-
![]()
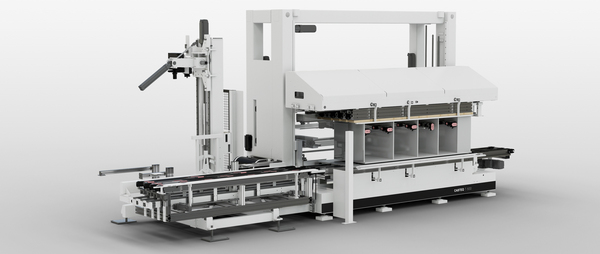
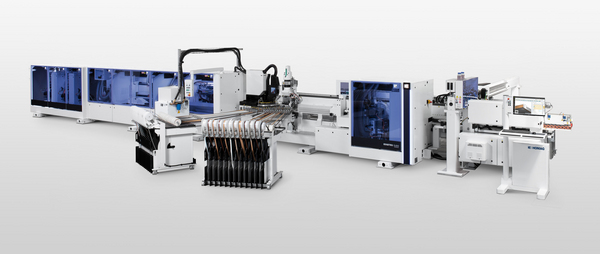
Tilskæringen i det nye batchstørrelse-1-anlæg fra Goldbach Kirchner sker ved hjælp af pladesaven SAWTEQ B-320 (HPS 320) med robothåndtering. Anlægsdelen bearbejder de snitplaner, der leveres via produktionsstyringssystemet, fuldt automatiseret. -
![]()
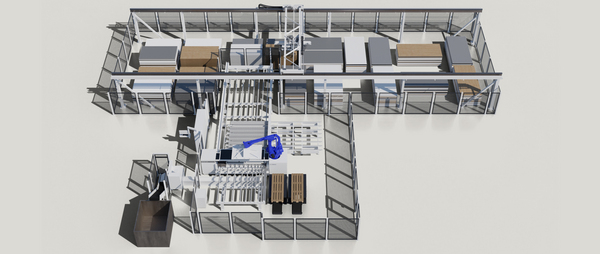
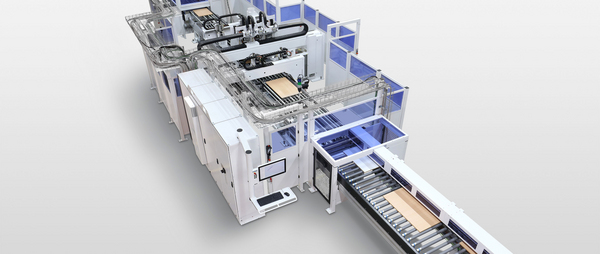
Indblik i rotationen af kantlinjen, sorteringslageret og gennemløbsboremaskinen. -
![]()
Indblik i rotationen af kantlinjen, sorteringslageret og gennemløbsboremaskinen. -
![]()
