Automatisches Vermessen und Nachjustieren im Autopilot-Modus
HOMAG definiert die Qualitätssicherung in der Laminatfertigung neu.
-
![Ein Raumkonzept kann viele Fassetten haben. Gerade der Fußboden hat einen großen Einfluss auf ein abgerundetes Ganzes. Hier bietet Laminat durch seine individuelle Gestaltung große Möglichkeiten.]()
Ein Raumkonzept kann viele Fassetten haben. Gerade der Fußboden hat einen großen Einfluss auf ein abgerundetes Ganzes. Hier bietet Laminat durch seine individuelle Gestaltung große Möglichkeiten. -
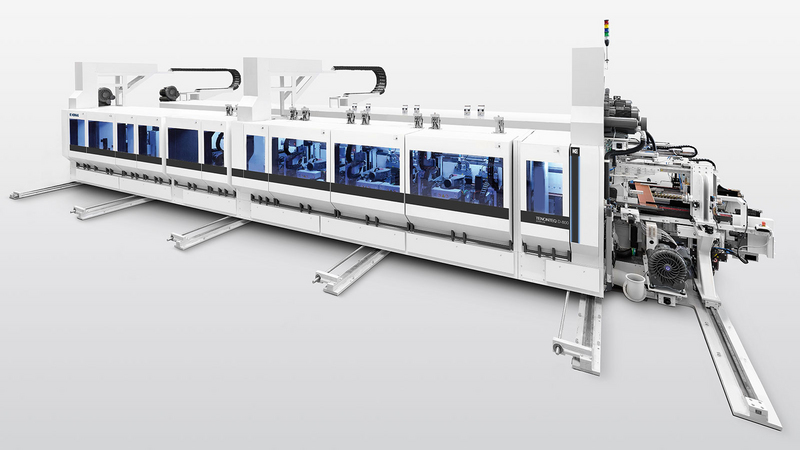
![Doppelendprofiler TENONTEQ D-800 powerLine – individuell konfigurierbar mit Magnetkettentechnik]()
Doppelendprofiler TENONTEQ D-800 powerLine – individuell konfigurierbar mit Magnetkettentechnik -
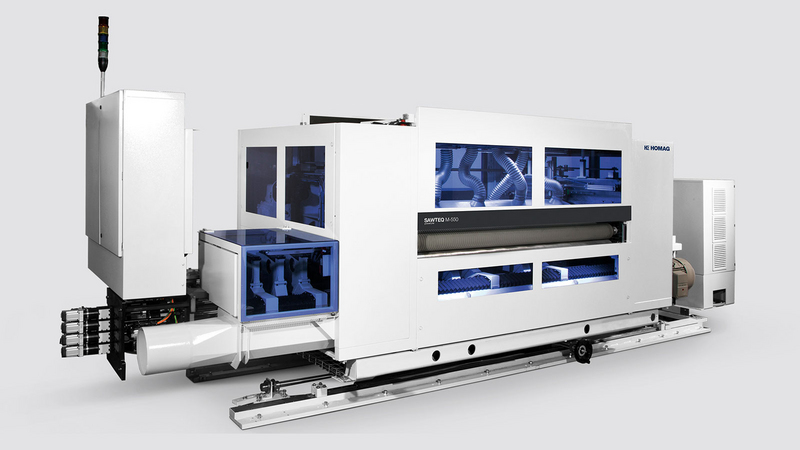
![Durchlaufsäge SAWTEQ M-500 mit zentraler Antriebswelle für alle Aggregate]()
Durchlaufsäge SAWTEQ M-500 mit zentraler Antriebswelle für alle Aggregate -
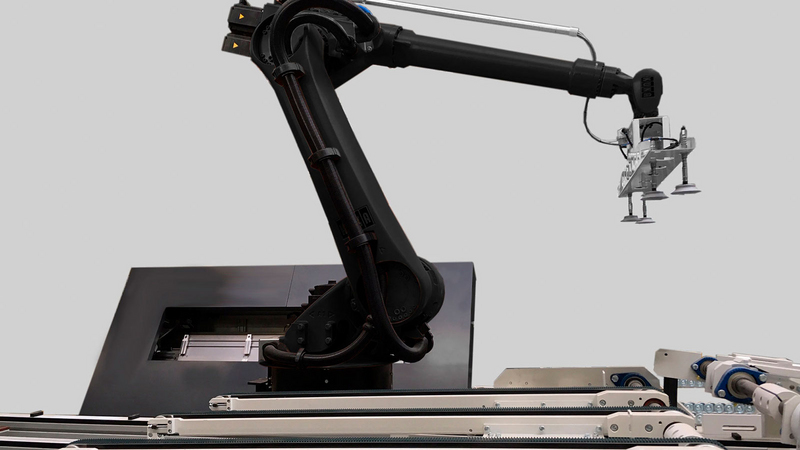
![Automatische Werkstückvermessung auf Messtisch mit Online-Datenanbindung]()
Automatische Werkstückvermessung auf Messtisch mit Online-Datenanbindung

Ein Artikel des Laminat-Magazins 2020. www.hk-magazin.de
Dass HOMAG sich in der Fertigung von Fußböden auskennt, haben sie längst und oft bewiesen. Die klassische Anlage, die Platten im Vollformat aufteilt, vereinzelt, profiliert und am Ende vollautomatisch verpackt gehört zum Standard. Nach der Möbelindustrie fordert aber nun auch die Fußbodenindustrie die effiziente / wirtschaftliche Fertigung von kleinen Losgrößen. Die Herausforderung liegt darin, diese mit geringen Rüstzeiten fertigen zu können. Hier bietet HOMAG eine Lösung, die es in dieser Form noch nicht am Markt gibt. Vollautomatisches Vermessen der Paneele während des Produktionsablaufs und ein automatisches Nachjustieren der Anlage dank der vollumfänglich servogesteuerten Aggregate.
