-
![]()
Do specjalnych wykrojów poza robotami piłowymi stosowane są półautomatyczne piły do przycinania płyt, np. SAWTEQ B-300 (dotychczas: HPP 300 ProfiLine). -
![]()
Obie piły do przycinania płyt są ładowane za pomocą poprzecznicy z magazynu powierzchni. -
![]()
Po rozkroju elementy przechodzą do pierwszego magazynu sortującego Systraplan. -
![]()
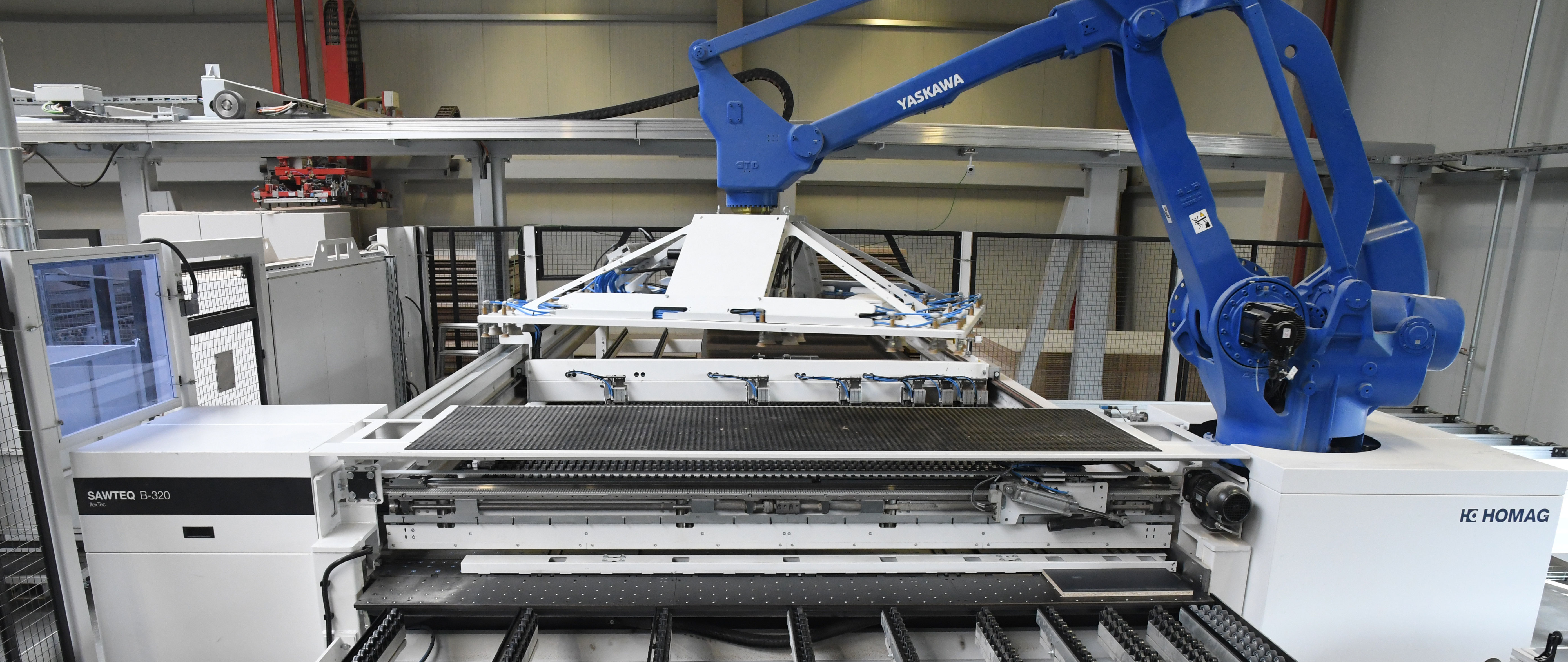
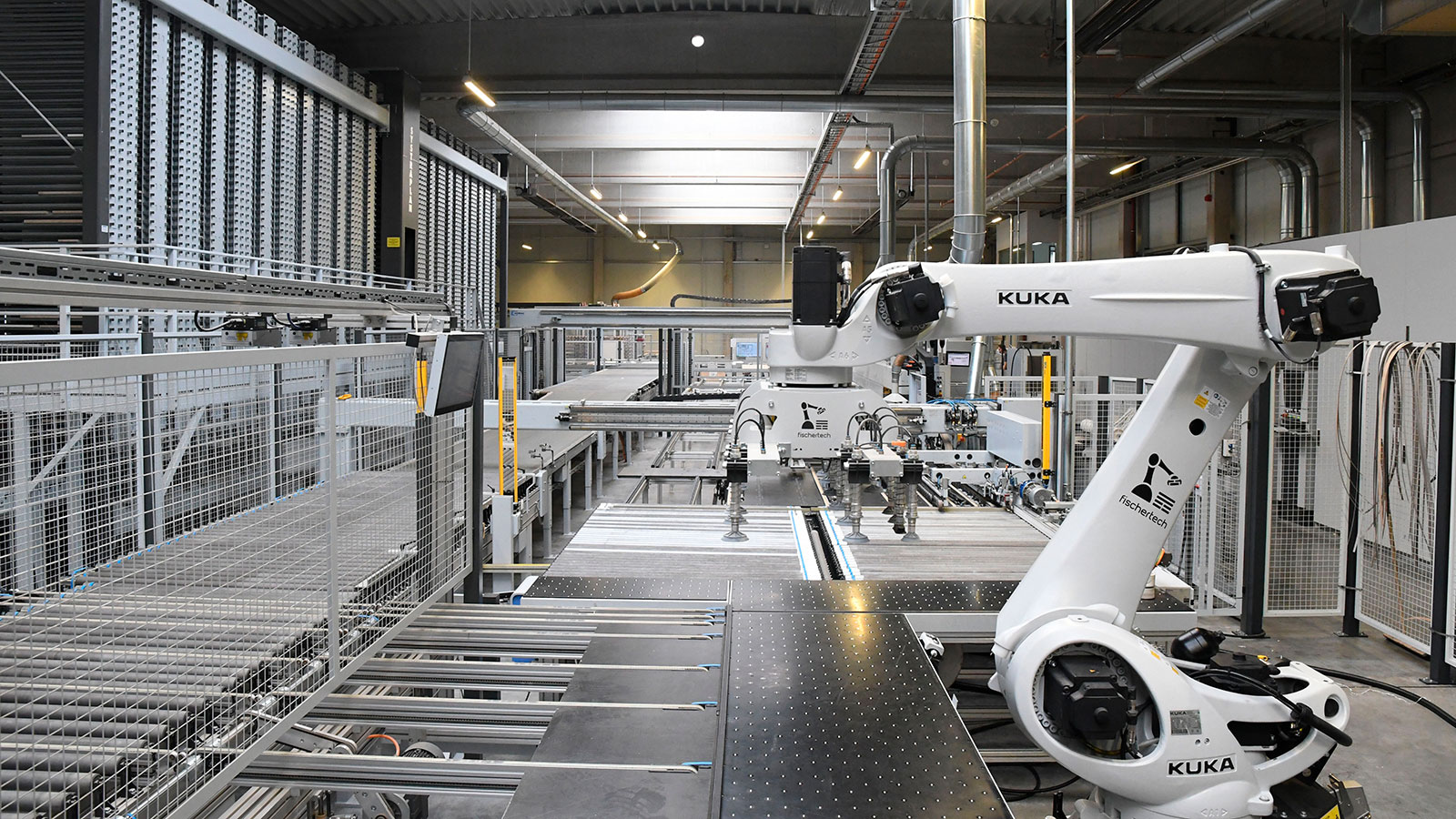
Oklejanie obrzeży w obiegu jest zautomatyzowane za pomocą dwóch robotów na wlocie i wylocie.



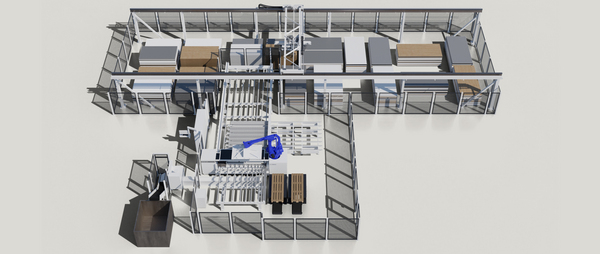
Głównym obszarem działalności przedsiębiorstwa horatec jest produkcja gotowych elementów dla stolarni, począwszy od rozkroju, poprzez oklejanie, aż po wiercenie i frezowanie. Podstawowym elementem dwóch automatycznych linii do produkcji pojedynczych elementów w Hövelhof jest pilarka SAWTEQ B-320 flexTec firmy HOMAG z robotem.