Indblik i rotationen af kantlinjen, sorteringslageret og gennemløbsboremaskinen. -
![]()
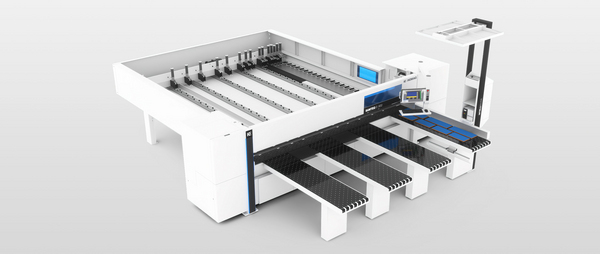
Produktionslinjen forsynes via et fladelager STORETEQ S-500 (TLF 411), hvor der er plads til mere end 5.000 plader. -
![]()
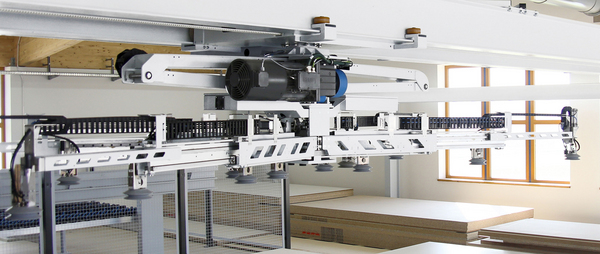
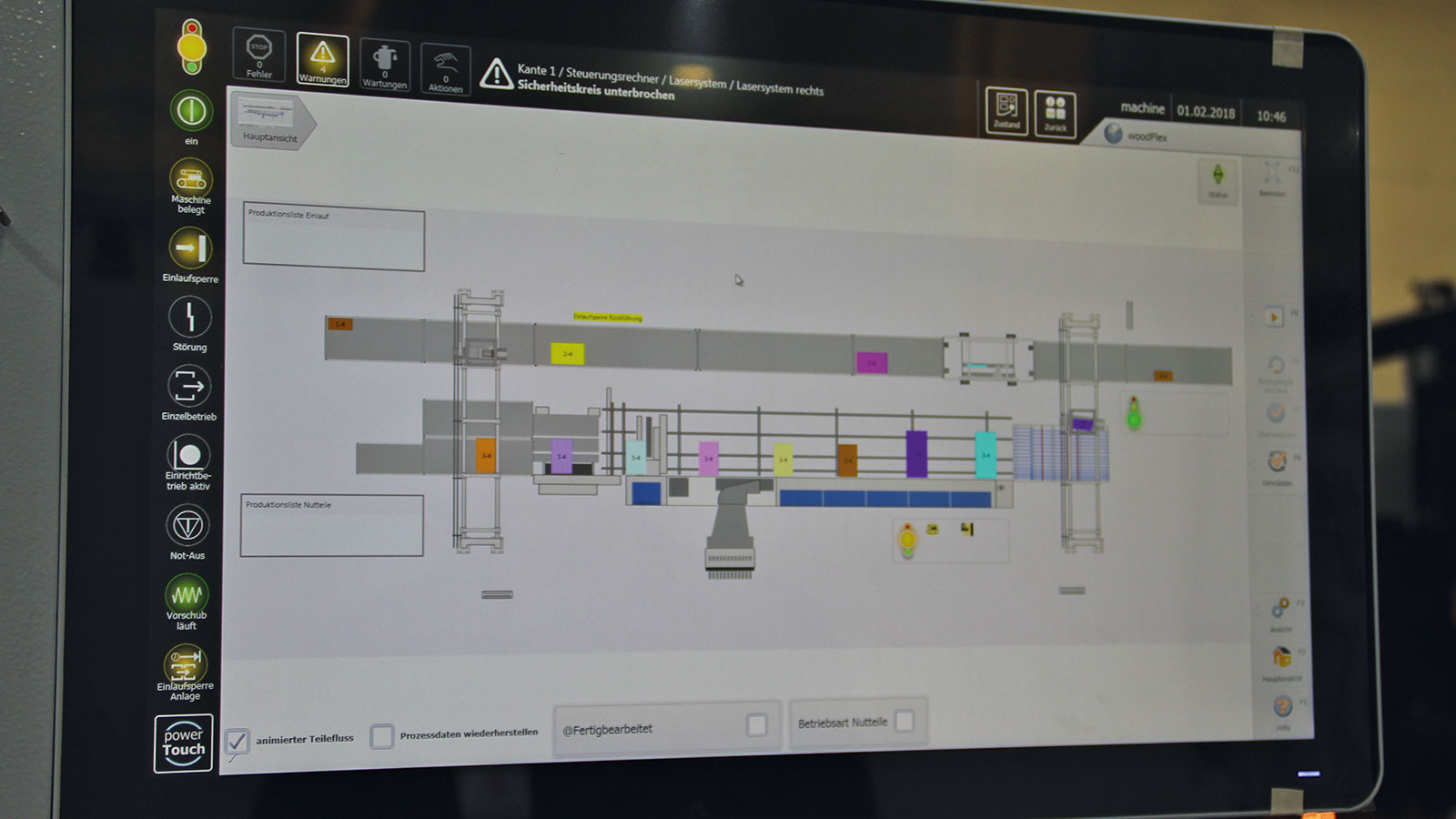
Den konsekvente digitalisering giver mulighed for at følge det enkelte emne på vej gennem anlægget i realtid på skærmbilledet. -
![]()
Trods automatiseringen har Goldbach-Kirchner også brug for faglærte medarbejdere og manuelle indgreb. For eksempel ved montering af elementerne og den efterfølgende emballering.






