Variantenkonfiguration in der Küchenindustrie
Wenn ein Kunde heute seine individuelle Traumküche bestellen will, kann er sie schnell und einfach am POS gestalten. Welche Prozesse nach dem Auftragseingang in die Fertigung führen und seinen Traum zur Wirklichkeit werden lassen, bleibt ihm in der Regel verborgen. Der Küchenmöbelhersteller hingegen kennt die Abläufe, die nötig sind, um den Kundenwunsch umzusetzen. Eine wichtige Rolle spielt die Variantenkonfiguration. Adrian Fried von SCHULER Consulting erläutert in seinem Beitrag für das HK Magazin, was es dabei zu beachten gilt.
-
![Variantenkonfiguration in der Küchenindustrie: Die Produktionsdatenaufbereitung]()
-
![Variantenkonfiguration in der Küchenindustrie]()
Um der Komplexität der Küchenmöbelfertigung gerecht zu werden, gilt die Variantenkonfiguration als bestimmendes Werkzeug zur Informationsgenerierung. -
![Variantenkonfiguration in der Küchenindustrie: Die Stammdaten]()
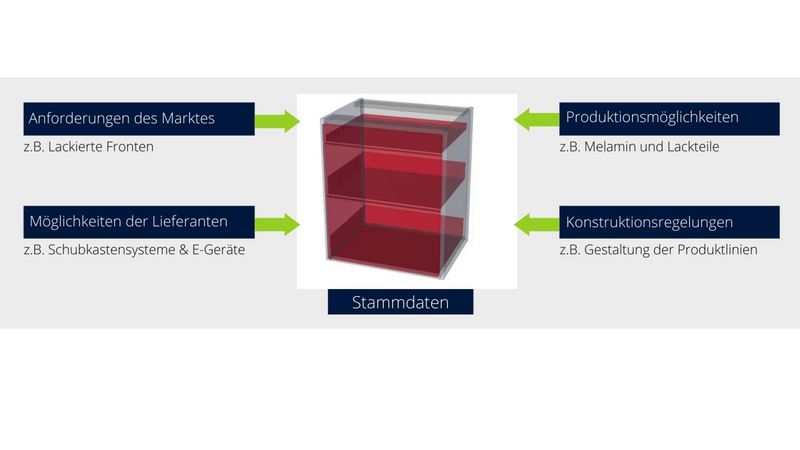
Die Grundlage für die Variantenkonfiguration sind Stammdaten und Produktkataloge. -
![Variantenkonfiguration in der Küchenindustrie: Die Stammdaten]()
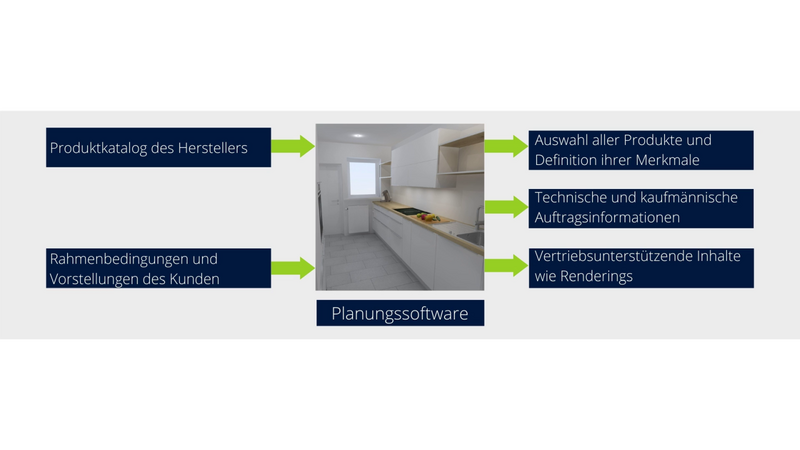
Mit der Planungssoftware wird die Küche eines Kunden visuell dargestellt. Das bietet dem Kunden Planungssicherheit und unterstützt den Vertriebsprozess. -
![Variantenkonfiguration in der Küchenindustrie: Der Variantenkonfigurator]()
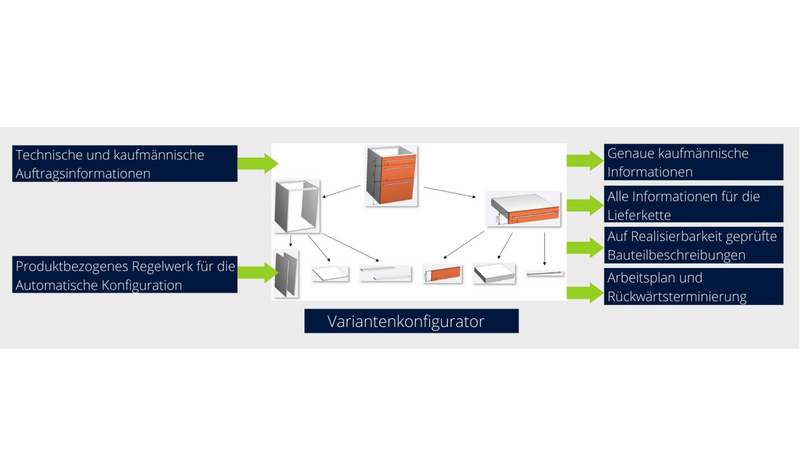
Der Variantenkonfigurator beim Hersteller prüft die technischen und kaufmännischen Auftragsdaten. -
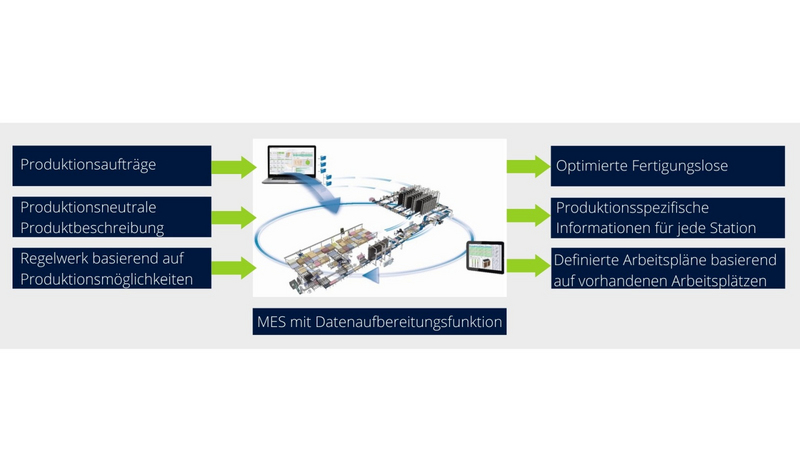
![Variantenkonfiguration in der Küchenindustrie: Die Produktionsdatenaufbereitung]()
