-
![]()
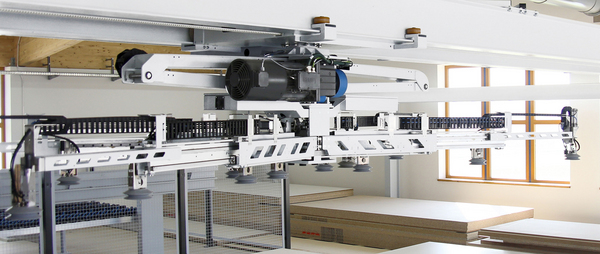
Ulrich Weber, director de la fábrica de muebles de Duravit AG en Schenkenzell, junto a la primera de las dos "sierras robot" SAWTEQ B-320 flexTec.

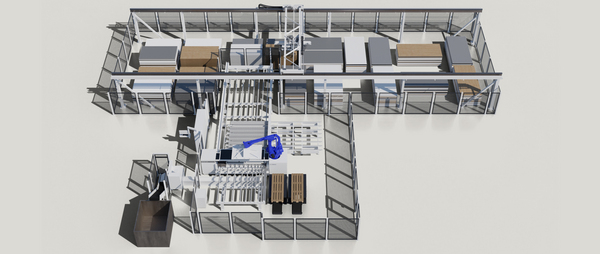
La rapidez y la flexibilidad son esenciales para los responsables de Duravit. Por eso, el fabricante de muebles de baño compró dos instalaciones de serrado idénticas con carga por robots de Homag Plattenaufteiltechnik, que se cargan con materia prima desde almacenes de tableros automáticos. Gracias al uso de robots industriales, Duravit alcanza una disponibilidad próxima al 100 %. HK visitó la empresa, en Schenkenzell.
"Tenemos alrededor de 87 000 piezas actuales, más 20 000 piezas de salida que debemos poder producir inmediatamente", explica Ulrich Weber, ingeniero (FH) y director de la fábrica de muebles de Duravit AG en Schenkenzell, en la Selva Negra, sobre la carga de trabajo y encargos. "No tenemos ningún puesto de almacenamiento para piezas de muebles: cada pieza de la producción pertenece a un pedido". Por lo tanto, el tamaño de la pieza no es relevante. Aunque en el proceso de fabricación automático hay dos almacenes, estos se llaman depósito de clasificación y por capas. Ambos se encargan de que se produzca el menor número posible de ajustes en la línea de formato y de que el corte pueda procesar de forma óptima sus planos de corte. En total, en Duravit se han desarrollado y establecido 20 criterios en el control de producción para lograr la máxima eficiencia posible.
Ulrich Weber se incorporó a esta empresa fabricante de muebles de baño en 1993 y ha contribuido en gran medida al desarrollo de la planta, que hasta 1992 era una fábrica de paños. El productor de porcelana sanitaria deseaba aumentar su tasa de fabricación e incluir mobiliario de baño y muebles para lavabos en su cartera. Al convertirse en director de la planta, Weber decidió trabajar para hacerse con un flujo de producción óptimo que ha conseguido junto a su equipo.
Los visitantes actuales de la fábrica de muebles de Duravit en Schenkenzell no creerán lo que ven sus ojos, ya que la planta parece más bien una planta de producción de la industria automovilística. Toda la producción se organiza de forma totalmente automática y está asegurada mediante cercas de protección de dos metros de altura. Las pasarelas peatonales evitan que los visitantes o los operarios interfieran con el flujo de producción. "Gracias al alto grado de automatización también hemos podido aumentar la calidad, ya que prácticamente no se producen daños en los componentes", aclara Ulrich Weber. Todo comienza con el corte. Contamos con dos instalaciones de serrado idénticas, cada una de ellas compuesta por una "Sawteq B-320 Flextec" con manipulación por robots. Ambas instalaciones están conectadas a través de vías de rodillos y cintas de transporte al resto de elementos de producción. Las dos "sierras robóticas" reciben la carga a través de dos almacenes de superficie con tableros organizados caóticamente y controlados por ordenador. Se trata de los almacenes "Storeteq S-500" de Homag.
El segundo almacén de superficie está ubicado en una nave vecina y tiene una capacidad de almacenamiento un tercio más alta. Los tableros brutos se transportan mediante una carretilla elevadora, según sea necesario, al almacén 1 y allí se transfieren gracias al control por ordenador.
