-
![]()
Для специфических случаев раскроя рядом с роботизированными пильными центрами используется полуавтоматический пильный станок для раскроя плит , например, SAWTEQ B-300 (ранее: HPP 300 ProfiLine). -
![]()
Загрузка со склада штабельного хранения выполняется с помощью поперечины. -
![]()
После раскроя детали поступают в первый сортировочный накопитель Systraplan. -
![]()
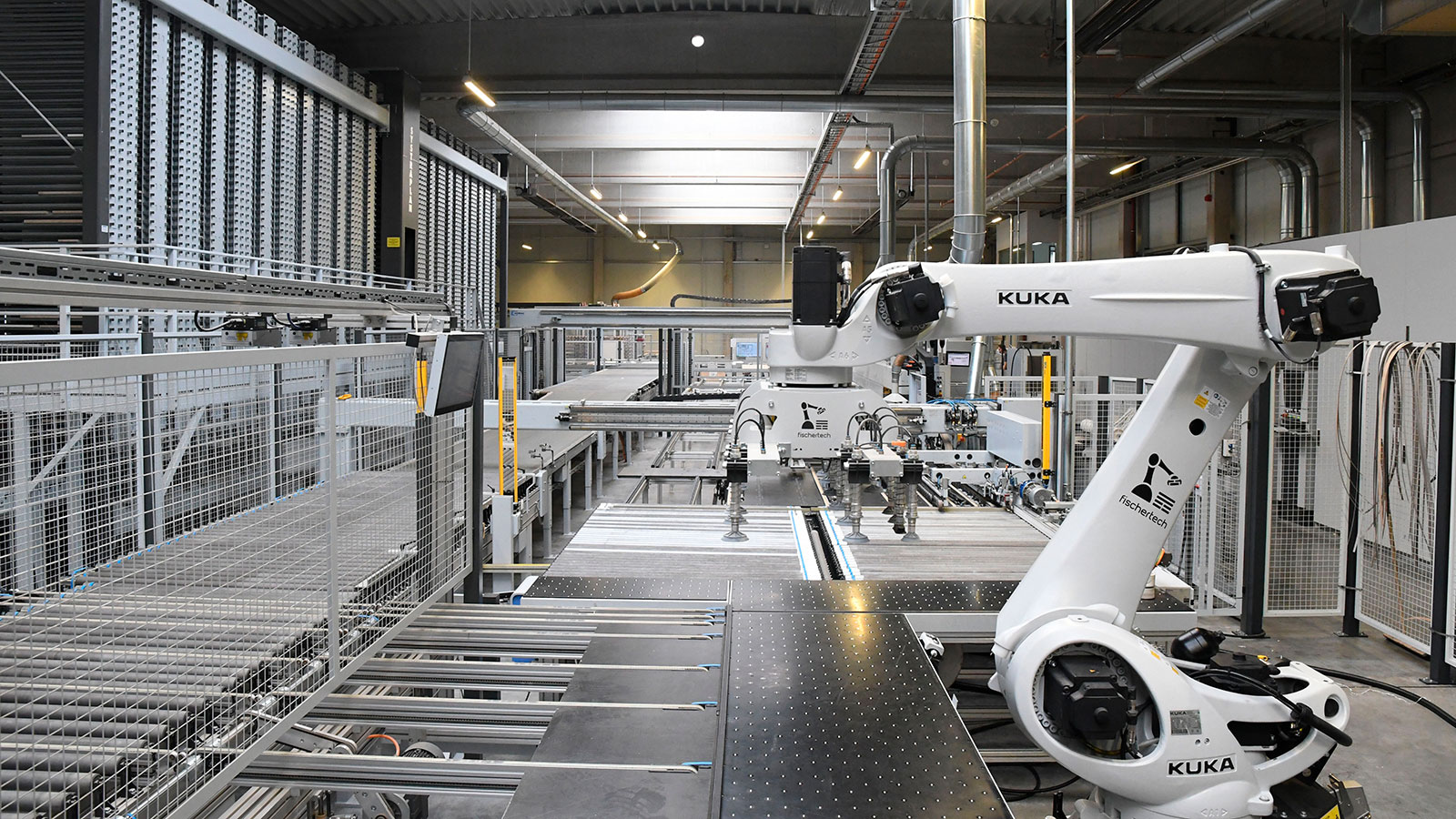
Загрузка и разгрузка кромкооблицовочного станка обеспечивается автоматически двумя роботами.



