-
![]()
Ulrich Weber, fabrikschef for møbelfabrikken Duravit AG i Schenkenzell, ved siden af den første af to SAWTEQ B-320 flexTec "robotsave".

Derfor købte badeværelsesmøbelproducenten to identiske savsystemer med robotfremføring fra HOMAG Plattenaufteiltechnik, som forsynes med råmaterialer fra automatiske pladelagre. Takket være anvendelsen af industrirobotter opnår Duravit næsten 100 % tilgængelighed. HK besøgte virksomheden i Schenkenzell.
"Vi har omkring 87.000 aktuelt producerede emner samt 20.000 tidligere producerede emner, som vi skal kunne producere med det samme," siger Ulrich Weber, Dipl-Ing. (FH) og fabrikschef på møbelfabrikken Duravit AG i Schenkenzell i Schwarzwald, om sin arbejds- og opgavesituation. "Vi har ingen lagerplads til møbeldele – alle emner i produktionen tilhører en kommission." Det gør således ingen forskel, hvor stor emnet er. Der er dog to lagre i den automatiske fremstillingsproces, men det er positions- og sorteringsbuffere. Begge sikrer, at der er så få omstillinger som muligt i formatlinjen, og at tilskæringen kan bearbejde snitplanerne optimalt. Duravit har udviklet i alt 20 kriterier, som er indlæst i produktionsstyringen for at kunne opnå maksimal effektivitet.
Ulrich Weber kom til badeværelsesmøbelproducenten i 1993 og spillede en stor rolle i udviklingen af fabrikken, som indtil 1992 var en klædefabrik. Sanitetsartikelproducenten ønskede at øge produktionsomfanget og inkludere badeværelsesmøbler og underskabe til håndvaske i sin portefølje. Som ung fabrikschef havde Weber viljen til at realisere et optimalt produktionsflow fra begyndelsen. Det lykkedes i samarbejde med hans team.
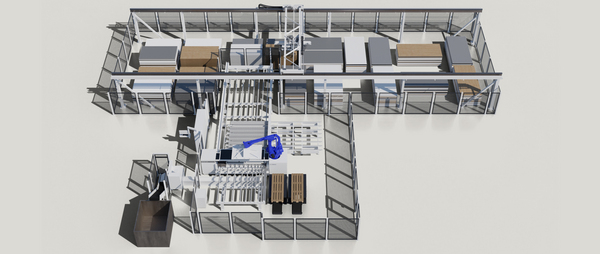
Den, der besøger møbelfabrikken Duravit i Schenkenzell i dag, må gnide sig i øjnene, fordi det ser ud som om man befinder sig i et produktionsanlæg i bilindustrien. Hele produktionen er organiseret fuldautomatisk og sikret med to meter høje sikkerhedshegn. Gangbroer forhindrer besøgende eller ansatte i at forstyrre produktionsflowet. "Med den høje automatiseringsgrad har vi også opnået en kvalitetsforbedring, fordi der stort set ikke længere forekommer skader på komponenterne," forklarer Ulrich Weber. Det starter med tilskæringen. Der er to identiske savsystemer, der hver består af en "SAWTEQ B-320 flexTec" med robothåndtering. Begge anlæg er forbundet med hele den industrielt organiserede produktion via rullebaner og transportbånd. Begge "robotsave" forsynes fra to fladelagre med pladematerialer, som er organiseret kaotisk og computerstyret. Det er således lagre, der passer ind HOMAG's nye navngivning "STORETEQ S-500".
Det andet fladelager ligger i en tilstødende hal og har en lagerkapacitet, der er en tredjedel større. Råpladerne transporteres efter behov til lager 1 med gaffeltruck og overtages derfra af computerstyringen.
Fladelageret håndterer både opbevaring og sortering samt plukning til savene, der er udformet som opdelte celler til individuel tilskæring af de enkelte plader og til ordrerelateret produktion. Produktionsstyringen samler kundeordrer ud fra materialetype med henblik på at generere så lidt spild som muligt. Når de tilhørende snitplaner er blevet bearbejdet, sendes de emner, der ikke skal påmonteres kanter, direkte til afstabling. Komponenter, der skal påmonteres en kant, opbevares midlertidigt i et pladelager, "SORTEQ H-600", der fungerer som afkoblingsbuffersystem, og føres alt efter behov til den ensidede kantbearbejdningsmaskine "EDGTETEQ S-800" via et mellemtransportsystem. På denne måde kan emner af forskellige størrelser køres ét efter ét – på kommissionsbasis.