Der erste Schritt in der Produktionsdatenaufbereitung liegt im Import der Daten mit erneuter Validierung der Qualität für die Produktion.

Vom Kundenauftrag bis in die Produktion
Der gesellschaftliche Megatrend zur Individualisierung kehrt mittlerweile in alle Lebensbereiche ein. Immer mehr Menschen möchten ihren persönlichen Geschmack in ihren eigenen vier Wänden zum Ausdruck bringen. Ob ein Produkt ihre individuellen Wünsche nach Funktion und Optik erfüllen kann, beeinflusst ihr Kaufverhalten dabei maßgeblich. Dieser Trend am Markt findet sich so auch schon länger in der Küchenindustrie wieder, die diesen Bedarf an Variation durch eine hochflexible Konfiguration deckt.
Ist für den Endverbraucher diese Varianz meist leicht zu erkennen, eine gefühlte Selbstverständlichkeit und nur einen Klick im Küchenstudio entfernt, liegt in der Regel die Komplexität in der wirtschaftlichen Organisation, Produktion, Logistik und Montage. Um dieser Komplexität gerecht zu werden, gilt die Variantenkonfiguration als bestimmendes Werkzeug zur Informationsgenerierung und somit als Grundlage für effiziente digitale Prozesse.
Sie übernimmt dabei die Aufgabe vordefinierte standardisierte Produkte mit allen notwendigen Merkmalen zu belegen, die den Kunden- und Informationsbedarf beim Hersteller decken. Über ein im Hintergrund laufendes Regelwerk lassen sich jegliche Randbedingungen einpflegen. Dies ermöglicht, dass alle Informationsempfänger die für sie relevanten Daten erhalten. Ist die Konfiguration einmal vollständig und fehlerfrei, ist die Grundlage eines minimalen, aber gezielten menschlichen Eingreifens bei hoher Automatisierung gelegt.