Gdy Wolfgang Thorwesten tworzył firmę horatatec 25 lat temu, świat branży stolarskiej wyglądał zupełnie inaczej. „Znacznie więcej było dużych przedsiębiorstw. Jasne było również, że stolarz nie kupuje elementów, lecz jako rzemieślnik sam je wykonuje”, opowiada właściciel. „W ciągu ostatnich dziesięciu lat sytuacja uległa zasadniczej zmianie. Nie tylko fakt, że liczba pracowników w przedsiębiorstwach znacznie się zmniejszyła, ale przede wszystkim myślenie jest dziś inne”. Pracownicy są jedną z przyczyn: „Nasi klienci mają trudności ze znalezieniem wykwalifikowanych pracowników”, ale również dostępna jest coraz większa różnorodność materiałów: „Jeśli przyjrzymy się temu obszarowi, to istnieją materiały, które można poddać obróbce wysokiej jakości wyłącznie przy użyciu specjalnych maszyn i procesów”. Stolarz, który nie może sobie pozwolić na odpowiednie inwestycje, ma w dzisiejszych czasach ciężko. Trzecią kwestią jest cyfryzacja. Nie każdy stolarz jest w stanie poradzić sobie z ogromnym postępem w tej sferze działalności. „Nam, jako horatec, udało się osiągnąć dużą przewagę w automatyce, a dzięki temu nasze procesy zostały tak uproszczone, że przynosi to znaczące skutki gospodarcze” – mówi Thorwesten. Ostatecznie zmiany te przyczyniły się do widocznego rozwoju przedsiębiorstwa i podobnych dostawców.
Generacja stolarzy
Mimo wyzwań, z jakimi zmaga się również Thorwesten, perspektywy dla tej branży są obiecujące. Niektórzy stolarze muszą jednak dokładnie ocenić, co będą w przyszłości wykonywali sami, a co ewentualnie będą kupowali. W końcu zakres produktów jest obecnie bardzo złożony. Stolarz, który jeszcze przed 30 laty mógł wszystko sam wytwarzać, często w międzyczasie musiał się wyspecjalizować w zakresie maszyn i wiedzy technicznej. „Dla wielu tradycyjnych stolarni inwestycja nie jest zbyt duża, aby osiągnąć wysoką jakość, jaką my dostarczamy, po równie atrakcyjnej cenie” zapewnia Thorwesten. W związku z tym firma jednoosobowa należy dziś do klientów horatec, podobnie jak prężne przedsiębiorstwo zatrudniające 20 pracowników. A podczas gdy firmy jednoosobowe często korzystają z usług w całym zakresie, to większe zakłady raczej kompensują swoje szczyty zleceń. Do tego dochodzą jeszcze przedsiębiorstwa, które nie decydują się na dostępne inwestycje zastępcze, lecz zmieniają swoją koncepcję i oczekują natychmiastowego dostarczenia części.
Zakres usług
W związku z tym horatec od dawna zajmował się optymalizacją interfejsów dla stolarzy. „Na przykład za pomocą rozwiązań w zakresie planowania lub sprzedaży”, wyjaśnia Thorwesten. „Przykładowo zapewniamy zgodność i bezpieczeństwo podczas konfiguracji szafy poprzez jej całkowite dostosowanie do wysokich oczekiwań pod względem indywidualnych wymogów i jakości oraz przyjęcie odpowiedzialności za prawidłowość wszystkich części i okuć. Jednocześnie stolarz dzięki naszym narzędziom online i rozwiązaniu planowania offline może w pełni planować również w pomieszczeniu”.
Podstawą wszystkich osiągnięć horatec jest cała kolekcja Egger, która razem z całym asortymentem obrzeży jest na magazynie. Poczynając od 8 płyt, asortyment sięga ponad 19 materiałów korpusu i frontów aż po 25 płyt. Dostępne są również grubości specjalne, jak 22 mm, lub fornirowane płyty w pięciu rodzajach drewna. I oczywiście powierzchnie lakierowane. Ponieważ stolarz oczekuje pełnego spektrum, asortyment obejmuje także szuflady i okucia. „Paleta, którą oferujemy, jest ogromna” stwierdza Thorwesten. „W ten sposób stolarz dostaje wszystko z jednej ręki”.
