-
![]()
Rolf Rissel Objekteinrichtungen GmbH erarbeitet komplette Konzepte für Apotheken, mit welchen der Spandauer Betrieb auf Emotionen zielt. -
![]()
Eine Plattenaufteilsäge SAWTEQ B-300 sorgt heute für Schlagkraft beim Zuschnitt. -
![]()
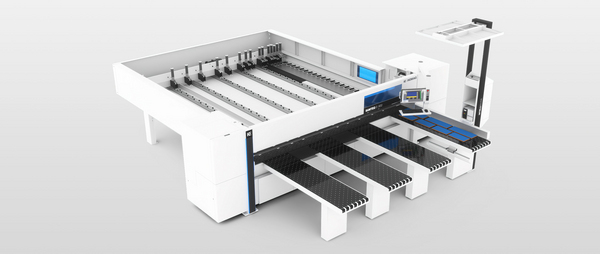
Fast 1000 Platten kann Rolf Rissel in das Flächenlager STORETEQ S-200 einlagern. -
![]()
Die Saugtraverse ST 61 handhabt beschichtete Platten ab 8 mm Dicke sowie Rohplatten ab 12 mm -
![]()
Gut zugänglich: der Einlagerplatz des Flächenlagers.





Säge-Lager-Kombinationen bieten Anwendern eine Reihe von Vorteilen: Durchsatz, Qualität, Ergonomie, Transparenz und Ausnutzungsgrad beim Material sind nur einige davon. Für Rolf Rissel Objekteinrichtungen GmbH in Berlin ist es seit Inbetriebnahme einer HOMAG-Anlage vor allem ein Aspekt: der neue Takt der Produktion.
Die Apothekenlandschaft verändert sich. Und das seit Jahren. Während es 2010 in Deutschland noch über 21000 Apotheken gab, sind es heute 18000. Experten erwarten, dass diese Zahl in den nächsten Jahren weiter auf 15000 zurückgehen wird. Gründe dafür gibt es mehrere. Einer mag die Einführung des E-Rezeptes und der Online-Handel sein. In jedem Fall sind die Betreiber von Präsenz-Apotheken aufgefordert, ihre Geschäftsmodelle auf den Prüfstand zu stellen. Nicht grundsätzlich, aber im Sinne von Merkmalen, die den Unterschied machen können.
Emotion im Mittelpunkt
Die Firma Rolf Rissel aus Berlin begleitet Apotheken auf diesem Weg. Mehr noch, der Objekteinrichter gestaltet ihn. Denn der Spandauer Betrieb entwirft komplette Konzepte, die das Unternehmen auch vollständig umsetzt. Eine Reihe von Innenarchitekten, Designer, Holzingenieure, Tischlermeister sind verantwortlich, dass Kunden auf Wunsch bis zur Logoentwicklung und Außenwerbung bedient werden können: Komplettleistung mit individuellem Anspruch, für die Rissel Ideengeber und umsetzendes Unternehmen in einem ist. „Emotionen“, betont Geschäftsführer und Inhaber Karl Löffl, „individuell in Holz, Glas und Metall umgesetzt, stehen dabei im Mittelpunkt.“
Gegründet wurde Rolf Rissel Objekteinrichtungen 2003 aus einer Vorgängerfirma heraus. 2007 ging der Betrieb dann aus dem Berliner Umland nach Spandau. Ein maßgeblicher Schritt für den Objekteinrichter, der nun umfassend angebunden war: Autobahn, ICE-Trasse, Busse, U- und S-Bahn. Kunden aus Hamburg, Frankfurt oder München kommen seither bequem ins Haus. „Zudem ist Berlin attraktiv“, so Löffl. „Vor allem aber können wir unsere Produkte und unsere Fertigung zum Anfassen präsentieren.“
Es gut machen
Ausgerichtet ist Rissel schwerpunktmäßig auf den Gesundheitsbereich. Schon der Vorgängerbetrieb hatte sich auf Apotheken spezialisiert, hielt aber die Vertriebsstrukturen aus Kapazitätsgründen sehr klein. „Wir haben das geändert und den Vertrieb gestärkt.“ Inzwischen erntet man: Während früher neben Apotheken ein bis zwei Arztpraxen im Jahr ausgebaut wurde, sind es mittlerweile zehn bis zwölf. „Auch im Klinikbereich fassen wir immer mehr Fuß und richten Patientenzimmer oder Labore ein. Selbst für die Charité waren wir schon tätig.“ Eine zunehmende Rolle spielt zudem der Privatbereich, sodass Rissel heute vier Standbeine zählt: Apotheken, Arztpraxen, Kliniken, Privatkunden. „Und alles, wo das Spezielle gefragt ist, wo man das Möbel nicht von der Stange holen kann“, ergänzt Löffl ist Nummer fünf. Wo man mit diesen Leistungen früher nur im Norden Deutschlands aktiv war, erschließt man sich mittlerweile das ganze Land. „Wenn wir es gut machen, werden wir für die Zukunft gut aufgestellt sein“, schaut der Inhaber nach vorn.
