innen fahren. Im Zuge der ebenfalls im Durchlauf vorgenommenen Nachbearbeitung werden die Fälze im Bereich Querkante zur Längskante automatisch ausgekappt. Ein Bündigfräsaggregat und ein Finish-Aggregat mit Ziehklinge und Schwabbelscheibe sorgen schließlich dafür, dass das Türblatt verkaufsfertig aus der Anlage kommt.
Klar zur nächsten Runde
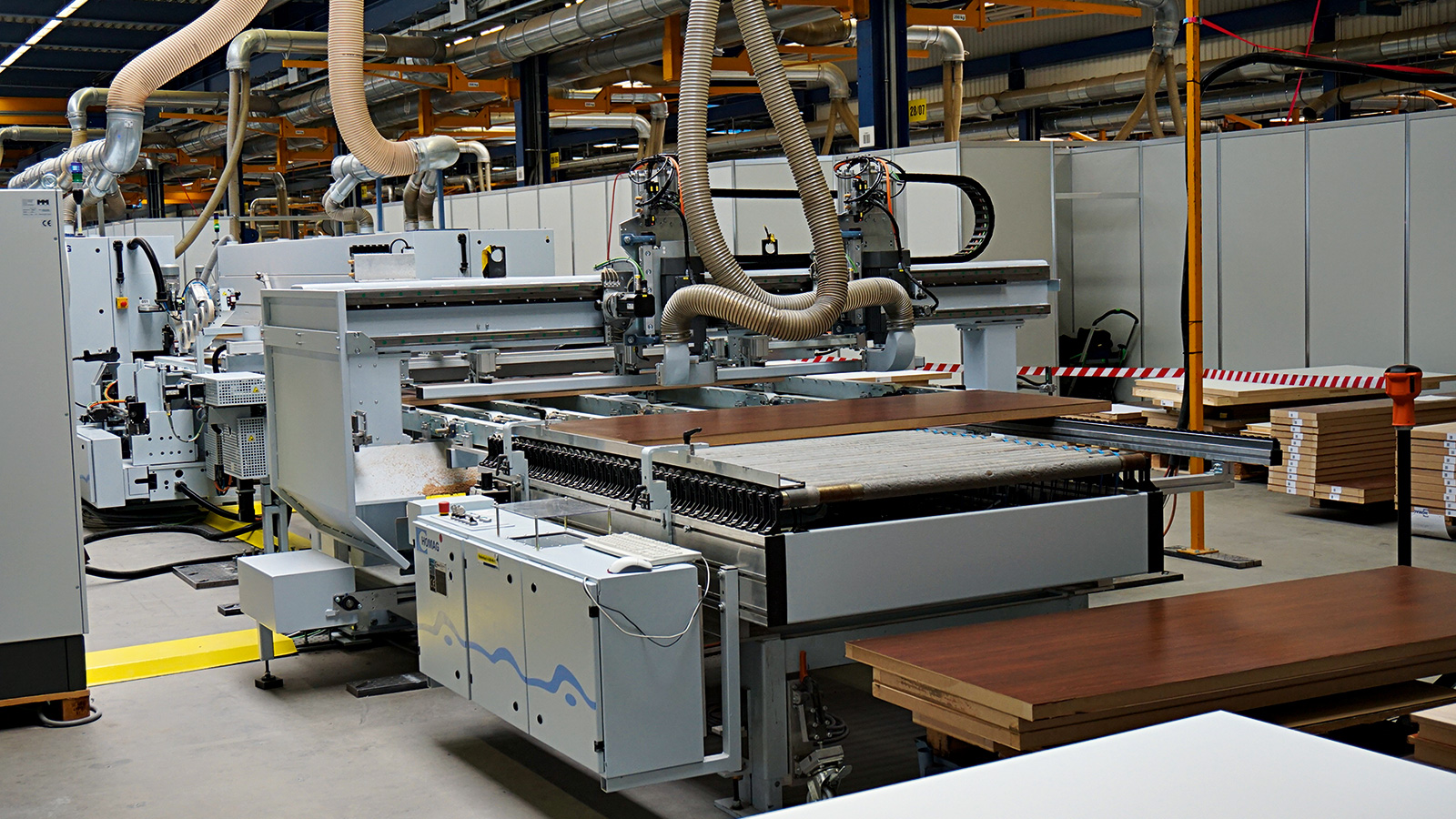
Die Türblätter werden über eine Auslaufrollenbahn aus der Anlage geführt, abgestapelt und im Stapel über eine Rollenbahn zur Einlaufseite der Anlage wieder zurückgeführt. In weiteren Maschinendurchläufen erfolgt die Profilierung und Bekantung der beiden Längsseiten. Standard-Türblätter (Stumpf und Einfachfalz) werden in drei Durchläufen fertig bearbeitet. Die Anlage fährt sieben Takte pro Minute. Bei Standardtüren sind also in drei Minuten sieben Türen fertiggestellt.