Stellen wir uns die Fußbodenfertigung mal mit ihren einzelnen Komponenten von Anfang an vor. Der klassische Fertigungsdurchlauf startet in der Regel mit einer Staplerbeschickung. Über Stapelrollenbahnen kommen die Platten bei der Vereinzelungsstation an. Hier wird die oberste Platte mit einem Roboter angehoben und auf den Ablagerollentisch gelegt. Im nächsten Schritt werden die Platten via Längsdurchlaufsäge in Streifen aufgeteilt. Diese Bearbeitung findet bei einer Geschwindigkeit von bis zu 110 m/min. statt. Alle Bearbeitungsaggregate in der Längssäge sind mit Servoachsen ausgestattet und können voll automatisch auf das zu produzierende Streifenmaß eingestellt werden.
Nach der Queraufteilung und Vereinzelung der Paneele werden sie im Längsdurchlauf durch einen doppelseitigen Längsprofiler mit Nut und Feder (Klick-Profil) versehen. Dies geschieht bei einer Geschwindigkeit von bis zu 300 m/min..
Bevor es mit dem Verpackungsprozess weitergeht, werden die Paneele bei bis zu 80 m/min. an den Kopfenden profiliert. Zum Ende werden sie gereinigt, vollautomatisch in Kartons verpackt und auf Paletten abgestapelt.
Alle nötigen Einstellmöglichkeiten wie z.B. die Sägeaggregate der Durchlaufsägen, die Formatmotoren an den Doppelendprofilern und auch des Handlings sind mit Servoachsen ausgestattet. Dies bietet nicht nur für das Einrüsten erhebliche Vorteile, sondern auch für die Qualitätskontrolle während der Produktion.