Virksomheden Goldbach Kirchner Raumconcepte fra Geiselbach med speciale i inventar håndterede en kapacitetsudvidelse på en særlig måde: På et gammelt møbelproduktionsanlæg i Dessau opstod der i samarbejde med HOMAG Group et fuldautomatiseret produktionsanlæg til møbelelementer og firkantede komponenter iht. Industrie 4.0.
Goldbach Kirchner Raumconcepte GmbH er en innovativ, tredjegenerations familieejet virksomhed. Familien fra Unterfranken står for førsteklasses skabs- og skillevægssystemer, serieproduktion og kvalitetsinventar og lægger stor vægt på egen og bæredygtig udvikling og en "Made in Germany"-produktion.
Med udgangspunkt i en særlig jordbundethed er virksomhedens historie igen og igen præget af forretningsbeslutninger: Det hele begyndte med stifteren, Jakob Kirchner, der med patentansøgningen til "Ruckzuck-Treppe" (loftslem med stige) og egenproduktion i Geiselbach i 1922 skabte kimen til en succeshistorie.
Den nuværende direktør, Bernd Kirchner, er ikke mindre energisk. Han udvidede efterfølgende virksomheden til et storskalasnedkeri og besluttede sig i 2004 for at tage et vigtigt skridt med henblik på at overtage Goldbach Raumconcepte GmbH fra Goldbach ved Aschaffenburg. Virksomheden havde tidligere i flere årtier koncentreret sig om produktion af skabs- og skillevægssystemer samt kontormøbler. Det samme år flyttede Kirchner udviklingen og produktionen af Goldbach-produkterne til Geiselbach.
Samarbejdet mellem Kirchner Schreinerei Innenausbau GmbH og Goldbach Raumconcepte GmbH førte hurtigt til synergier inden for talrige forretningsområder. I 2006 gennemførtes den endelige fusion: Med udgangspunkt i begge virksomheder opstod det nuværende Goldbach Kirchner Raumconcepte GmbH på fabrikken i Geiselbach, med udvikling og produktion af kvalitetsskabs- og skillevægssystemer samt eksklusive indretningsprojekter.
For den slagkraftige indretningsarkitekt pegede alle tegn fra nu af i retning af vækst. Dette manifesterede sig i 2015 i endnu et strategisk vigtigt skridt: Bernd Kirchner købte et produktionsanlæg i Dessau i nærheden af det historisk velrenommerede Bauhaus.
"En bekendt nævnte på en skitur, at virksomheden, der var beliggende i Dessau, havde erklæret sig insolvent, og at hele grunden var til salg. I DDR-tiden var der en møbelvirksomhed, og senere blev der bearbejdet træ. For så vidt var grundtanken at udnytte de eksisterende strukturer ikke forkert. På et eller andet tidspunkt besluttede jeg mig faktisk til en besigtigelse, men det viste sig, at det ikke var så nemt at producere på anlægget. For det første på grund af bygningernes tilstand og for det andet som følge af den organisk voksende, ineffektive materialestrøm via kilometerlange rullebaner og en meget forældet "maskinpark", fortæller forretningsmanden.
Alligevel så Kirchner et potentiale i investeringsejendommen. "Vi havde ikke længere udvidelsesmuligheder i Geiselbach, men kunne i vores markedssituation sagtens vækste gennem en udvidelse af produktionsmængden. I den forbindelse opstod idéen til en stærkt netværksintegreret produktion i Dessau."
Efter det stod klart, at en af de nyere haller i Sachsen-Anhalt, der hidtil havde fungeret som lager, indeholdt de nødvendige forudsætninger, besluttede Kirchner sig for købet. Allerede kort efter erhvervelsen af området, inklusive bygningerne, påbegyndtes blot en måned senere de første planer for det nye produktionsanlæg på LIGNA i april 2015.