Schlagkraft holen
Gut aufgestellt hat sich Rissel kürzlich auch am Beginn der Fertigungskette: mit einer Säge-Lager-Kombination von HOMAG. Vorausgegangen war dem ein Besuch der Nürnberger Holz-Handwerk, wo man sich 2018 die Anlage im Detail angesehen hatte. „Damals wurden wir in Perfektion beraten, besser gehts nicht“, erinnert sich Löffl. Natürlich haben wir mit anderen Anbietern gesprochen und Angebote eingeholt. Wir waren auch nicht auf den günstigsten Preis fixiert, sondern auf Leistung und Vertrauen. Nachdem wir uns noch eine Firma angeschaut hatten, die diese Anlage bereits nutzte, war klar: Das müssen wir zusammen machen.“ Ohnehin gab es in der Zusammenarbeit mit HOMAG schon eine Historie: Seit 2016 arbeiten die Spandauer mit einer Kantenanleimmaschine samt Teilerückführung aus Schopfloch.
Nun also stand die neue Säge-Lager-Kombination auf der Agenda. „Auch davor hatten wir eine liegende Säge“, berichtet Löffl. „Über die Jahre war sie aber ungenau geworden. Außerdem war die Lagertechnik nicht mehr zeitgemäß. An manchen Tagen mussten wir per Stapler mehr umsetzen, als wir schneiden konnten. Wir wollten also Schlagkraft beim Lager und bei der Säge.“ „Schlagkraft“ hieß in diesem Fall konkret: ein automatisches Plattenlager für die Stapelung von 600 bis 1000 Platten, besserer Zugang für die Lkw-Anlieferung, automatische Rücklagerung ab einer bestimmten Plattengröße, „und ganz wichtig waren uns ein Restelager mit Verwaltung sowie strikte Ordnung.“
Für Einzelfertigung und kleinere Serien
Die Schlagkraft beim Plattenzuschnitt holte sich Rissel mit einer SAWTEQ B-300 ins Haus. „Als Basismodell der Baureihe 3 ist die Druckbalkensäge für die Losgröße-1-Fertigung und kleinere Serienproduktionen ausgelegt. Gleichzeitig ist sie konzipiert für das Schneiden von Einzelplatten und Plattenstapeln aus allen gängigen Werkstoffen, wofür sie mit 80 mm Sägeblattüberstand arbeitet“, berichtet Thomas Nesemeier, Vertriebsleiter Nord bei der HOMAG Group AG. Geschwindigkeiten von 130 m/min am Sägewagen und 90 m/min am Programmschieber ermöglichen hohe Produktivität bei den Aufteilprozessen. Die Basis ist ein Hauptsägemotor, der eine Leistung von 11 kW bereitstellt. Schneiden lassen sich mit der SAWTEQ B-300 bei Rissel Längen bis 3200 mm.
„Die Beschickung der Aufteilsäge erfolgt aus einem Flächenlager STORETEQ S-200“, so Nesemeier weiter. „Hier handhabt die Saugtraverse ST 61 beschichtete Platten ab einer Dicke von 8 mm sowie Rohplatten ab 12 mm. Mit einer Geschwindigkeit der Brücke von 60 m/min, des Fahrwagens von 80 m/min und des Hubantriebs von 30 m/min ist das Lager ausgelegt für Werkstücklängen von 2000 bis 4200 mm und Werkstückbreiten von 800 bis 2200 mm und kann somit an unterschiedlichste Materialien und Platzverhältnisse angepasst werden.“ Maximal lassen sich Platten bis 250 kg Gewicht mit der Traverse transportieren. Eine automatische Regulierung abhängig von der Größe der Platten sowie eine automatische Trennvorrichtung sorgen für das sichere Handling.
