-
![]()
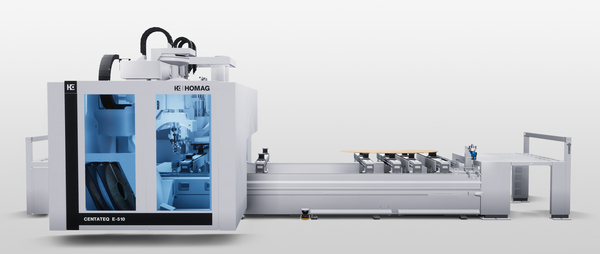
Produkcja drzwi, okien, elementów specjalnych i wyrobów uzupełniających: Seria CENTATEQ P-500|600 -
![]()
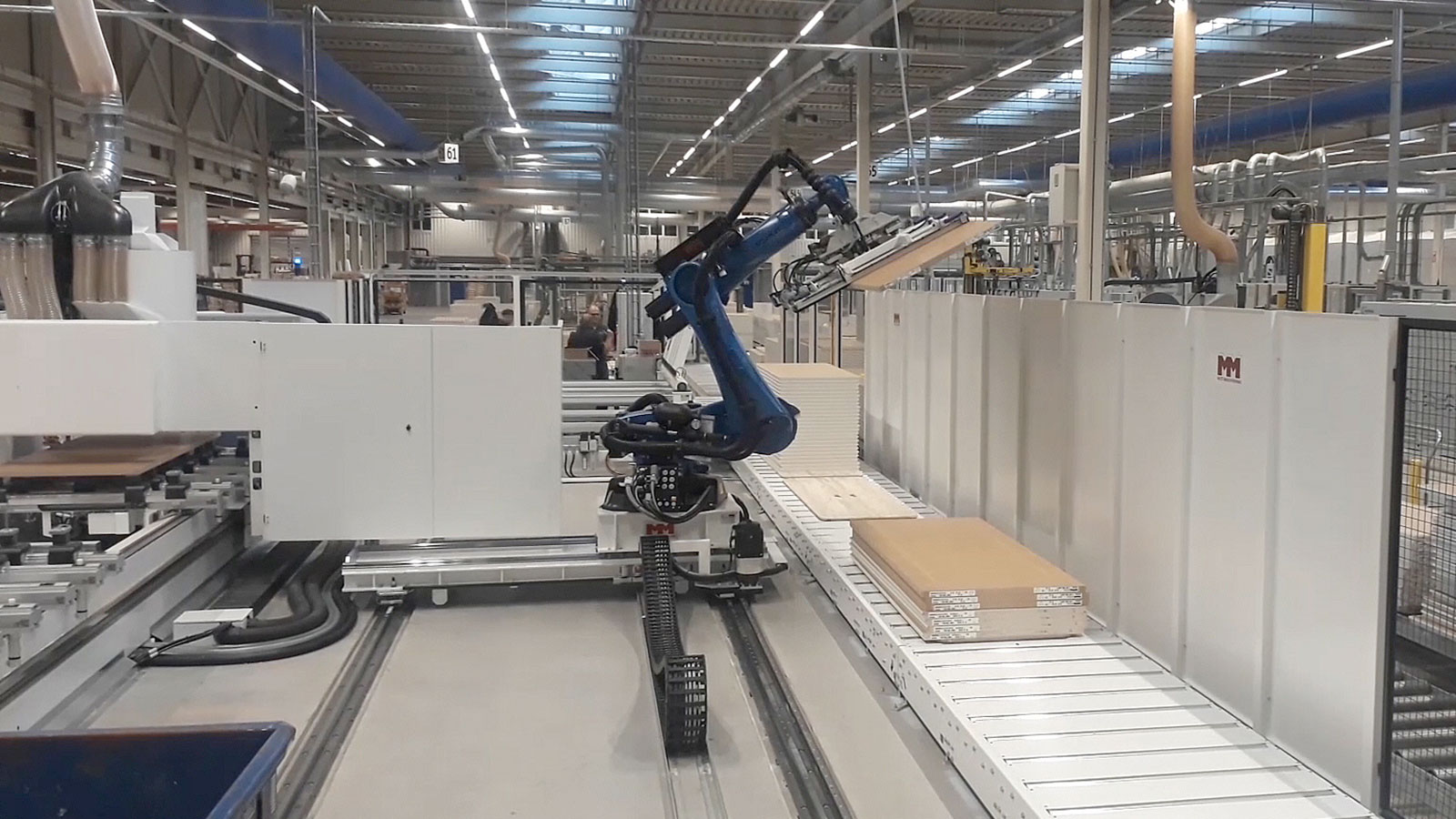
Utylizacja odpadów po frezowaniu przez CENTATEQ oraz utylizacja w zbiorniku na elementy resztkowe. -
![]()
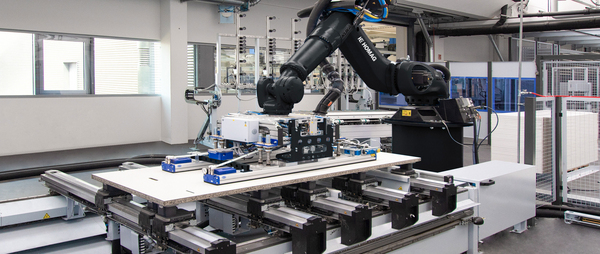
System przekładania elementów za pomocą robota na osi X i Y: obsługa obrabianych przedmiotów bez ograniczeń, z różnorodnością rozmieszczenia, miejsc składowania, wyrównywania i obracania obrabianych przedmiotów. -
![]()
Kompleksowe podejście musi być spójne, a w tym kontekście ważną rolę odgrywają projekty drzwi pokojowych. Drzwi zwiększają komfort i funkcjonalność oraz zapewniają odpowiednią atmosferę w pomieszczeniach.

Drzwi łączą lub oddzielają pomieszczenia, mogą być przemyślane w sposób racjonalny i celowy. Tak naprawdę jest to jednak o wiele więcej, ponieważ prawie nic nie jest bardziej indywidualne niż własne cztery ściany. Firma HOMAG stworzyła komórkę obróbkową, która uzupełnia klasyczne urządzenie do produkcji skrzydeł drzwiowych i przekonuje zwłaszcza pod względem