”Med muligheden for at planlægge helt nyt på tegnebrættet kunne vi realisere et fremtidssikret produktionsanlæg. Og med det kunne vi fuldt ud efterkomme kundernes individuelle ønsker. Takket være produktionen i Dessau er vi absolut slagkraftige inden for både serieproduktion og batchstørrelse 1 og kan realisere vores ønske om at være en yderst innovativ producent," bekræfter Kirchner.
Det store projekt blev i sidste ende gennemført sammen med HOMAG Group. "Goldbach Kirchner har siden 1980'erne arbejdet sammen med HOMAG. Den første maskine var dengang en HOLZMA-sav. Til anlægget i Dessau har vi naturligvis også set os om efter andre producenter, men i sidste ende overbeviste HOMAGs præstationsevne os endnu engang med et virkelig innovativt anlægskoncept, som indbefattede alle vores krav til maskiner og software," opsummerer Schmidt.
Bearbejdningen af anvendte materialer - spånplader, MDF, krydsfiner, kompositelementer og melaminbelagte plader med og uden beskyttelsesfolie samt et maks. råpladeformat på 3.320 x 2.100 millimeter - begynder efter et fladelager STORETEQ S-500 (TLF 411) med ca. 50 meters længde og 10 meters bredde. Det indeholder 40 lagerpladser til formatet 2.800 x 2.100 millimeter og otte pladser til 4.100 x 2.100 millimeter. Den maksimale kapacitet på fladelageret ved materialer med en tykkelse på 19 mm er på ca. 5.040 plader.
Tilsluttet til lageret, men ikke integreret i det samlede anlæg, står en pladesav SAWTEQ B-300 (HPP 300) med trykbjælkeetikettering. Den kan efter behov anvendes til individuelle tilskæringer.
Den egentlige materialestrøm kører imidlertid forbi denne sav, fordi lagerportalen benytter indløbet til en pladesav SAWTEQ B-320 (HPS 320) med robot. Tilskæringen af råpladerne sker i overensstemmelse med emnedataene, og robotten overtager således den komplette håndtering, herunder videregivelse efter bearbejdning med etikettering. Alt efter layoutet kan denne anlægsdel udføre op til 1.500 emner pr. skift.
På SAWTEQ B-320 (HPS 320) følger et afkoblingsbuffersystem SORTEQ H-600 (TPL 220) med 20 etager og tosporet oplagring. Samtidig er der mulighed for indføring af særligt små emner under målene 240 x 140 x 10 millimeter før buffersystemet, da de ikke kan bearbejdes i de efterfølgende maskinområder. Ligeledes køres der med restemner eller allerede færdiggjorte emner, f.eks. bagvægge.
"Vi har lagt stor vægt på, at vi i nødstilfælde kan omgå bestemte maskinområder og har adgang til flere steder. Under normal produktion kører emnerne fra råpladen helt frem til det færdigbearbejdede emne med kanter og boringer. Hvis en maskine imidlertid melder fejl, forhindrer vores særlige produktionsplanlægning, at hele linjen standser. Alt efter udnyttelsesgrad og leveringspres kan det være "vitalt". For at være på den sikre side har vi allerede under planlægningen af anlægget gennemgået de "værst tænkelige scenarier", f.eks. også et strømsvigt," forklarer driftsleder, Christian Stoll, der er ansvarlig for produktionsanlægget i Dessau.
På bufferpladsen følger en kantlimemaskine EDGETEQ S-800 (KFR 610) med emnerotation LOOPTEQ C-500 (TFU 820) til påsætning af kanter på emnerne på én eller flere sider alt efter behov. Her kan der efter eget valg anvendes PU samt sammenføjning af emne og kant ved hjælp af laser. Der anvendes ABS-, PP- og melaminkanter, og til notbearbejdningen er maskinen udstyret med to aggregater af typen SF 62.