Działalność przy niewielkiej liczbie pracowników
Horatec to producent z przewagą wielkości partii 1, który jest całkowicie połączony z siecią. „W naszym przypadku średnia liczba sztuk na produkcję wynosi 1,7” informuje właściciel. „W tym kontekście nie można również myśleć o artykułach, ponieważ żadna część nie powtarza się. Każdy przekazuje swoje własne dane do indywidualnej obróbki”. Przy tym produkcja rozpoczyna się i kończy, jeśli takie są potrzeby, we własnym zakładzie. „Dostarczamy gotowe partie do Egger do Brilon, gdzie nasze produkty są rozprowadzane do sprzedawców w krajach niemieckojęzycznych. Termin dostawy stanowi również punkt wyjścia dla wszystkich naszych planów. W drodze powrotnej, zabieramy materiały do naszych trzech lokalnych zakładów. Następnie produkt trafia do magazynu i stamtąd do produkcji”.
Podczas gdy artykuły B i C są odkładane w magazynach blokowych lub powierzchniowych, najczęściej stosowane formaty przechodzą bezpośrednio do produkcji. „Od momentu, gdy operator wózka widłowego odkłada pakiet, kolejne etapy odbywają się w zasadzie bez udziału człowieka” – podkreśla Thorwesten. Za pomocą portalu płyty są wyprowadzane z magazynu powierzchniowego do pojedynczego cięcia. W otoczeniu pił horatec określił sześć miejsc na linię produkcyjną, do których reszty są automatycznie zawracane i wprowadzane. W przypadku kolejnych cięć reszty te są zawsze używane w pierwszej kolejności. Podczas cięcia na każdej linii produkcyjnej w Hövelhof równolegle stosuje się robota piłowego SAWTEQ B-320 flexTec i półautomatyczną piłę HOMAG, np. SAWTEQ B-300 (wcześniej: HPP 300), przy czym robot piłowy wykonuje prawie cały rozkrój. Półautomatyczna piła wykonuje tylko docięcia powtórne lub opakowaniowe. Po rozkroju części, które są również etykietowane, są wprowadzane do pierwszego bufora sortowania, aby przejść tutaj do maszyny oklejania EDGETEQ S-800 (dotychczas: KFR 610) firmy HOMAG, która pracuje w obiegu oraz na wlocie i wylocie z wykorzystaniem odpowiednio po jednym robocie. Po oklejeniu obrzeży elementy przechodzą do drugiego bufora sortowania, a na koniec do komórki wiercenia, składającej się z centrum obróbkowego CENTATEQ E-500 (dotychczas: BMG 511) i leżącej wiertarki przelotowej DRILLTEQ H-600 (dotychczas BHX 500) firmy HOMAG. „Zasadniczo od magazynu płyt przez SAWTEQ aż do komórki wiercenia wszystko przebiega bez udziału człowieka” podkreśla Thorwesten. „W najlepszym przypadku pracownik dopiero umieszcza część w opakowaniu”. Oznacza to produkcję na trzy zmiany zaledwie z pięcioma pracownikami i jednym kierownikiem produkcji na zmianę. Sterowanie odbywa się za pomocą samodzielnie opracowanych systemów ERP i PPS oraz systemu kierowania produkcją 3Tec.
Coś zupełnie nowego
W przeszłości w horatec pracowano podczas wykroju z wykorzystaniem dwóch półautomatycznych pił HOMAG, z których każda wykonywała 500 elementów w czasie jednej zmiany. Piły pracowały na dwie zmiany przy obsłudze czterech pracowników. Jednak po tym, jak produkcja w Hövelhof została zasadniczo zautomatyzowana, brakowało także iskry postępu w fazie wykroju. Pomysł powstał w 2016 roku po targach związanych z techniką przycinania płyt organizowanych przez firmę HOMAG. „Zobaczyłem robota flexTec i od razu go kupiłem” mówi Thorwesten. „W przeciwieństwie do półautomatycznych pił, które przez wiele lat ewoluowały, robot piłowy był zupełnie czymś nowym, choćby ze względu na automatyzację. Ponadto robot piłowy wyróżnia się elastycznością – zarówno przy standardowym projekcie układu komórki wykrojów, aby móc dostosować ją do warunków produkcji, jak i w przypadku samego cięcia, w którym liczba cięć jest zasadniczo nieograniczona”. Szybko nastąpiło podsumowanie ROI, w którym właściciel porównał dwie półautomatyczne piły z robotem flexTec – przede wszystkim pod kątem braku wykwalifikowanej siły roboczej, kosztów wyspecjalizowanego personelu i nocnej zmiany, która miała zostać wkrótce wdrożona. „Decyzja została już podjęta”.
