Автоматическое измерение и дополнительная регулировка в режиме автопилота
HOMAG демонстрирует новый подход к процессам обеспечения качества в производстве ламината.
-
![Концепция интерьера включает множество элементов. Напольное покрытие при этом играет определяющую роль. Ламинат раскрывает широкие возможности для оригинального оформления помещений.]()
Концепция интерьера включает множество элементов. Напольное покрытие при этом играет определяющую роль. Ламинат раскрывает широкие возможности для оригинального оформления помещений. -
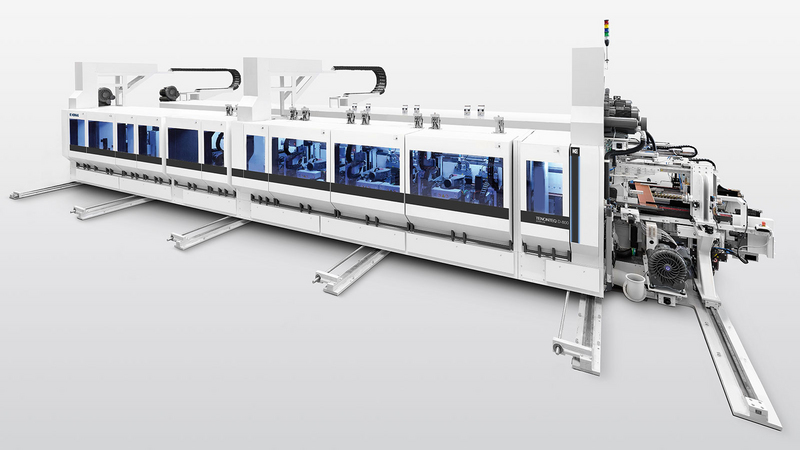
![Двухсторонний кромкопрофилирующий станок TENONTEQ D-800 powerLine с возможностью индивидуальной настройки конфигурации с помощью магнитной цепи]()
Двухсторонний кромкопрофилирующий станок TENONTEQ D-800 powerLine с возможностью индивидуальной настройки конфигурации с помощью магнитной цепи -
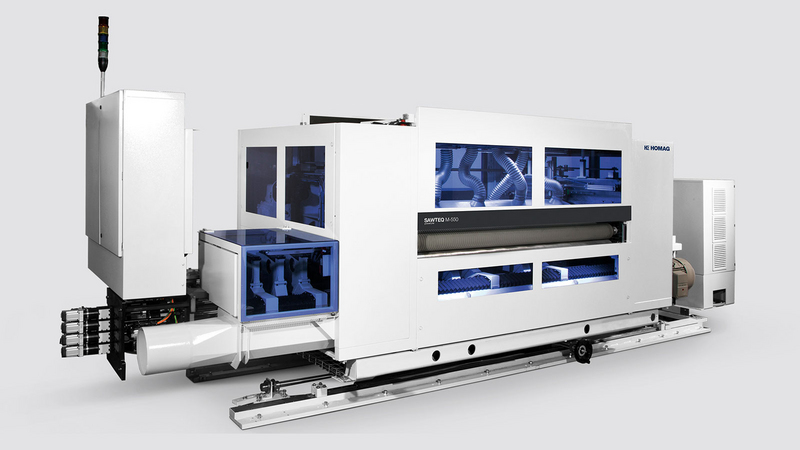
![Пила проходного типа SAWTEQ M-500 с центральным приводным валом для всех агрегатов]()
Пила проходного типа SAWTEQ M-500 с центральным приводным валом для всех агрегатов -
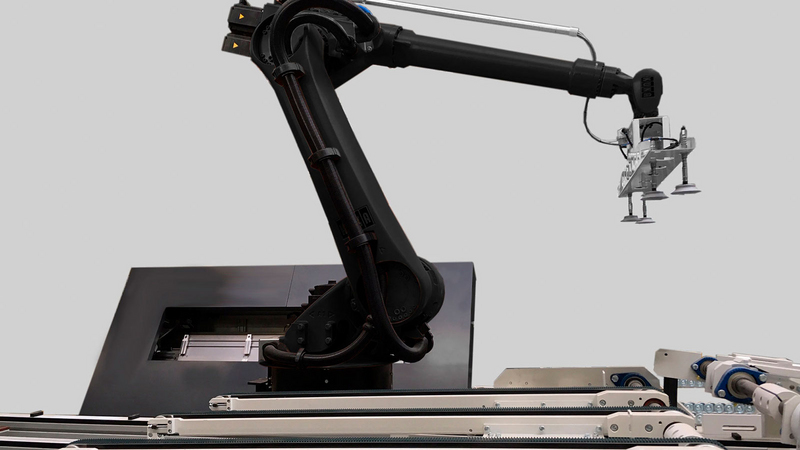
![Автоматическое измерение заготовок на измерительном столе с онлайн-передачей данных]()
Автоматическое измерение заготовок на измерительном столе с онлайн-передачей данных

Статья из журнала Laminat-Magazin 2020. www.hk-magazin.de
HOMAG отлично разбирается в производстве напольных покрытий — этот факт давно известен и многократно доказан. Классическое оборудование для раскроя, разделения, профилирования и упаковки полноформатных панелей уже стало стандартом для предприятий отрасли. Но сейчас вслед за предприятиями мебельной промышленности изготовители напольных покрытий начинают уделять все большее внимание эффективным и экономичным решениям для изготовления мелкосерийной продукции. Основная проблема при этом — сокращение затрат времени на переналадку оборудования. HOMAG предлагает уникальное для рынка решение этой проблемы. Полностью автоматическое измерение панелей во время производства и автоматическая дополнительная регулировка оборудования, которая обеспечивается применением сервоуправляемых агрегатов.