Derefter kommer emnetransporten i to niveauer med automatisk rengøring af begge sider af pladerne. Også denne del af anlægget har mulighed for bufferlagring af emner med små mål. Derfra kører produktionen videre til et sorteringsanlæg SORTEQ R-200 (TLB 320). Ved opbevaring i dobbelt dybde kan denne del af anlægget klare ca. 1.500 komponenter og sorterer færdiggjorte emner med kanter. Hvad angår emner, som ikke behøver yderligere bearbejdning, følger den direkte stabling RKR 180 på lageret vha. robotter. På dette sted kan de emner ligeledes bestykkes, som skal have specielle boringer.
Robotten danner ved stablingen automatisk lag i overensstemmelse med de individuelle datasæt, og den drejer tilmed emnerne til boreanlægget. Gennemløbsboremaskinen DRILLTEQ L-500 (ABH 100) er afslutningen af det højt automatiserede anlæg. Her foretages bearbejdningen på alle seks sider i ét gennemløb uden fejlkonturer samt en automatisk dyvelisætning i X-retningen. Derudover findes der en 100-procents opmåling og et færdiglager til 30 komponenter.
Grundlaget for det hele er HOMAG-produktionsstyringssystemet ControllerMES. Det genererer data for de pågældende anlægsdele, så bearbejdningen kan udføres i batchstørrelse 1. Hos Goldbach Kirchner stammer emneinformationerne fra Kuhnle- og CAD+T-software - ControllerMES forbereder derefter disse data til fremstilling.
Hvis der i Geiselbach f.eks. besluttes, at kanten af optiske årsager først skal anbringes på tværs i stedet for på langs, så tager systemet naturligt højde for dette, og hele anlægget arbejder på en måde, så emnet føres korrekt ind.
I overensstemmelse med de data, der leveres af ControllerMES, bearbejder saven selvstændigt de pågældende snitplaner, på samme måde som boreanlægget henter det nødvendige CNC-program til den pågældende komponent. Der er tilmed altid mulighed for fremstilling af hurtigproducerede emner. Selv om der på grund af de automatiske kvalitetskontroller opstår fejlmeddelelser, reagerer ControllerMES: Systemet standser uden yderligere forsinkelser hele ordren.
Produktionen af et møbel starter fire dage før den aftalte leveringsdato, derudover snitoptimeres skal- og kan-emner på forhånd. Lageret kører næsten kontinuerligt. Hvilke plader der skal produceres først, bestemmes af prioriteter, der er angivet på forhånd, og som ControllerMES tager højde for ved lagerstyringen. På den måde forsorteres der f.eks. automatisk om aftenen til produktionsstart den næste dag. Ordrerne til lageret bliver hver anden time optimeret fra arbejdsforberedelsen i Geiselbach til Dessau.
Hvis der til en ordre skal bruges friformsemner, foregår fremstillingen i Geiselbach. Det samme gælder for komplekse møbler, der ville køre ganske ineffektivt på det nye anlæg. "Vi har en regelmæssig transport mellem fabrikkerne, hvor det alt efter ordren besluttes, hvor en ordres emner skal forenes. Det kan også først være tilfældet direkte på byggepladsen," siger Schmidt.
Som den eneste producent ud over HOMAG deltog udsugningsspecialisten, Scheuch Ligno, ved opstillingen af det nye produktionsanlæg: Der leveredes et "Sepas-Plus"-anlæg med en udsugningseffekt på 80.000 kubikmeter i timen til møbelproduktionen, en "Eta-max-Unit" med højeffektive ventilatorer med den virkningsgrad på 85 procent samt et Scheuch-Ligno-impulsfilter med integreret spånsilo. Det pneumatiske transportanlæg fra impulsfilteret til den centralt placerede spånsilo klarer en transportstrækning på ca. 85 meter, og transportmængden er op til 2.800 kilogram i timen. Særligt energibesparende er driftsmåden med intervaller.
Idriftsættelsen af den nye HOMAG-produktionslinje foregik i juni 2017, og normaldrift blev opnået i oktober 2017. Den gennemsnitlige ydeevne er 600 til 800 komponenter pr. skift.