elastyczności. Niderlandzki producent drzwi BERKVENS TUR SYSTEMEN BV z powodzeniem używa urządzenia od 6 miesięcy i produkuje drzwi w jeszcze bardziej indywidualny sposób, wnosząc tym samym znaczący wkład w aranżację wnętrza.
Dla mieszkańców Niemiec najważniejsze są własne cztery ściany. Wskazują na to liczne badania i statystyki. Spychają one klasyczne dobra inwestycyjne, takie jak samochód lub sprzęt elektroniczny/rozrywkowy na dalsze pozycje. Przyczyna jest prosta. We własnych czterech ścianach znajdujemy spokój i dobre samopoczucie oraz doładowujemy akumulatory. Nie ma żadnych granic indywidualności w doborze wyposażenia i wzornictwa, dzięki czemu każdy może stworzyć odpowiedni klimat.
W projekcie pomieszczeń nie chodzi tylko o meble czy kolor ścian. Kompleksowe podejście musi być spójne, a w tym kontekście ważną rolę odgrywają projekty drzwi pokojowych. Drzwi zwiększają komfort i funkcjonalność oraz zapewniają odpowiednią atmosferę w pomieszczeniach. Mają one różne powierzchnie, kształty obrzeży, otwory na szyby lub frezowania, dzięki czemu można je idealnie dopasować do własnego gustu i stylu wnętrza.