El almacén de superficie se encarga tanto del almacenamiento como de la clasificación, así como de la carga de las sierras, que están diseñadas como celdas de corte para el corte individual de tableros y la producción por encargo. Desde el control de producción, los pedidos de clientes se agrupan según el tipo de material para generar el menor número posible de retales. Una vez procesados los planos de corte correspondientes, las piezas que no deben cantearse se desplazan directamente al apilamiento. Los componentes que deben cantearse se almacenan temporalmente en un depósito por capas "Sorteq H-600", que actúa como sistema de almacenamiento intermedio, y se suministran a la máquina de aplacado de cantos unilateral "Edgeteq S-800" mediante un transporte intermedio, según las necesidades. De esta forma, es posible conducir piezas de diferentes tamaños sucesivamente (por pedido).
La circulación de cantos de "Loopteq C-500" se realiza en forma de O, y los componentes se cantean por completo en de una a tres pasadas. A continuación, los componentes se dirigen a un clasificador cuádruple "TLB 210" o directamente al apilamiento. El almacén de pilas con apilamiento robotizado garantiza la retirada de los componentes de un lote de clasificación en el orden indicado. Dependiendo de la funcionalidad, los componentes se suministran también a centros de mecanizado que realizan trabajos de fresado, taladrado o serrado específicos para cada componente. Una parte de las piezas se desplaza también a la zona de pintura, donde se aplican colores específicos por cliente. Aquí es cuando se evidencian especialmente las ventajas de la producción por pedido.
Los robots contribuyen significativamente al éxito de toda la línea de producción, ya que mueven los tableros con una delicada tecnología de vacío. Además, garantizan la máxima calidad mediante movimientos precisos. Según ellos mismos han afirmado, estos robots industriales homologados reducen casi del todo las interrupciones durante la producción, aumentan la disponibilidad hasta casi el 100 % y disminuyen notablemente el porcentaje de errores.
La impresora de etiquetas con escáner de control integrado identifica todas las piezas de forma totalmente automática. Así, cada instalación de sierra cuenta con una impresora propia que pega su etiqueta de código de barras a la pieza recortada poco antes de salir de la instalación. Las etiquetas incluyen toda la información necesaria para los mecanizados posteriores.
La capacidad de hasta 1500 piezas por turno permite reducir considerablemente los costes por unidad de la fabricación de lotes de una pieza. En lo que el visitante no piensa de inmediato al ver estos procesos de producción es en el rendimiento de los ordenadores que trabajan de forma discreta y fiable en la caja negra. Y es que la instalación de Homag conectada con el sistema de control "Controller MES" es la que permite alcanzar los objetivos. El sistema "Controller MES" toma los pedidos de clientes y de producción del sistema de planificación de Duravit y transmite los datos a los controles de las distintas máquinas de mecanizado.
"Algo que puede ser sencillo de explicar en una reunión de ventas es muy distinto en la práctica", cuenta Ulrich Weber por propia experiencia. "Mi consejo para quien quiera conseguir una planta como esta es adoptar un enfoque tecnológico informatizado". Para Ulrich Weber, las inversiones en las dos "sierras robóticas" y la línea de formato automática no pueden resumirse con un simple cálculo de amortización. "Después de todo, no solo hemos comprado unas máquinas, sino que hemos realizado un cambio de sistema y nos hemos preparado para el futuro", comenta Weber. Como es natural, el director de la planta sabe el valor que representa un operario menos en el cálculo de la amortización. Sin embargo, ¿cómo se traducen la reducción de los plazos de entrega, el aumento de la calidad, la flexibilidad y la elevada disponibilidad de las instalaciones en cifras?
Ulrich Weber no responde, pero ya ha descubierto un nuevo campo de actuación: quiere reducir la producción de retales de sus "sierras robóticas". "Cada porcentaje supone 50 000 euros", confiesa sonriendo.
Un artículo del HK, número 3 | 2021.
«. Gracias al alto grado de automatización también hemos podido aumentar la calidad, ya que prácticamente no se producen daños en los componentes»Ulrich Weber, director de la fábrica de muebles de Duravit AG en Schenkenzell
Productos Relacionados
-
![]()
Seccionadora de tableros SAWTEQ S-320 flexTec
Corte individual, producción totalmente automatizada, recortes ilimitados: Estos son los puntos fuertes de la sierra SAWTEQ B-320 flexTec para la producción lote 1.
-
![]()
Sistema de almacenamiento horizontal STORETEQ P-300 | P-500
Gestión transparente de las existencias del almacén
Flujo y consumo de material óptimos, incluso de las piezas restantes
Tiempos de búsqueda reducidos y aumento de la productividad