Myślenie o partiach w zakresie 1000 sztuk
Obecnie w horatec każdy pracownik wewnętrzny w dziale sprzedaży ma swobodę w realizacji projektów. Następnie właściwości elementów, około 150 cech, wchodzą do bazy danych. W samodzielnie opracowanym systemie PPS zarządzający produkcją sortują najpierw według daty załadunku i filtrują materiał w taki sposób, że tworzone są rodziny części, które reprezentują określoną wydajność zmianową. Po tym jak pozycje są gotowe, Ardis optymalizuje plany rozkroju i przekazuje dane produkcyjne do magazynu i piły. Horatec myśli w odniesieniu do wszystkich tych elementów w partii 1000 sztuk, do których przekazywane są wszystkie informacje: Po opuszczeniu piły do przycinania płyt każdy element jest etykietowany w trakcie przebiegu, dzięki czemu kod kreskowy zawiera najważniejsze dane o obróbce i dostępna jest cała historia.
Podczas rozkroju SAWTEQ B-320 flexTec przekonuje także osiąganymi rezultatami, tak twierdzi Thorwesten. Pokazuje to na pierwszym planie dostępność: 95 + X% oblicza właściciel. „Ale również precyzja i jakość są bardzo wysokie” – mówi. „Często dokładność nie jest dla nas tak istotna, ponieważ jeszcze wykonujemy formatowanie, ale czasami mamy też pewne elementy, które są cięte na wymiar gotowy. Precyzja piły jest tu dowodem”. Decydującym kryterium dla horatec była ponadto wydajność, którą firma HOMAG przedstawiła na podstawie przejrzystej symulacji dostosowanej do wymogów klienta. „Mam 1000 części, które można bez problemu dociąć za pomocą robota flexTec i dostarczyć jako pojedyncze części. W przypadku maksymalnego zastosowania, które według firmy HOMAG wynosi 1500 części na zmianę, mamy jeszcze znaczne rezerwy, abyśmy mogli nadrobić ewentualne poślizgi w produkcji” mówi Thorwesten. Jasno stwierdza: „Dla naszych potrzeb jest to najlepsza dostępna maszyna” również dzięki równomiernej wydajności – mimo że produkcja w Hövelhof ma charakter ciągły – oraz jest nastawiona konsekwentnie na separowanie, podczas którego robot doprowadza poszczególne elementy w kierunku produkcji.
Trochę historii
Od niemal 20 lat projekty realizowane są wspólnie przez firmy horatec i HOMAG. W tym czasie odbyło się wiele procesów, przy czym podstawę stanowią zawsze maszyny standardowe o tej samej strukturze danych. Na przykład obecnie przedsiębiorstwo belgijskie na licencji firmy horatec tworzy nową linię produkcyjną. Również w tym przypadku stosowane są równolegle SAWTEQ B-320 flexTec i półautomatyczna piła do przycinania płyt. „W takich przypadkach zawsze zamawiamy w firmie HOMAG te same urządzenia i wykorzystujemy sprawdzoną technologię”, opisuje Thorwesten. Budowa linii rozpocznie się w marcu 2022 r. We wrześniu ma ruszyć produkcja: w pełni połączona, w całości w sieci, o wielkość partii 1, z docinaniem za pomocą robota piłowego SAWTEQ B-320 flexTec.
„Robot piłowy wyróżnia się elastycznością – zarówno w standardowym układzie komórki wykrojów, aby dostosować ją do warunków produkcji, jak i w przypadku samego cięcia, w którym liczba cięć wtórnych jest zasadniczo nieograniczona.”Wolfgang Thorwesten, horatec GmbH
Poznaj opinie innych

To może Cię również zainteresować
-
![]()
Pilarka panelowa SAWTEQ S-320 flexTec
Indywidualny rozkrój, w pełni zautomatyzowany proces produkcji, późniejsze cięcia bez limitu. To idealne rozwiązanie do produkcji pojedynczych elementów.