-
![]()
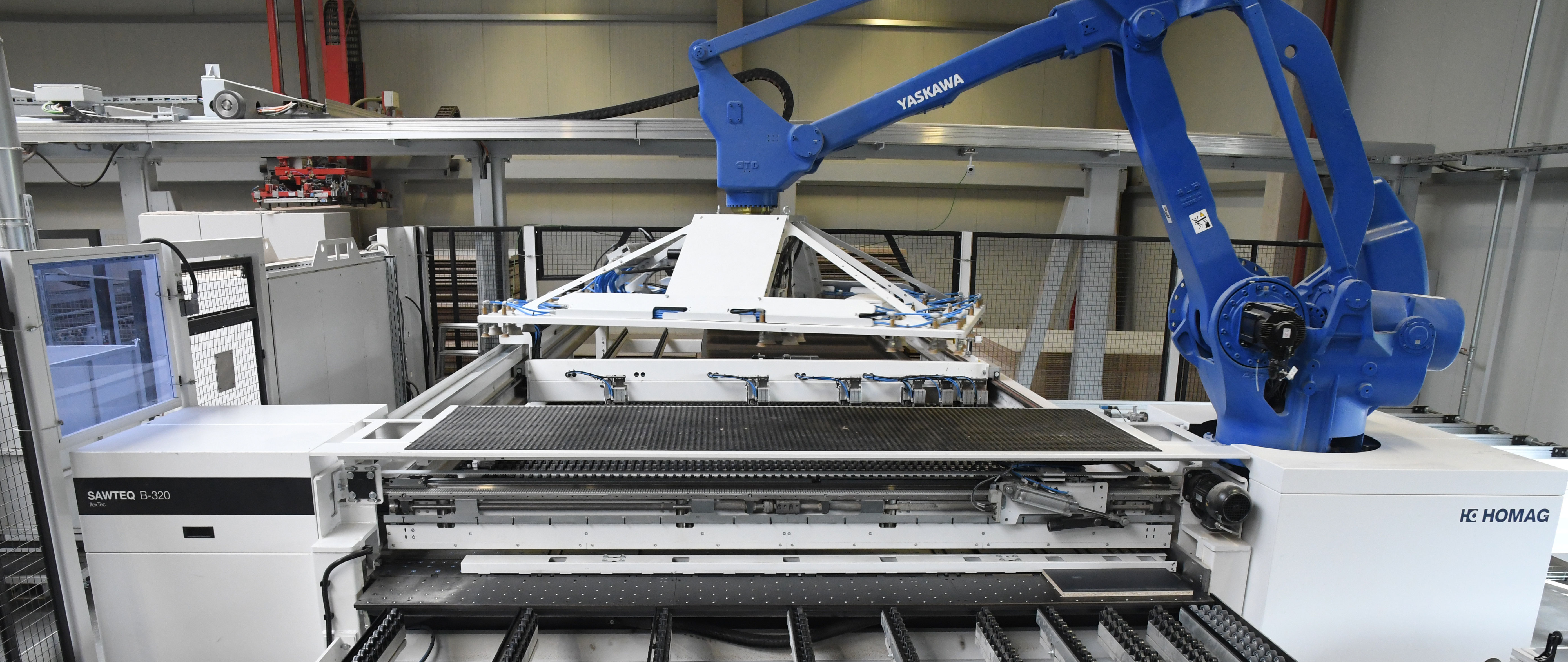
特別なカットの場合、ロボット鋸にはそれぞれ、SAWTEQ B-300 (旧称: HPP 300 ProfiLine) などの半自動パネルソーが付属しています。 -
![]()
両方のパネルソーは、フラット倉庫からサポートレールを介して供給されます。 -
![]()
カット後、部材は Systraplan の最初の仕分け保管システムに送られます。 -
![]()
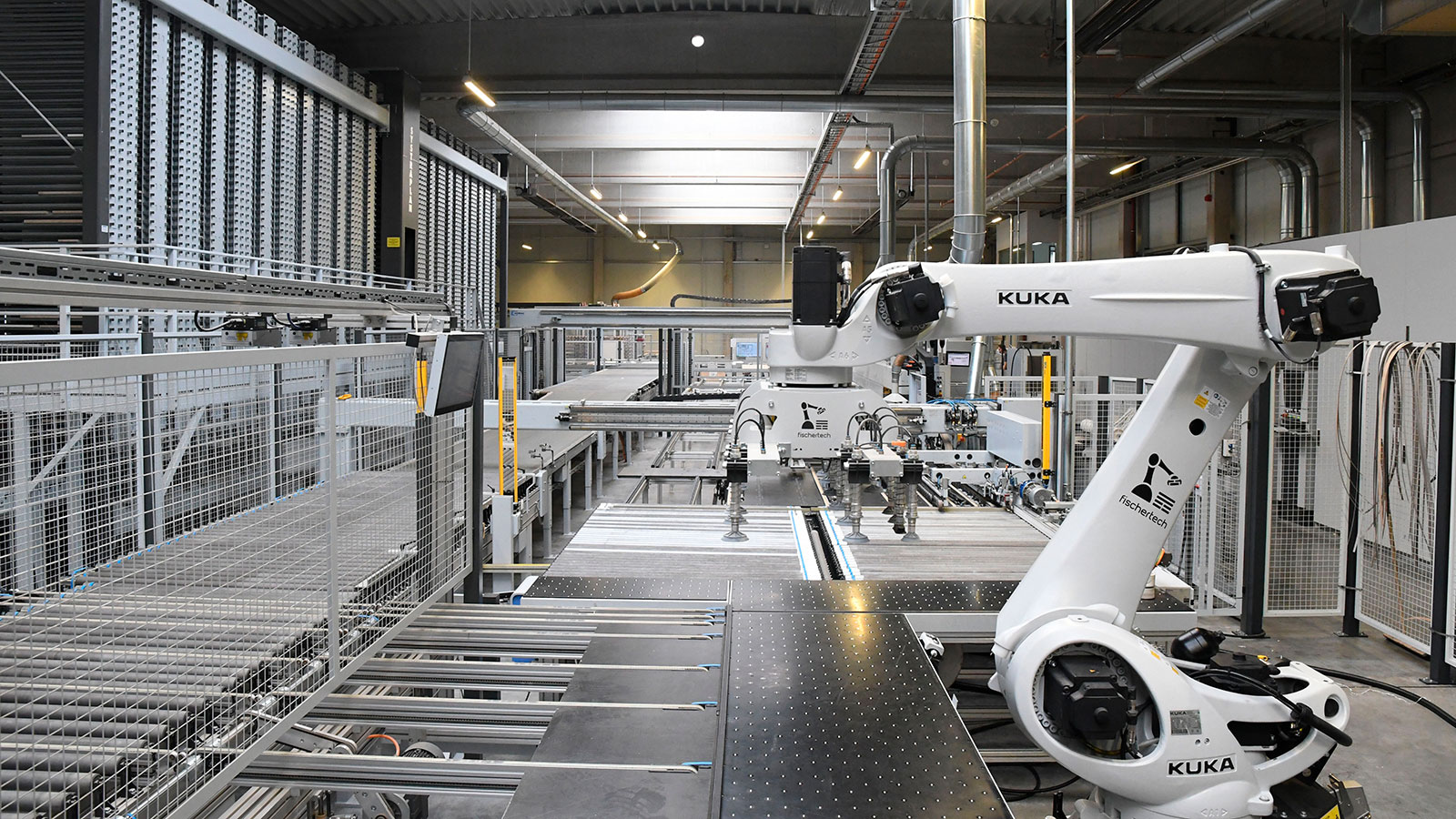
全周のエッジングは、入口と出口の 2 台のロボットで自動化されています。



ヴォルフガング・トーアヴェステン (Wolfgang Thorwesten) 氏が 25 年前に創業したときは、家具職人の世界はまったく違っていました。「明らかに今より多くの大企業がありました。さらに、家具職人は職人としてすべて自分で行うので、部材を購入しませんでした」と Thorwesten 社長は説明します。「この 10 年間でそれが根本的に変わりました。企業の従業員数が大幅に減っただけでなく、今では考え方が変わったのです」。熟練職人の確保という課題が、その理由の 1 つです。「お客様は有能な従業員を見つけるのが難しいと感じています」。しかし、材料の種類も増えています。「多彩な材料を見ると、特殊な機械やプロセスでしか高品質な加工ができない材料があります」。従来の機械を使用する家具職人は、必要な金額の投資をできない場合、ここで苦労します。しかも、デジタル化という 3 つ目のポイントがそこに加わります。すべての家具職人がこの分野の大きな変化に簡単についていけるわけではありません。「これに対して、Horatec は自動化により大きな一歩を踏み出し、プロセスを合理化して大きな経済効果をもたらすことができました」と Thorwesten 氏は言います。結果的に、家具職人の仕事の変化が彼の会社や同様のサプライヤーの力強い成長の原動力となっているということです。
家具職人の世代
このような課題にもかかわらず、Thorwesten 氏は家具職人の仕事に明るい未来を描いています。もちろん、家具職人の中には、将来自分で行う仕事と必要に応じて購入する仕事を慎重に検討しなければならない人もいます。現代では、製品の範囲は非常に複雑になっています。家具職人は 30 年前にはまだすべてを製造できましたが、今ではノウハウや機械で差別化を図らなければならないことが多くなりました。「多くの伝統的な家具工場では、当社と同等の魅力的な価格で当社が提供する高品質を達成するための投資を負担することはできません」と Thorwesten 氏は断言します。このため、現在では、個人経営の家具工房が 20 人の従業員を抱える会社と同様に当社のお客様となっています。また、個人経営の家具工房では製造能力が一定している場合が多いのですが、より規模の大きい会社では注文のピークを調整することができます。さらに、予定されている更新投資をせずに、計画を変更して部材を調達する会社もますます増えています。