Kantomløbet "LOOPTEQ C-500" er designet som en O-linje, hvor komponenterne bliver fuldt monteret med kanter ved én til tre kørsler. Komponenterne sendes derefter til en 4-rums sorteringsenhed "TLB 210" eller direkte til afstabling. Stabelstationen med robotafstabling sikrer, at komponenterne i et sorteringsparti fjernes fra lageret i den angivne rækkefølge. Afhængig af funktionaliteten føres komponenterne derudover til bearbejdningscentre, der udfører komponentspecifik fræsning, boring eller savning. En del af emnerne sendes desuden til overfladebehandling, hvor der påføres kundespecifikke farver. Her tydeliggøres fordelene ved den kommissionsbaserede produktion.
Robotterne har en væsentlig rolle i hele produktionslinjens succes, fordi de flytter pladerne ved hjælp af en skånsom vakuumteknologi. De sikrer desuden den bedst mulige kvalitet med deres præcise bevægelser. Ifølge virksomhedens egne data er produktionsafbrydelser stort set udelukket med den gennemprøvede industrirobot, og der opnås næsten 100 % tilgængelighed. Samtidig opnås meget lave fejlprocenter.
Etiketprinteren med integreret kontrolscanner identificerer alle emner helt automatisk, og hvert savsystem har egen printer, som sætter stregkodeetiketten på det tilskårne emne, kort før det forlader systemet. Etiketterne indeholder alle oplysninger til den efterfølgende bearbejdning.
Med en produktion på op til 1.500 emner pr. skift reduceres enhedsomkostningerne i produktionens partistørrelse 1 betydeligt. Hvad den besøgende ikke umiddelbart kan se, når vedkommende betragter produktionsprocesserne, er ydeevnen for de computere, der arbejder lydsvagt og pålideligt i den sorte boks. Anlægget, der er netværksforbundet med kontrolsystemet "Controller MES" fra HOMAG, gør det muligt for brugeren at nå målene. "Controller MES" overtager kunde- og produktionsordrerne fra Duravit-planlægningssystemet og afspiller dataene i de enkelte bearbejdningsmaskiners styringer.
"Det, der lyder så enkelt under salgsmøderne, ser meget anderledes ud i praksis," føjer Ulrich Weber til sine erfaringer om emnet. "Jeg råder alle, der ønsker at købe et sådant anlæg, til at tænke i it-tekniske baner for at kunne gennemføre projektet." For Ulrich Weber kan investeringerne i de to "robotsave" og den automatiske formatlinje ikke sammenfattes i en simpel afskrivningsberegning. "For vi købte ikke kun maskiner, men ændrede også systemer og forberedte os på fremtiden," siger Weber. Fabrikschefen kender naturligvis selv værdien af en sparet medarbejder i afskrivningsberegningen. Men hvordan kan kortere leveringstider, højere kvalitet, fleksibilitet og høj anlægstilgængelighed omsættes til tal?
Ulrich Weber giver intet svar, men han har allerede opdaget et nyt aktivitetsområde. Han ønsker at reducere spild fra sine "robotsave". "Hver procent giver en besparelse på 50.000 euro," siger han med et smil.
„Med den høje automatiseringsgrad har vi også opnået en kvalitetsforbedring, fordi der stort set ikke længere forekommer skader på komponenterne“Ulrich Weber, fabrikschef på møbelfabrikken Duravit AG i Schenkenzell
Du vil måske også kunne lide
-
![]()
Pladeopdelingssav SAWTEQ S-320 flexTec
Individuel tilskæring, fuldautomatiske produktionsforløb, efterskæringer uden begrænsning: Det er styrkerne ved SAWTEQ B-320 flexTec til produktion i batchstørrelse 1.
-
![]()
Fladelager STORETEQ P-300 | P-500
Transparent styrede lagerbeholdninger
Optimalt materialeflow og -forbrug helt frem til restemnerne
Kort søgetid og øget produktivitet