Zautomatyzowana obróbka CNC na 2 stołach obróbkowych
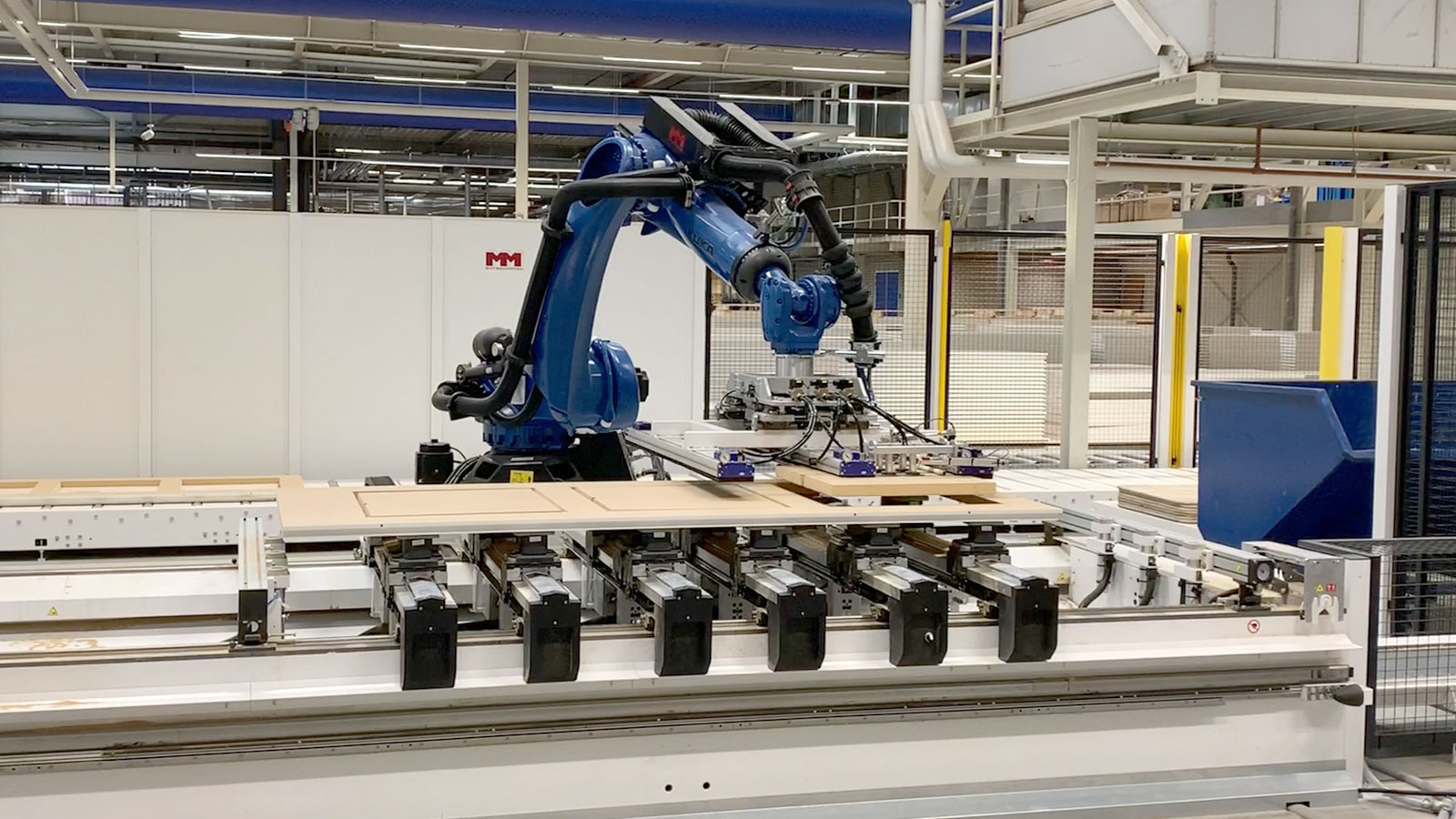
Aby uwzględnić indywidualność, a mimo to umożliwić produkcję przemysłową, firma HOMAG jako uzupełnienie obróbki końcowej w produkcji drzwi opracowała stacjonarną komórkę CNC do wykańczania skrzydeł drzwi, której serce stanowi CENTATEQ P-500. Jest ona automatycznie załadowywana przez robota, który przemieszcza się na osiach X i Y.
Komórka jest bezpośrednio połączona z klasyczną linią przebiegu i zapewnia kompletną obróbkę skrzydeł drzwiowych, np. okuć, otworów na szybę lub rowków ozdobnych.
Proces produkcji można przedstawić w następujący sposób. Wstępnie przygotowane skrzydła drzwiowe są transportowane do maszyny za pomocą przenośnika rolkowego. Tutaj tworzą one stos elementów surowych, który służy robotowi jako punkt wyjścia do załadowania CENTATEQ. W kolejnym kroku skrzydło drzwi można obrócić za pomocą stołu wyrównującego. Jest ono ustawiane w odpowiedniej pozycji i jednocześnie identyfikowane za pomocą skanera kodów kreskowych. Kod kreskowy dostarcza do centrum obróbkowego CNC informacje na temat właściwości drzwi oraz ich obróbki. Właściwe frezowanie drzwi jest główną częścią produkcji. Drzwi są produkowane i obrabiane zgodnie z wytycznymi kodu kreskowego.