豊富な品揃え
このような状況を背景に、Horatec 社は早い段階で家具職人へのインターフェースを最適化しました。「計画ソリューションまたは販売ソリューションの場合」と Thorwesten 氏は具体例を挙げます。「たとえば、キャビネットを製造する場合、当社は高レベルのカスタマイズ性と品質で完全に計算し、すべての部材と取付金具の正確さに責任を負うことで、妥当性と安全性を提供します。同時に、家具職人は当社のオンラインツールとオフラインの計画ソリューションを使用して、室内にいても完全に計画を立てることができます。」
Horatec 社のすべてのサービスの基盤となるのは、すべてのエッジ材を含めて、在庫のある Egger コレクション全体です。品揃えは、8 枚のパネルから始まって、19 枚のボディ材とフロント材、25 枚のパネルにまで及びます。22mm という特に厚いパネルや 5 種類の木材の合成材パネルもあります。そして、もちろん表面塗装したパネルも用意しています。家具職人は広範な種類の部材を必要とするので、その範囲は引き出しや取付金具にまで及びます。「当社の製品範囲は膨大です」と Thorwesten 氏は評価します。「こうして、家具職人は 1 か所からすべてを入手できます。」
少人数による製造
Horatec 社はロットサイズ 1 のメーカーであり、完全にリンクされ、完全にネットワーク化されています。「当社の場合、1 回の製造あたりの平均個数は 1.7 です」と Thorwesten 社長は述べています。「この主要事業では、部材が繰り返し製造されることがないため、製品を考えることもありません。各部材には個別の加工のために独自のデータがあります」。製造は、必要に応じて、独自のフリートで開始し、終了します。「当社で、完成したジョブをブリーロンの Egger に運び、そこから DACH-Raum の代理店に商品を配送します。この納期は、すべての計画の起点でもあります。帰りに、現地の 3 つの工場から材料を持ち帰ります。その後、商品は倉庫に移動し、そこから製造に移ります。」
B および C の商品はブロック倉庫またはフラット倉庫に保管されますが、最も一般的なハーフフォーマットは直接製造に使用されます。「当社では、フォークリフトのドライバーが荷物を置いた時点から、基本的に無人です」と Thorwesten 氏は強調します。パネルは、ポータルごとにフラット倉庫から鋸に移動して個別にカットされます。Horatec 社では、鋸の周囲に製造ラインごとに 6 つの場所が定義され、残材はその場所に自動的に戻され、登録されます。次のカットでは、これらの残材が常に優先度 1 で使用されます。