


La « cellule autonome » : Le premier concept d'atelier autonome
Au salon HOLZ-HANDWERK, HOMAG présente pour la première fois un atelier qui fonctionne de manière entièrement autonome.
-
![1 atelier, 3 cellules, 1 000 possibilités : la première « cellule autonome » conçue pour le travail du bois]()
1 atelier, 3 cellules, 1 000 possibilités : la première « cellule autonome » conçue pour le travail du bois -
![Vidéo : La "cellule autonome" de HOMAG]()
Interconnexion flexible avec système de transport automatisé (TRANSBOT) -
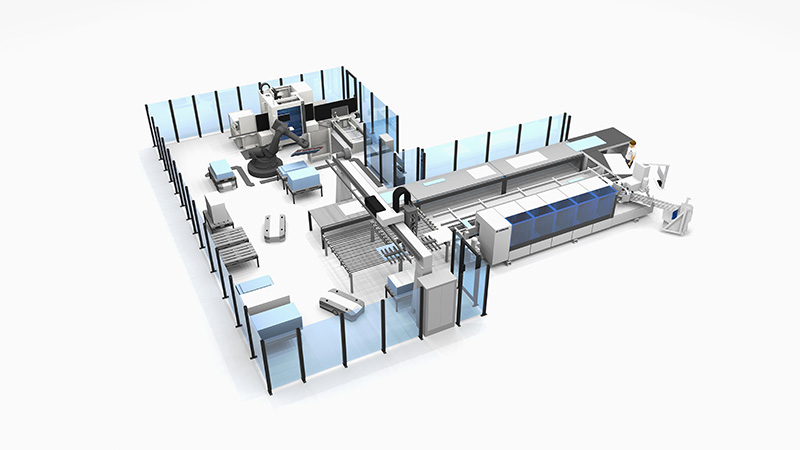
![The first "Autonomous Cell" in the woodworking industry: Automated Guided Vehicles live in action]()
The first "Autonomous Cell" in the woodworking industry: Automated Guided Vehicles live in action -
![Venez assister aux démonstrations des premiers îlots automatiques dans le hall 3 !]()
Venez assister aux démonstrations des premiers îlots automatiques dans le hall 3 !



L'atelier est constitué de deux cellules entièrement automatisées et interconnectées. Ces deux cellules sont reliées entre elles par des auxiliaires autonomes : des véhicules à guidage automatique (VGA) assurent l'organisation complète de la logistique des pièces entre les cellules et font ainsi de ce concept d'atelier la première « cellule autonome » conçue pour le travail du bois.
La souplesse de la « cellule autonome » peut être utilisée dans les métiers de l'artisanat aussi bien que dans l'industrie, dans la production en série comme la production à l'unité, et ouvre des possibilités sans précédent pour la production des petites et moyennes entreprises.
CELLULE 1: Chants high-tech avec manipulation intégrée des pièces
Idéale pour ceux qui utilisent une grande variété de pièces et de matériaux pour le travail des chants : la plaqueuse de chants EDGETEQ S-500 (anciennement KAL 370) est extrêmement flexible en combinaison avec le retour de pièces LOOPTEQ O-600 (anciennement TFU 521). Les deux éléments sont interconnectés par la commande de cellule woodFlex. Cette commande est modulable et flexible selon les besoins et les ajouts futurs. Elle garantit sécurité et efficacité et optimise les processus. Pour que la cellule puisse usiner chaque pièce correctement, une identité numérique (code-barres) contenant toutes les données d'usinage leur est attribuée.
Chants high-tech : flexibilité³
La nouvelle EDGETEQ S-500 offre une flexibilité sans précédent : elle est capable d'usiner 3 profils simultanément et dispose de 3 méthodes d'assemblage de chants différentes.
Une flexibilité d'usinage élevée et une configuration sur simple pression d'un bouton sont souvent les clés pour augmenter la productivité. Cette nouvelle technologie à 3 profils permet tout cela. Elle permet un changement rapide, automatique et répété entre 3 profils et un chanfrein à 20 °. Le « paquet de technologie à 3 profils » comprend une unité de fraisage fin pour 3 rayons, la tête à 3 profils sur l'unité de fraisage de forme FK30 et un racloir profilé pour plus de 3 rayons. Si vous souhaitez modifier la méthode d'encollage des chants (PU, EVA ou technique à joint zéro airTec) à intervalles rapprochés, vous pouvez gérer les 3 méthodes d'encollage des chants sur une seule machine (par exemple, faire passer airTec en mode automatique avec EVA en appuyant sur un bouton).