Dzięki zautomatyzowanej obróbce nowe skrzydła drzwiowe są jednocześnie umieszczane przez robota na stacji pozycjonowania, elementy resztkowe są usuwane przez robota, a nowe skrzydło drzwiowe jest umieszczane po drugiej stronie stołu obróbkowego CENTATEQ. Na koniec robot rozładowuje obrobione skrzydła drzwiowe na stosy gotowych elementów. Wszystkie procesy załadunku i obsługi mogą być wykonywane niezależnie od siebie. Maszyna może pracować całkowicie w trybie pracy naprzemiennej bez przestojów.
Wydajna produkcja bez przestojów i straty czasu
Załadunek komórki za pomocą robota stanowi klucz do procesu produkcji bez przestojów. Analogicznie do obróbki drzwi na urządzeniu CENTATEQ P-500 odbywają się kroki obróbki wstępnej i wtórnej ze wsparciem robota. Podczas „wybierania elementów resztkowych” wyfrezowane wypełnienia otworów na szybę są usuwane i utylizowane przez robota. Jest to wydajniejsze i szybsze niż np. rozdrabnianie elementów. Gotowe obrobione drzwi są zdejmowane ze stołu produkcyjnego i umieszczane na stosie gotowych elementów. Kolejne drzwi mogą być następnie ustawione bezpośrednio we właściwej pozycji za pomocą stołu wyrównującego, a następnie doprowadzone do centrum obróbkowego CNC, które po poddaniu aktualnych drzwi obróbce jest gotowe do obróbki kolejnych drzwi. Umieszczone po bokach progów kody kreskowe informujące o właściwościach i zaplanowanych obróbkach umożliwiają robotowi również przeprowadzenie sortowania indywidualnego po produkcji. W ten sposób można uformować kilka stosów gotowych elementów z jednego stosu elementów surowych z dodatkiem płyt zabezpieczających, które np. dzielą 20 sztuk drzwi na stosy 2 x 5 i 1 x 10 sztuk. Robot porusza się w osiach X i Y, aby zapewnić maksymalną elastyczność oraz możliwość dotarcia i efektywnego załadowania wszystkich stacji funkcjonalnych, takich jak stacja pozycjonowania lub pojemnik na odpady. Zautomatyzowana, w pełni automatyczna obsługa części gwarantuje nie tylko wydajną produkcję, ale także stałą jakość, pełną powtarzalność i redukcję elementów wybrakowanych.
Wydajna konfiguracja do szybkiej obróbki drzwi
Nie tylko załadunek jest optymalnie dopasowany do potrzeb obróbki drzwi. Wybór narzędzia i konfiguracja wrzeciona w niczym mu nie ustępuje. W firmie HOMAG stosowana jest 5-osiowa głowica DRIVE5C+ z napiętymi łożyskami krzyżowymi i wrzecionem z urządzeniem zwrotnym czujnika obrotów. Wrzeciono charakteryzuje się wysoką i stabilną wydajnością w całym zakresie prędkości obrotowej oraz wysoką precyzją ruchu. Wysokowydajne wrzeciono frezujące o mocy 28 kW może obracać się do 30 000 1/min. Oznacza to wysoką wydajność, duży ubytek i wydajną obróbkę małymi narzędziami. Wrzeciono posiada dodatkowo wysokowydajną oś C o dużej dynamice. Jest to szczególnie ważne w przypadku obróbek o małych promieniach lub narożnikach, przy których musi nastąpić wychylanie w osi C. Oba wrzeciona są wyposażone w czujnik do kontroli obciążenia z oprogramowaniem wizualizacyjnym i sterowaną programowo, bezstopniową pokrywą odciągową.
Każde wrzeciono ma własny, współjezdny, 10-miejscowy zmieniacz narzędzi, tak że zawsze może pracować jedno wrzeciono, podczas gdy inne zmieniają się do obróbki kolejnego zadania. Całe urządzenie jest wyposażone w centralną, 18-miejscową pamięć narzędzi z możliwością dostępu dla obu wrzecion.