Horatec 社は、カットの際に、SAWTEQ B-320 flexTec ロボット鋸と半自動 HOMAG ソー、たとえば SAWTEQ B-300 (旧称: HPP 300) を使用し、ロボット鋸がカットのほぼ全体を引き継ぎます。半自動鋸は、再カットまたは包装カットのみを実行します。分割後、ラベルが貼られた部材は最初の仕分けバッファに移動し、ここから HOMAG の EDGETEQ S-800 エッジングマシン (旧称: KFR 610) に移動します。このマシンは、全周および入口と出口でロボットと連携します。エッジング後、部材は 2 番目の仕分けバッファに送られ、最後に HOMAG のマシニングセンター CENTATEQ E-500 (旧称: BMG 511) と水平ドリル加工機 DRILLTEQ H-600 (旧称: BHX 500) で構成されるドリル加工セルに送られます。「当社では、基本的にパネル供給装置から SAWTEQ を経由して、ドリル加工セルまで無人で運転します」と Thorwesten 氏は再び強調します。「ベストケースでは、1 人の従業員が梱包のためにもう一度部材に触れるだけです」。3 シフトの製造で、シフトごとに 5 人の従業員と 1 人の製造主任だけで製造が行われます。このプロセスは、社内で開発された ERP システムと PPS システム、3Tec の製造管理システムによって制御されます。
まったく新しい技術
以前、Horatec 社では切断時に 2 台の半自動 HOMAG 鋸を使用し、それぞれがシフトごとに 500 個の部材をカットしていました。鋸は 4 人の従業員が 2 シフトで操作していました。しかし、ヘーフェルホーフでの製造が自動化に向けて根本的に再構築された後、欠けていたのはきっかけとなる技術だけでした。その技術が 2016 年にホルツブロンで開催された HOMAG Plattenaufteiltechnik の社内展示会で発表されたのです。「flexTec を見て、直感で購入を決めました」と Thorwesten 氏は語ります。「長年にわたって一般に開発が続けられてきた半自動鋸とは異なり、ロボット鋸は、自動化されているというだけで、まったく新しいものでした。さらに、製造条件に合わせて調整できるカットセルの標準レイアウトに関して、そして再カットの数が基本的に無制限の切断自体に関しても、このロボット鋸の柔軟性に感銘を受けました」。社長は、すぐに ROI を計算し、特に、熟練労働者の不足、熟練労働者のコスト、間もなく開始されることになっていた夜間シフトを考慮して、2 台の半自動鋸を flexTec と比較しました。「考えるまでもありませんでした。」
1,000 のプールで考える