Küchenindustrie
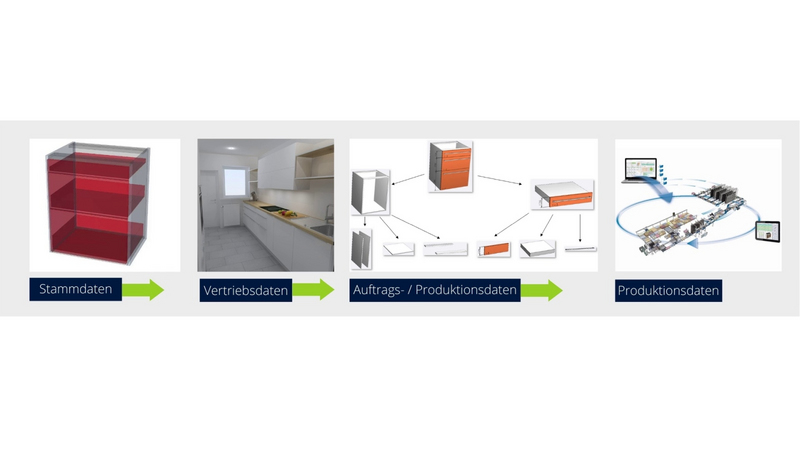
In der Küchenindustrie werden für die Variantenkonfiguration vier Bausteine benötigt: Die kundenneutralen Stammdaten bzw. Produktkataloge, die Point-of-Sales-Software für kundenspezifische Informationen, den Variantenkonfigurator im Unternehmen sowie die Produktionsplanung und -steuerung zur Generierung aller produktionsrelevanten Merkmale. Grundlage sind Stammdaten und Produktkataloge. Zwar ist die grundlegende These, dass der Kunde sich nach kompletter Individualisierung sehnt, doch gilt es für eine wirtschaftliche industrielle Produktion Spielregeln zu setzen. Diese dienen nicht nur als Leitfaden für den Kunden und als Differenzierung am Markt, sondern stellen auch sicher, dass die Produktion einen auf ihre Flexibilität zugeschnittenen Auftragseingang erhält. Zusätzlich unterstützt ein schlankes, systematisch durchdachtes Portfolio an Basisprodukten und Merkmalsausprägungen die Datenpflege.
Planungssoftware
Die Planungssoftware führt den ersten von bis zu drei Schritten für eine vollumfängliche Konfiguration durch und dient hauptsächlich der Befriedigung des Kundenbedürfnisses: Einer optischen Darstellung seiner Traumküche. Grundlage und Rahmenbedingung sind hierfür die Produktkataloge des Herstellers, die genaue räumliche Situation beim Kunden sowie dessen Geschmack und Anforderungen an eine Küche.
Konfiguration
Die Konfiguration auf dieser Ebene arbeitet mit wenig technischen Details und reduziert sich auf die für den Kunden wahrnehmbare Varianz. Diese ist in der Regel durch Schranktypen, Frontgestaltung, Farbe, Oberfläche, E-Geräte und Griffe definiert und bestimmen dementsprechend den Angebotspreis. Merkmale, die eventuell nicht erfasst werden können, wie zum Beispiel Griffe an Blenden müssen per Kommentar im Produkt an den Hersteller weitergereicht werden. Es ist durch diese Merkmalsausprägung jedoch möglich, alle für den Verkauf notwendigen Informationen zu sammeln und vertriebsunterstützende Grafiken wie Renderings der geplanten Küche zu erstellen. Ist der Auftrag angenommen, werden die Daten an den Hersteller übergeben. Die zweite Stufe der Variantenkonfiguration hat das Ziel, den Informationsbedarf des Herstellers zu decken und liefert die branchenspezifischen Informationen an das meist branchenneutralen ERP System. Es gilt, aus den eher spärlichen Daten des Vertriebs verlässliche Detailinformationen auf Bauteilebene für unterschiedlichste Unternehmensbereiche zu erstellen.
Variantenkonfigurator
Der Variantenkonfigurator beim Hersteller arbeitet hierbei in zwei Schritten: Wird im ersten Schritt der Kundenauftrag importiert, werden diese Daten auf Vollständigkeit oder Abweichungen, wie zum Beispiel Kommentare in Positionen geprüft. So soll die Datenqualität für die automatische Stücklistenauflösung und Besetzung aller weiteren, für das Unternehmen relevanten, Merkmale sichergestellt werden. Hierfür sollten alle Produkte nicht nur als Datensatz vorliegen, sondern auch grafisch neu aufgebaut werden. Dies ermöglicht es, Kollisionstests durchzuführen, Anordnungsfehler zu vermeiden sowie Langteile wie Arbeitsplatten und Sockel korrekt und fehlerfrei zu planen.