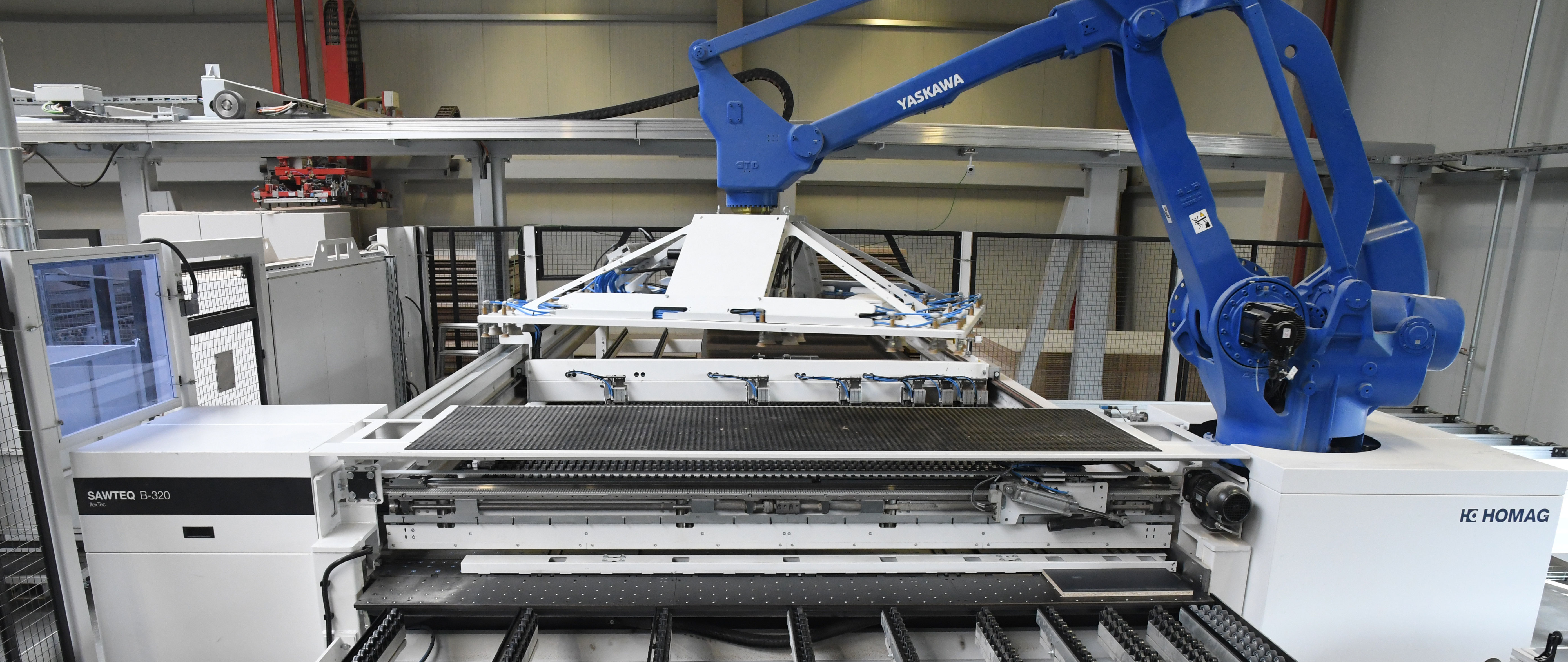
Основная сфера деятельности фирмы horatec — это изготовление деталей мебели для столярных мастерских. На производстве выполняются высококачественный раскрой, окантовка, сверление отверстий и фрезерование. Наиболее важной частью оборудования двух роботизированных производственных линий для изготовления индивидуальной продукции на площадке в Хефельхофе является пильный центр SAWTEQ B-320 flexTec HOMAG.