Arbeitsvorbereitung neu aufgesetzt
Die Inbetriebnahme der Anlage sowie die Schulung an der Bediensoftware CADmatic 5, der Zuschnittoptimierungssoftware Schnitt Profi(t) und der Lagersoftware woodStore erfolgten vor circa drei Monaten. Wenig später wurde mit einem externen Betreuer auch iX von imos eingeführt. Für das CAD/CAM-System gibt es seither zwei Hauptverantwortliche, weitere Mitarbeiter sollen in den nächsten Monaten geschult werden. Von HOMAG wurden in diesem Zuge die nötigen Schnittstellen konfiguriert und die Datenübergabe organisiert. Mittlerweile kann mit den Vorgaben aus imos zugeschnitten und etikettiert werden. Die Informationen, die mit den Teilen mitlaufen, sind die klassischen: Kunde, Kommission, Teilebezeichnung, Material und Maße, Bekantung. Umgesetzt hat HOMAG zudem die Barcodeerkennung an einem nachgeschalteten Bearbeitungszentrum. So können die Bauteile hier eingescannt und die aufgerufenen Programme abgearbeitet werden.
Ordentlich und transparent
Mit Blick auf die Effekte beim Plattenlager hebt Löffl heute vor allem einen Punkt hervor: „Ordnung, Ordnung und nochmals Ordnung.“ Nahezu 1000 Platten ließen sich einlagern, ohne dass Beschädigungen aufträten. Gelagert und verwaltet würde in gemischten Stapeln, in der freien Zeit sortiere das Lager die Platten vor. „Früher mussten wir stets einen Mitarbeiter abziehen, der per Stapler vorsortierte. So ließen sich nur wenige Platten pro Schicht schneiden, die restliche Zeit stand die Maschine“, berichtet Löffl. „Heute weiß der Mitarbeiter, was er nachmittags schneiden will und gibt dafür die Pläne ein. Dann beginnt das Lager mit dem Umstapeln. Wenn der Mitarbeiter kommt, gehts sofort los.“
Eine neue Struktur erhielt zwischenzeitlich auch die Logistik, weil Lagerregale frei wurden und auf drei Etagen bis zu 20 m lange Flächen zur Verfügung stehen. Die Plattenstapel werden heute einfach in den Einlagerungsbereich des Lagers gesetzt, das anschließend automatisch einlagert. Auch die Verwaltung der Plattenreste sei nun transparent: „Wir haben ein großes Restelager, ordentlich und übersichtlich, sogar mit eingebundenem Fluchtweg. Mit Suchen vertrödeln wir keine Zeit mehr.“
Alte Zöpfe abgeschnitten
Beim Zuschnitt wurde der Durchsatz mit der SAWTEQ B-300 fast verdoppelt. „Die Frage war: Wie geben wir das in der Fertigung weiter?“ Mit neuer Arbeitsorganisation, betont der Inhaber. Inzwischen schicken die Zeichner die früher handgeschriebenen Stücklisten direkt an die Maschine, sodass der Werkstattchef jetzt Zeit hat für die Koordinierung der Fertigung, die Qualitätskontrolle oder das Lösen anstehender Probleme. „Entscheidend ist allerdings, dass inzwischen die komplette Arbeitsvorbereitung aus iX kommt und das Lager die Aufträge steuert. Heute gibt das Lager den Takt vor“, betont Löffl. „Früher waren diese Takte ungleichmäßig. Heute ist die Schlagzahl vorgegeben.“ Um sie reibungslos an die nachgeordnete Fertigung weitergeben zu können, hat Rissel auch bei den Bearbeitungszentren für Durchschlagskraft gesorgt. Anfang Oktober ersetzte der Objekteinrichter ein älteres Bearbeitungszentrum, sodass heute zwei gleich starke Maschinen den Rhythmus in Richtung Bankraum fortsetzen. „Durch den Takt der Lager-Säge-Kombination und den neuen Produktionsdurchlauf haben wir keine Chance mehr, nach alten Mustern zu arbeiten“, ist sich Löffl sicher. Man sei, wenn man so will, mit neuem Rhythmus gut für den Gesundheitsbereich aufgestellt.
„Heute weiß der Mitarbeiter, was er nachmittags schneiden will und gibt dafür die Pläne ein. Dann beginnt das Lager mit dem Umstapeln. Wenn der Mitarbeiter kommt, gehts sofort los.“Karl Löffl, geschäftsführender Gesellschafter der Rolf Rissel Objekteinrichtungen GmbH
Das könnte Sie auch interessieren
-
![]()
Flächenlager STORETEQ P-310|P-510 und P-320|P-520
Optimale und ressourcenschonende Lagerfläche
Transparent verwaltete Lagerbestände auf kleinstem Raum
Hocheffiziente und intelligente Logistik
-
![]()
Plattenaufteilsäge SAWTEQ S-300
Höchste Einsatzvielfalt dank individueller Ausstattungen
Perfekt für vernetzte Produktionsprozesse
Ergonomisch, nachhaltig und effizient