Ist diese Sicherheit gegeben, findet der zweite Schritt, die Stücklistenexplosion der Produkte bis zur Bauteilebene statt. Wie in der Planungssoftware wird dies durch die Stammdaten und ein im Konfigurator hinterlegtes Regelwerk unterstützt. Als Resultat sollten produktionsneutrale Produkt- und Bauteilbeschreibungen als Datensatz, Grafik und neutralem CNC Programm zur Verfügung stehen. Durch diese Datensätze lassen sich die weiteren Unternehmensfunktionen durchführen. Beispielhaft zu nennen ist die grobe Kapazitätsplanung, ein übergeordneter Arbeitsplan, die Rückwärtsterminierung der Produktion sowie der Materialbedarf. Das ERP System übernimmt diese Datensätze und kann merkmalbasiert die genaueren planerischen Aktivitäten durchführen.
Die dritte Konfigurationsstufe ist in der Küchenindustrie produktionsbezogen und in den branchenspezifischen MES Systemen beheimatet. Die automatische Konfiguration bei Auftragsimport aus dem ERP-System hat das Ziel, sämtliche für die Produktionsdurchsetzung notwendigen Informationen zu erzeugen. Es arbeitet im Hintergrund wieder ein individuelles Regelwerk, das aus den Merkmalen der Produktbeschreibung die notwendigen Produktionsinformationen konfiguriert. Besitzt ein Unternehmen unterschiedliche Werke, werden somit nur bei Auftragsvergabe die notwendigen Informationen für das jeweilige Werk erzeugt.
Produktionsdatenaufbereitung
Der erste Schritt in der Produktionsdatenaufbereitung liegt im Import der Daten mit erneuter Validierung der Qualität für die Produktion. Treten Fehler auf, sollte immer der gesamte Kundenauftrag rückgemeldet und gesperrt werden, sodass man vermeiden kann unfertige Aufträge in der Produktion zu haben. Ist der Auftrag fertig und fehlerfrei importiert, werden die Produktionsdaten erzeugt. Dabei handelt es sich um die drei Kategorien:
- Prozesswerte,
- Maschinendaten und
- notwendige Automatisierungsinformationen.
All diese Daten werden jeweils für alle Bauteile, Baugruppen, Produkte und Aufträge generiert.
Unter Prozesswerten versteht man zum Beispiel die konkreten Arbeitspläne und die Feinplanung – das heißt, die Terminierung der Produktion. Bei den Maschinendaten handelt es sich um Zuschnittsdimensionen für Sägen, Makros für die Kantenanleimmaschinen oder auch Informationen für Losgröße-1-Anlagen. Die Automatisierungsdaten wiederum beinhalten hauptsächlich Geometriedaten und Materialeigenschaften um Beschickungsportale, Roboter und Sortierspeicher mit allen benötigten Informationen zu versorgen, die einen reibungslosen Ablauf ermöglichen.
Hat ein Unternehmen das Ziel, die Informationsqualität in einem Bereich zu verbessern oder ein existierendes Altsystem zu ersetzen, sollte in der Analyse unbedingt die gesamte Informationskette vom Auftragseingang bis in die Produktion betrachtet werden. Hierdurch wird eine reibungslose Integration neuer Elemente wie zum Beispiel ein MES (Manufacturing Execution System) im Gesamtsystem ermöglicht. Handelt es sich bei solchen Projekten um einmalige Angelegenheiten, die über einen längeren Zeitraum immer wieder anfallen, kann es für das Unternehmen hilfreich sein, einen erfahrenen Dienstleister in die Arbeit zu integrieren. Dieser kann die Qualität und Geschwindigkeit des Verbesserungsprozesses erhöhen, indem er gezielt die existierenden Strukturen hinterfragt. Hier können Unternehmen nicht nur von dem Fachwissen des Experten profitieren, sondern auch von einer strukturierten Umsetzung der Optimierungsmaßnahmen, die gemeinsam mit den Mitarbeitern vor Ort gestaltet werden.
Bild und Text: Adrian Fried, SCHULER Consulting GmbH
So produzieren Ihre Kollegen