25 лет назад, когда Вольфганг Торвестен основал фирму horatec, столярные мастерские еще жили в совсем другом мире. «Крупных предприятий тогда было намного больше. Все были уверены: нормальный столяр не покупает полуфабрикаты, он должен все делать сам», — рассказывает нам руководитель предприятия. «За последние годы ситуация изменилась. Дело не только в том, что значительно уменьшилось количество работников на одном предприятии, но и в изменении подхода». Важная причина — дефицит квалифицированных кадров: «Нашим клиентам трудно найти квалифицированных сотрудников». Еще один важный фактор — разнообразие обрабатываемых материалов: «Многие из используемых материалов невозможно качественно обрабатывать без специального оборудования и технологий. Столярная мастерская со стандартным оборудованием, не имеющая средств для значительных инвестиций, справится с такой задачей только с большим трудом». Здесь стоит упомянуть и третий пункт: внедрение цифровых технологий. Далеко не всякое столярное производство в состоянии идти в этой области в ногу с прогрессом. «В деле автоматизации в horatec у нас есть задел на будущее: оптимизация процессов позволила добиться серьезного экономического эффекта», — говорит г-н Торвестен. Именно изменения в столярном производстве стали причиной значительного роста его предприятия и многих аналогичных фирм, также занимающихся поставками готовых деталей для сборки мебели.
Столярные предприятия нового поколения
Несмотря на сложность стоящих задач, г-н Торвестен считает, что перед небольшими столярными предприятиями открываются широкие возможности. Разумеется, каждому руководителю такого предприятия необходимо обдумать, что он собирается делать сам, а что — покупать у других производителей. Ассортимент продукции может в наше время включать самые разные элементы. Если еще 30 лет назад столярная мастерская могла самостоятельно изготовить почти любую нужную деталь, то сейчас специализацию, соответствующее оборудование и ноу-хау для своего предприятия необходимо тщательно выбирать. «Многие традиционные столярные предприятия не могут позволить себе инвестиции, нужные для самостоятельного изготовления предлагаемых нами деталей того же качества по приемлемой цене», — уверен г-н Торвестен. Поэтому среди покупателей horatec есть и индивидуальные предприниматели, и фирмы с 20 сотрудниками. Индивидуальные предприниматели, как правило, покупают нашу продукцию постоянно, а крупные фирмы чаще сглаживают с нашей помощью пиковые нагрузки при большом количестве заказов. Также в число наших клиентов входят предприятия, которые решают отказаться от инвестиций при необходимости замены изношенного оборудования и меняют концепцию производства, переходя на использование готовых деталей.
Работа с широким ассортиментом
Принимая все это во внимание, компания horatec оптимизировала способы сотрудничества со столярными предприятиями. «Мы используем решения для проектирования и поддержки продаж», — поясняет г-н Торвестен. «Благодаря высокой степени индивидуализации и качества расчетов, а также тому факту, что мы берем на себя ответственность за правильный подбор деталей и фурнитуры, наши клиенты могут быть уверены в точности и надежности проекта, например, если они собираются изготовить шкаф. Кроме того, заказчик может использовать наши онлайновые инструменты или офлайновое решение для проектирования для планирования помещения целиком».