現在、Horatec 社では、各営業担当者がプロジェクトを承認します。次に、それぞれ約 150 の特性を持つ部材プロパティがデータベースに入力されます。社内で開発された PPS システムで、製造主任が最初に積載日でソートし、次にシフトごとの一定の生産量に相当する部材ファミリーが形成されるように材料をフィルタリングします。商品ロットの部材の準備ができたら、Ardis が切断図面を最適化し、製造データを倉庫と鋸に転送します。Horatec 社では、すべての情報が提供される 1,000 個の部材のプールで検討します。パネルソーが出ると、各部材にはスルーフィードでラベルが貼られ、それにより、バーコードが処理されて、完全な履歴が保証されます。
Thorwesten 氏は、カット自体について、SAWTEQ B-320 flexTec の結果に満足しています。何よりもまず、これは有効性 (Thorwesten 氏の計算では、95 + X パーセント) に優れています。「ただし、精度と品質も最高です」と彼は言います。「ほとんどの場合、まだ成形中なので、精度はそれほど重要ではありませんが、それでも仕上げ寸法にカットされた部材があります。そして、ここに鋸の精度が証明されています」。Horatec 社のもう 1 つの決定的な基準は、HOMAG が顧客固有の透過的な方法で事前にシミュレーションした性能です。「flexTec で確実にカットして、個別の部材として引き出すことができる部材が 1,000 個あります。最大出力は HOMAG が以前にシフトあたり 1,500 部材として指定したものなので、まだかなりの余裕があり、製造のバックログを補うことができます」と Thorwesten 氏は述べています。さらに「これは私たちのニーズに最適な機械です」と明言しています。また、出力が均一であるため、ヘーフェルホーフでの製造は継続性を重視して調整されており、ロボットが目的に合わせて個々の部材を製造方向に供給するという分離が一貫して行われています。
引出しのハンドル
Horatec 社と HOMAG は 20 年前から共同でプロジェクトを実施しています。この間に多くのプロセスが確立され、基本は常に同じデータ構造を持つ標準的なマシンです。たとえば、ベルギーの会社は現在、Horatec 社からのライセンスに基づいて新しい製造ラインを構築しています。ここでも、SAWTEQ B-320 flexTec と半自動パネルソーが並行して使用されています。「この点で、HOMAG は常に同じ引出しを生産し、実証済みのテクノロジーを使用しています」と Thorwesten 氏は説明します。ラインの構築は 2022 年 3 月に始まります。生産は 9 月に開始されます。生産は、完全にリンクされ、完全にネットワーク化され、ロットサイズ 1 で、SAWTEQ B-320 flexTec ロボット鋸を使用してカットされます。
「さらに、製造条件に合わせて調整できるカットセルの標準レイアウトについても、再カットの数が基本的に無制限の切断自体についても、このロボット鋸の柔軟性に感銘を受けました。」Wolfgang Thorwesten, horatec GmbH
参考生産方法