Manipulation des pièces intégrée et automatisée
Le flux de pièces entièrement automatisé de l'EDGETEQ S-500 est géré par le rouleau de guidage des pièces LOOPTEQ O-600. Le guidage des pièces automatisé est combiné avec un système d'empilage. Les pièces finies peuvent ainsi être évacuées ou empilées automatiquement. Cette fonction est rendue possible grâce au portail avec une fonction de rotation dépendant de la largeur et au nouveau système de traverse sous vide pour une manipulation en douceur. Le retour est conçu pour une gamme de pièces de 240 x 80 mm à 1 200 x 3 000 mm et intégré dans la commande de machine de la plaqueuse de chants.
Les avantages de la manipulation des pièces intégrée
- Faibles coûts de qualité grâce au système de traverse sous vide pour une manipulation en douceur
- Organisation du personnel flexible grâce à une commande par un seul opérateur
- Réduction de la charge physique des collaborateurs
- Flux de matériaux interconnecté à haute performance
- Efficacité : rotation définie pour le retour de pièces orienté sur le processus
- Intégration totale de la commande de machine (powerTouch)
CELLULE 2: Gestion robotisée et centre d'usinage CNC vertical
Disponibilité de près de 100 %, précision de répétitivité élevée et manipulation précise des pièces : les robots sont des partenaires fiables qui permettent d'augmenter la rentabilité de la production. L'approvisionnement fiable et continu des pièces fait de chaque machine CNC un centre performant et contribue au fonctionnement optimal de la cellule de production.
Au salon HOLZ-HANDWERK, un robot à 6 axes prend en charge la gestion automatisée des pièces dans le centre d'usinage vertical DRILLTEQ V-500 (anciennement BHX 200). L'intégration du système de contrôle de cellule permet de commander facilement le robot. En outre, des fonctions telles que l'alignement, la validation et la rotation des pièces peuvent être facilement intégrées dans le processus. Il est également très simple d'ajouter de nouvelles pièces dans le processus.
Les avantages de la gestion robotisée
- Concept peu encombrant
- Manipulation en douceur des matériaux et des surfaces
- Réduction de la charge physique pour le personnel
- Disponibilité technique élevée et augmentation de la valeur ajoutée
- Identification des pièces possible par code-barres ou RFID
CELLULE 3: Interconnexion flexible avec système de transport automatisé
De petits auxiliaires logistiques autonomes connectent les deux cellules entièrement automatisées et les transforment en atelier totalement indépendant : des véhicules à guidage automatique (TRANSBOT) sont utilisés pour alimenter la cellule de forage avec des piles finies provenant de la cellule de chants.
Le processus complet : le flux de matériaux dans la cellule
Cellule de chants automatisée :
Marquage de chaque pièce avec un code-barres individuel
Application de chants sur les pièces 1 à 4 fois. Transport de retour par LOOPTEQ O-600 (anciennement TFU 521)
Dépilage des pièces par le système d'empilage de LOOPTEQ O-600
Véhicule à guidage automatique (VGA) : lorsqu'une pile de pièces à chants est finie, le TRANSBOT la déplace vers le poste de chargement de la cellule robotisée CNC (si celui-ci est déjà occupé, le TRANSBOT transporte la pile dans un poste tampon)
Cellule robotisée CNC : le robot charge DRILLTEQ V-500 (anciennement BHX 200) avec les pièces finies
Le robot dépile ensuite les pièces percées/chevillées
TRANSBOT : déplace les piles de pièces finies et percées/chevillées dans un poste tampon et déplace le dispositif de réception de charge vide du poste de chargement vers le poste de dépilage robotisée
TRANSBOT : déplace la pile de pièces finies suivante (provenant du poste tampon ou du système d'empilage de LOOPTEQ O-600) vers le poste de chargement de la cellule robotisée CNC
Pendant ce temps, d'autres VGA chargent le poste d'empilage de LOOPTEQ O-600 avec un nouveau dispositif de réception de charge
LOGICIEL: Mise en réseau intelligente des cellules avec des véhicules à guidage automatique (VGA)
La clé de la communication en réseau dans la cellule est le système de gestion de la production ControllerMES d'HOMAG. Il communique de manière générale avec les commandes individuelles de la cellule de chants automatisée et de la cellule robotisée CNC, ainsi qu'avec la commande des VGA. C'est là qu'intervient le « contrôle de la cellule des VGA » (VGA = Véhicules à guidage automatique). Il est étroitement lié à un gestionnaire de flotte qui prend en charge la planification de l'ensemble des itinéraires des VGA.
Les avantages de la « cellule autonome »
- Combinaison du savoir-faire dans l'usinage du bois et de la technologie des VGA
- Gestion globale du matériel
- Compatible avec la plate-forme digitale Tapio
- Interconnexion flexible des cellules d'usinage : souplesse spatiale, pas de liaison rigide par des convoyeurs à rouleaux
- Réactivité rapide : modifications simples et ultérieure de la gamme de produits et de l'ordre d'exécution
- Evolutif et modulable : possibilité d'extension simple et ultérieure