Qualitätsprüfung und Produktion laufen Hand in Hand
Die profilierten Werkstücke werden während der laufenden Produktion an einem „offline Messtisch“ via 3D-Kameras automatisch geprüft. Dies geschieht getrennt von der eigentlichen Linie. Hierzu werden stichprobenartig Werkstücke mittels Roboter aus der Produktion entnommen. Möglich ist z.B. die Vermessung der Längs-, Querprofile, der Werkstücklänge sowie der Werkstückbreite. Abweichungen vom Idealprofil, die außerhalb der Toleranz liegen, werden zeitnah ohne Produktionsstopp erkannt. Somit kann entsprechend frühzeitig entgegengewirkt werden. Die 3D-Kameras bieten eine hochauflösende Möglichkeit, das Profil bis ins Detail zu prüfen. Dieser Prüfungsvorgang dauert pro Werkstück ca. 1 Minute. Wenn es Abweichungen gibt, werden die Korrekturwerte vom Messtisch an die Doppelendprofiler übertagen und die Position der Aggregate korrigiert. Hierbei wird die Anlage kurzfristig „leergefahren“, um die Einstellungen vornehmen zu können.
Der Anspruch, die Qualität der produzierten Paneele konstant auf höchstem Niveau zu halten, hat sich vom Prozess her vereinfacht und deutlich beschleunigt. Profilwechsel erfolgen in kürzester Zeit, die bisher mehrere Stunden in Anspruch genommen haben. Korrekturen oder Formatänderungen können von ungefähr einer halben Stunde auf wenige Minuten reduziert werden. Menschliche Einstellfehler können somit reduziert werden, Ausschuss wird vermieden, die Rüstzeiten verringert, Produktionszeit gekürzt und Kosten werden nachhaltig gespart.
Hierbei entfaltet sich das komplette Potential der Anlage und der extrem hohe Automatisierungsgrad zahlt sich zu 100% aus. Eine gleichbleibende Produktionsqualität ist somit sichergestellt. Menschliche Qualitätsbeurteilungen die nicht selten individuell ausfallen, sind während des Rüstens oder der Anpassung bei Korrekturen mit dieser Lösung ausgeschlossen. Rüstzeiten und somit Maschinenstillstände werden auf ein Minimum reduziert.
Automatische Lackierung – schnell und flexibel
Nicht selten gehört zu einer Laminat Produktionslinie auch eine Fasenlackierung. Dies wird erforderlich da im Zuge der Produktion die Längs- und oder Stirnkanten der Paneele mit einer Fase versehen werden. Hierbei werden die Kanten bei der Profilherstellung leicht angeschrägt. Das Erzeugen der Fase bring zwangsläufig ein Entfernen der obersten Nutzschicht des Laminats (des Overlays), in diesem Bereich mit sich. Um die Oberfläche der Paneele wieder strapazierfähig und feuchtigkeitsbeständig zu machen, ist eine Versiegelung der Fläche im Bereich der Fase erforderlich. Für diesen Fall durchlaufen die Paneele im Zuge der Produktion eine Minifasen-Lackierung, die auf dem Doppelendprofilern integriert ist.
Der Lack wird mittels einer Transferscheibe auf die Fase der Paneele aufgetragen. So ist sichergestellt, dass die Fase voll benetzt ist und eine Überlackierung auf die Flächen wird vermieden.
Alle Lackauftragsgeräte der kompletten Anlage sind an einer zentralen Farbversorgung angeschlossen. Die Lackvorräte werden räumlich getrennt von der Produktion in einem klimatisierten, staubfreien Raum gelagert.
Um kleine Losgrößen flexibel herstellen zu können, ist auch hier Schnelligkeit und Anpassungsfähigkeit gefordert. Wechselnde Dekore erfordern wechselnde Farben bei der Faselackierung. Ob wiederkehrende Farben oder Sonderfarben, ein Wechsel kann immer in wenigen Minuten erfolgen. Bei konventionellen Anlagen ist der Farbwechsel mit hohem Aufwand und entsprechendem Produktionsstilltand verbunden. Auch hier besticht der hohe Automatisierungsgrad der Aggregate und die innovative Lackversorgung, durch dessen Wirtschaftlichkeit Maschinenstillstände reduziert werden.