В качестве сырья компания horatec использует весь ассортимент продукции Egger, включая кромочные материалы, запас которых поддерживается на складе постоянно. Начиная с плит толщиной от 8 до 25 мм и заканчивая материалами для корпусной мебели и фасадов толщиной 19 мм. Также заказчикам предлагаются специальные плиты толщиной 22 мм и плиты со шпоном пяти видов. И, разумеется, материалы с окрашенной поверхностью. Поскольку столярным предприятиям необходим широкий спектр материалов, в ассортимент также включены выдвижные ящики и фурнитура. «Разнообразие нашей продукции огромно, — объясняет г-н Торвестен, — Столярные предприятия могут купить у нас все, что может им потребоваться».
Минимальное количество персонала
Horatec производит индивидуальную продукцию на полностью интегрированных производственных линиях, подключенных к сети обмена данными. «Средний размер партии у нас — 1,7», — говорит руководитель предприятия. «Большинство изделий нам никогда не придется повторять, поэтому мы не думаем в категориях серий и наименований товара. Для каждой единицы продукции нужны собственные наборы обрабатывающих операций и данных». Производство начинается погрузкой материала в транспорт и заканчивается выгрузкой из него готового изделия. «Готовые укомплектованные заказы мы привозим в принадлежащий компании Egger складской центр в Брилоне, где нашу продукцию распределяют между дилерами из Германии, Австрии и Швейцарии. Именно этот момент и считается сроком поставки, исходя из которого мы планируем производство. На обратном пути мы забираем материал для трех наших производственных площадок. Материал поступает на склад, а со склада — на производство».
Материалы категорий «B» и «C» помещаются на хранение на блочный склад или склад штабельного хранения, а наиболее часто используемые полуформатные плиты сразу поступают на производство. «Начиная с момента, когда автопогрузчик выгружает пакет, люди в производстве больше не участвуют», — подчеркивает Торвестен. Портал загружает плиты со склада штабельного хранения в пильный станок. Вблизи от пильных станков организовано шесть мест хранения, на которые выгружаются и где регистрируются образовавшиеся после раскроя остатки. В дальнейшем для раскроя эти остатки загружаются в станок в первую очередь. При раскрое на производстве horatec в Хефельхофе параллельно работают роботизированный пильный центр SAWTEQ B-320 flexTec и полуавтоматический пильный станок HOMAG, например, модели SAWTEQ B-300 (раньше это была пила HPP 300). При этом роботизированный пильный центр выполняет большую часть раскроя. Дополнительные операции и упаковка выполняются на полуавтоматическом пильном станке. После раскроя детали с наклеенными этикетками направляются в первый сортировочный накопитель, а оттуда — на кромкооблицовочный станок EDGETEQ S-800 HOMAG (ранее: KFR 610), в зоне загрузки и выгрузки которого установлено по одному роботу. После окантовки детали выгружаются во второй сортировочный накопитель, откуда транспортируются на сверлильный участок, оборудованный обрабатывающим центром CENTATEQ E-500 (ранее: BMG 511) и проходным станком для горизонтального сверления DRILLTEQ H-600 HOMAG (ранее: BHX 500). Г-н Торвестен еще раз подчеркивает: «Производство не требует участия оператора начиная со склада плит и SAWTEQ и заканчивая сверлильным участком». «В лучшем случае сотрудник снова прикоснется к заготовке только на участке упаковки». При работе в три смены в цеху находится всего пять сотрудников и начальник производства. Руководят процессами системы ERP и PPS собственной разработки и система управления производством 3Tec.
Нечто совершенно новое
В прошлом на участке раскроя компания horatec использовала два полуавтоматических пильных станка HOMAG, на каждом из которых за смену обрабатывалось 500 деталей. Пильные станки, работавшие в две смены, обслуживали четыре сотрудника. После реорганизации производства и внедрения большего количество автоматизированного оборудования на участке раскроя не хватало основного элемента, который и был найден в 2016 году на выставке HOMAG Plattenaufteiltechnik в Хольцбронне. «Я увидел пильный центр flexTec и сразу понял, что его нужно купить», — рассказывает господин Торвестен. «В отличие от полуавтоматических пильных станков, которые понемногу совершенствовались многие годы, этот центр был чем-то совершенно новым, даже если учитывать только степень его автоматизации. Кроме того, роботизированный пильный центр подкупает своей гибкостью в использовании: во-первых, его можно по-разному интегрировать в стандартный участок раскроя, адаптируясь к имеющимся условиям, а во-вторых, он позволяет изменять сам процесс, так как количество дополнительных резов ничем не ограничивается». На основании быстро подготовленного расчета окупаемости инвестиций руководитель фирмы сравнил два полуавтоматических пильных станка с flexTec, а также учел недостаток квалифицированных сотрудников и затраты на ночные смены, которые планировалось ввести в ближайшее время. «Решение было принято».