Også i dag optimeres der på den maksimale effektivitet: "Hvis alt kører på skinner, så behøver vi til hele anlægget kun én medarbejder, og i øjeblikket er der for det meste tre på stedet. Og der fremkommer stadig mange nye ideer. Således tænker vi på at anvende en RFID-løsning i stedet for stregkoder. Og på et tidspunkt vi vil have geniale kamerasystemer på stedet til overvågning af anlægget og forenkling af den interne vedligeholdelse. En ting står helt klart: Dette anlæg er den nyeste teknologiske udvikling og i den særligt automatiserede form sandsynligvis et af de mest moderne i verden. I princippet legemliggørelsen af Industrie 4.0-idéen. Derfor vil vi også gerne inddrage yderligere leverandører. Indtil videre er der kun én træmaterialeproducent, der kan levere pladerne færdige med stregkoder, som vores anlæg kan læse," forklarer Schmidt.
Derudover er der også planer for placeringen: "Bag den nuværende produktionshal er der stadig grønne græsmarker. Det er plads nok til f.eks. at placere administrationen i en nybygning og evt. at bygge et moderne udstillingslokale," siger Kirchner.
Ein Artikel des Fachmagazins möbelfertigung, 03/2018. Kilde til billedmateriale: Møbelproduktion. Hier lesen Sie den Artikel auf www.moebelfertigung.com.
Videos
Bekræft venligst, at når du bruger YouTube, kan data såsom din IP-adresse, browser-id og lignende blive overført til Google.
» Beskyttelse af personlige oplysninger
Video: Goldbach Kirchner driver et af de mest moderne Industry 4.0-systemer i møbelindustrien.
„Visionen var og er efter planlægning af produkterne i Geiselbach udelukkende at sende datasæt for møbelelementer og firkantede komponenter til Dessau. For således praktisk talt blot at kunne trykke på knappen, og få delene produceret meget automatiseret med kun minimalt personale.“Sebastian Schmidt, Produktionsleder, Goldbach Kirchner Raumconcepte GmbH
Sådan producerer dine kolleger


Du vil måske også kunne lide
-
![]()
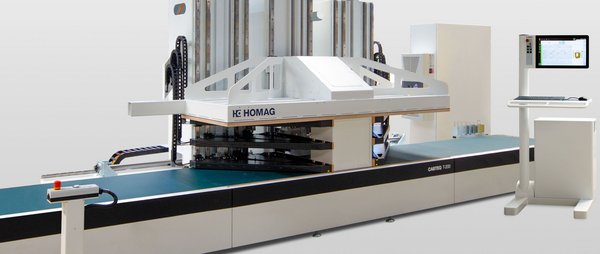
Automatische Fügepresse CABTEQ T-500
Automatisierter Fügeprozess zum Montieren von Korpussen
Präzise einstellbare Presskraft erlaubt Pressen von Korpussen mit empfindlicher Oberfläche, dünnwandige oder kleine Korpusse
Unterstützung des Bedieners beim Montageprozess von Korpussen durch die vakuumbetriebenen Haltearme für Böden und Rückwand
-
![]()
Pladeopdelingssav SAWTEQ S-300
Mange anvendelsesmuligheder takket være individuelt udstyr
Perfekt til netværkstilsluttede produktionsprocesser
Ergonomisk, bæredygtigt og effektivt
-
![]()
Pladeopdelingssav SAWTEQ S-320 flexTec
Individuel tilskæring, fuldautomatiske produktionsforløb, efterskæringer uden begrænsning: Det er styrkerne ved SAWTEQ B-320 flexTec til produktion i batchstørrelse 1.
-
![]()
Fladelager STORETEQ P-300 | P-500
Transparent styrede lagerbeholdninger
Optimalt materialeflow og -forbrug helt frem til restemnerne
Kort søgetid og øget produktivitet
-
![]()
Kantlimemaskiner EDGETEQ S-810 powerLine: Individuelt udstyr
Præcis bearbejdning og perfekt udseende ved alle slags kantmaterialer
-
![]()
Kommisioneringscenter SORTEQ R-200
Sortering og plukning uden begrænsning fra batchstørrelse 1
-
![]()
ControllerMES
Fuld kontrol til produktionen: produktionsstyresystemet ControllerMES
Oprettelse og ændring af produktionsdata
Automatiseret styring af hele produktionen