Drogi przejazdów i dane techniczne do frezowania lub wiercenia maszyna otrzymuje od menedżera projektu HOMAG, który wprowadza komponenty programowania do systemu sterowania. Programy są automatycznie łączone za pomocą opisu wymiarów, wykonania taśm lub otworów na szybę. Możliwe są również indywidualne i spontaniczne dostosowania. W ten sposób można ustalić kontury drzwi za pomocą czujnika pomiarowego w celu zamocowania krawędzi odniesienia. Przeliczenie w programie następuje automatycznie, aż do korekty położenia programu.
Rośnie zapotrzebowanie klientów i rynku na indywidualność w zakresie obróbki wycięć na wypełnienia lub szkło oraz obróbki rowków ozdobnych lub zastosowań. Producenci drzwi stoją przed wyzwaniem, jakim jest uwzględnienie tych kwestii. CENTATEQ P-500 w połączeniu z robotem oznacza efektywną produkcję w obróbce drzwi. Zautomatyzowane przebiegi i w pełni zautomatyzowana obsługa elementów gwarantują wydajny proces.
Toon Snoeijen, kierownik techniczny projektu w niderlandzkiej wytwórni drzwi BERKVENS TUR SYSTEMEN BV po pierwszych 6 miesiącach przedstawia swoje doświadczenia z CENTATEQ firmy HOMAG.
1. Dlaczego firma BERKVENS wybrała takie rozwiązanie?
„Nowa maszyna CENTATQ z funkcją podawania elementów przez robota zastąpiła ręcznie ładowaną maszynę HOMAG. Chcemy zwiększyć moce produkcyjne i dlatego wybraliśmy to rozwiązanie”.
2. Co było dla Pana ważne w tej koncepcji?
„Ważne było to, że urządzenie spełnia nasze dokładne wymagania w zakresie wydajności i mocy. Ponadto, byliśmy ograniczeni w kwestii przestrzeni na miejscu montażu. Komórka ta idealnie pasuje do obróbki końcowej drzwi”.
3. Jakie są Pana wnioski po pół roku produkcji? Czy spełnione zostały wcześniej ustalone wymagania względem maszyny i tego, jak oddziałuje na produkcję?
„Tak, urządzenie zostało dostarczone zgodnie z naszymi życzeniami i uzgodnionymi wymaganiami. Autonomiczna komórka sprawiła, że jesteśmy bardziej elastyczni, i jeszcze bardziej zoptymalizowała nasze przebiegi”.
4. Czy maszyna może również produkować samodzielnie, bez personelu?
„Nasze wymagania produkcyjne zostały w pełni uwzględnione przy tworzeniu urządzenia, a to daje nam możliwość produkcji przy zmniejszonej liczbie pracowników, a więc w sposób autonomiczny”.
5. Jak bardzo jest Pan zadowolony z oprogramowania i systemu sterowania urządzenia?
„Wcześniej mieliśmy listę życzeń i wymagań, którą wraz z firmą HOMAG mogliśmy zintegrować z istniejącym oprogramowaniem i systemem sterowania w fazie rozwoju koncepcji. Mogę powiedzieć, że jesteśmy również bardzo zadowoleni z systemu sterowania urządzenia”.
Artykuł z magazynu Türen-Magazin 2020. Więcej informacji można znaleźć tutaj.
„Nowa maszyna CENTATQ z funkcją podawania elementów przez robota zastąpiła ręcznie ładowaną maszynę HOMAG. Chcemy zwiększyć moce produkcyjne i dlatego wybraliśmy to rozwiązanie.”Toon Snoeijen, kierownik techniczny projektu w niderlandzkiej wytwórni drzwi BERKVENS TUR SYSTEMEN BV
To może Cię również zainteresować
-
![]()
Centra obróbcze CENTATEQ P-510|610 + E-510
Niezastąpione przy obróbce CNC w przypadku produkcji o specjalnych wymaganiach
-
![]()
Odbieranie i podawanie materiałów za pomocą robota FEEDBOT przy gniazdach obróbczych CNC
Gniazdo produkcyjne z robotem do automatycznego podawania i odbierania materiału