Bei Doppelfalz-Türblättern werden sechs Durchläufe für eine fertige Bearbeitung benötigt, drei für den ersten Falz plus drei für den zweiten Falz. Wie bei den Standard-Türblättern ist die Reihenfolge der Bearbeitungen jeweils quer, längs, längs.
Die zu bearbeitenden Türblätter werden der Anlage grundsätzliche stapelweise zugeführt.
Da der Barcode eines jeden Türblattes vor jedem Durchlauf erneut eingelesen wird, ist das betreffende Türblatt stets eindeutig identifiziert und die Anlage darüber informiert, welche weiteren Bearbeitungsschritte auszuführen sind. Somit ist es selbst bei teilweise bearbeiteten Türblättern egal, in welcher Reihenfolge diese der Anlage erneut zugeführt werden.
Postforming-Vorbereitung, Qualitäts-/Flexibilitätsgewinn
Neben der direkten Beschichtung der Schmalflächen mit Kantenmaterial von der Rolle besteht auf der Anlage auch die Möglichkeit, Türblätter durch das profilgebende Hinterfräsen von CPL- oder HPL-Flächenbeschichtungen für einen Postforming-Prozess vorzubereiten. Das eigentliche Postforming geschieht dann auf einer separaten Anlage.
Der sich an die Falzkantenmaschine anschließende Auslaufrollentisch wird unterbrochen durch einen Wender, mit dem die Türblätter von der Vorder- auf die Rückseite gedreht werden können. Dies ist in den Fällen notwendig, in denen Türblätter mit einem Gegenfalz ausgerüstet werden sollen (wie dies bei Stehflügeln der Fall ist). Und auch die für das Postforming vorbereiteten Türblätter werden gewendet, da der nachfolgende Prozess dies erfordert. Da das Postforming nur an den beiden Längsseiten vorgenommen wird, durchlaufen diese Türen für die stumpfe Bekantung der kopfseitigen Schmalfläche abschließend noch einmal die Falzkantenmaschine.
Aufgrund der sehr geringen Verstellzeiten bei Breiten- und Profilwechsel sowie dank des großen Kantenmagazins kann eine kommissionsweise Fertigung optimal umgesetzt werden. Mit der bei Erkado realisierten Falzkanten-Anlage ist eine sehr flexible Stückzahl-1-Fertigung bei konstant hoher Bearbeitungsqualität möglich. Die Anlage wird im Zwei-Schicht-Betrieb laufen, bei einer Standard-Produktionsgeschwindigkeit von 20 m/Min.
Damit liegt die Anlagenleistung je nach Rüstzeiten bei bis zu etwa 800 Türblättern pro Schicht. „Für Erkado bedeutet diese Anlageninvestition einen großen Schritt hin zu höherer Qualität, Effizienz und Flexibilität. Die Durchlaufzeit von der Bestellung zur Auslieferung wird sich stark verkürzen lassen“, ist Schäfer überzeugt.
Bis die neue Falzkanten-Anlage komplett hochgefahren ist, wird Erkado weiterhin auf seiner Kaschieranlage produzieren. Jedoch spätestens Ende dieses Jahres möchte der polnische Türenspezialist die alte Anlage abschalten und dann komplett auf die HOMAG KLF 623 umsteigen.
Kasten: Vielseitiges Erkado-Produktionsspektrum
Auf der Anlage werden zukünftig Sandwichtüren mit Riegeln aus MDF oder Weichholz-Massivholz und HDF-Decks (3 und 6 mm) bearbeitet. Als Mittellagen kommen Papierwaben, Röhrenspan- und Vollspanplatten zum Einsatz. Die Flächenbeschichtung erfolgt durch Kaschierfolie, Schichtstoff (CPL, HPL) oder Lack. Als Kantenmaterialien werden Dünnkanten (0,3-04 mm) aus Melamin und Papier sowie ABS-Dickkanten (2 mm) eingesetzt. Das Applizieren von Furnier auf Fläche und Schmalfläche ist nicht vorgesehen. Die zu bearbeitenden Türblätter dürfen bis 2 500 mm lang, 1 250 mm breit und 65 mm dick sein, bei einem maximalen Gewicht von 80 kg. Für die Format- und Kantenbearbeitung ist (längs und quer) eine Bearbeitungszugabe von 5mm je Durchlauf vorzusehen.
Ein Bericht von Nikolai Krawczyk.
So produzieren Ihre Kollegen