Группы из 1000 деталей
Сейчас в horatec проекты поступают на производство от сотрудников внутренней службы. Каждая деталь характеризуется по 150 признакам, которые сохраняются в базе данных. В системе PPS собственной разработки руководители производств сортируют заказы по дате отгрузки и фильтруют материал таким образом, чтобы сформировать группы деталей, соответствующие определенной производительности за смену. После того, как будущая партия будет сформирована, Ardis оптимизирует схемы раскроя и передает их на склад и в систему управления пильного центра. В качестве единицы планирования horatec использует группы из 1000 деталей с соответствующими данными: после раскроя на пильном станке на каждую деталь наносится этикетка с штрихкодом, позволяющим получить информацию об обрабатывающих операциях и происхождении детали.
Г-н Торвестен доволен и участком раскроя, на котором работает SAWTEQ B-320 flexTec. Например, о высоком качестве оборудования свидетельствует его эксплуатационная готовность: руководитель предприятия называет цифру 95 + X процентов. «Точность и качество обработки тоже безупречны», — говорит он. «Хотя в большинстве случаев точность не имеет для нас решающего значения, потому что мы выполняем только форматный раскрой, некоторые детали разрезаются до конечного размера. Пила при этом демонстрирует высокую точность». Определяющий критерий для horatec — это производительность, и соответствующие данные на основе моделирования с учетом требований клиента были предоставлены HOMAG заранее. «У меня есть 1000 деталей, с раскроем которых гарантированно справляется flexTec. Даже при максимальном выходе продукции, который, как сообщает HOMAG, составляет 1500 деталей за смену, у нас остается резерв, позволяющий при необходимости наверстать отставание от плана», — говорит г-н Торвестен. И поясняет: «Для нас это — лучший станок из возможных». В том числе, из-за равномерной выработки (производство в Хефельхофе должно быть непрерывным) и благодаря разделению заготовок, при котором робот целенаправленно перемещает отдельные детали в направлении изготовления.
Проверенные решения
Компании horatec и HOMAG сотрудничают уже 20 лет. За это время были внедрены многие процессы, основой для которых оставались стандартные станки со стандартной структурой данных. Сейчас одно бельгийское предприятие занимается созданием новой производственной линии по лицензии horatec. В этой линии пильный центр SAWTEQ B-320 flexTec снова будет работать параллельно с полуавтоматическим пильным станком. «Пока мы пользуемся одними и теми же проверенными на практике решениями HOMAG», — описывает ситуацию Торвестен. Установка линии будет начата в марте 2022 года. В сентябре запланирован запуск производства: объединенное в линию оборудование для производства индивидуальной продукции будет подключено к единой сети обмена данными; раскрой возьмет на себя роботизированный пильный центр SAWTEQ B-320 flexTec.
«Роботизированный пильный центр подкупает своей гибкостью в использовании: во-первых, его можно по-разному интегрировать в стандартный участок раскроя, адаптируясь к имеющимся условиям, а во-вторых, он позволяет изменять сам процесс, так как количество дополнительных резов ничем не ограничивается.»Wolfgang Thorwesten, horatec GmbH
Так работают Ваши коллеги

Сопутствующая продукция
-
![]()
Раскроечный центр SAWTEQ S-320 flexTec
Полностью автоматизированный раскрой без ограничений.