Давайте представим себе процесс производства напольных покрытий с самого начала. Первый этап процесса, как правило — загрузка штабелей. По роликовым транспортерам штабели плит поступают на станцию разделения. Здесь робот поднимает верхнюю плиту и укладывает ее на рольганговый стол. Затем продольная пила в проходном режиме раскраивает плиты на полосы. Раскрой происходит со скоростью до 110 м/мин. Все обрабатывающие агрегаты продольной пилы оснащены сервоосями и настраиваются с учетом требуемого размера полос в полностью автоматическом режиме.
После поперечного раскроя и разделения панели в проходном режиме обрабатываются устройством двустороннего продольного профилирования; при обработке на панели формируется паз с одной и гребень с другой стороны (для замкового соединения). Профилирование выполняется со скоростью до 300 м/мин.
Перед началом упаковки выполняется профилирование торцевых сторон панелей, в этом случае скорость составляет до 80 м/мин. Затем панели очищают, автоматически упаковывают в коробки и укладывают на поддоны.
Все необходимые настройки, например, настройки сервоагрегатов пилы проходного типа, двигателей форматной обработки устройств двойного профилирования и манипуляторов обеспечиваются сервоосями. Это не только дает множество преимуществ при наладке, но и упрощает контроль качества во время производства.
Контроль качества происходит одновременно с изготовлением ламината
Профилированные заготовки автоматически и без остановки производства проверяются на «офлайновом» измерительном столе с помощью 3D-камер. Стол отделен от основной линии оборудования. Для проверки робот отбирает заготовки с производственной линии. Может выполняться измерение продольных и поперечных профилей, а также длины и ширины заготовок. Отклонения от идеального профиля, превышающие допуски, обнаруживаются быстро и без остановки производства. Таким образом удается своевременно принимать необходимые меры. 3D-камеры создают изображения в высоком разрешении, дающие возможность проконтролировать все особенности профиля. Процесс проверки одной заготовки занимает около 1 минуты. При обнаружении отклонений корректировочные значения передаются с измерительного стола в систему управления двухстороннего кромкопрофилирующего станка, после чего позиция агрегатов требуемым образом изменяется. Для внесения изменений в настройки установка на короткое время разгружается.
Подобная организация процесса дает возможность постоянно поддерживать высочайшее качество продукции со значительно меньшими усилиями и затратами времени. Переналадка при изменении профиля, раньше занимавшая несколько часов, теперь выполняется в самые сжатые сроки. Настройки при внесении поправок и изменении формата занимают сейчас всего несколько минут, хотя раньше требовали не менее получаса. В результате удалось уменьшить количество ошибок при настройке, вызванных «человеческим фактором», увеличить скорость производства и добиться стабильного снижения затрат.
Новый подход полностью раскрывает потенциал оборудования, а уровень автоматизации достигает 100 %. Стабильное качество продукции гарантировано. Это решение позволяет исключить субъективность при оценке качества, обычную при проверке силами персонала, и, как следствие, ее влияние на процессы наладки и коррекции настроек. До минимума снижается время наладки и продолжительность простоев.
Автоматическое нанесение лака — высокая скорость и гибкость
Нередко производственные линии включают в себя оборудование для лакирования фасок. Это необходимо, поскольку в процессе производства с продольных и торцевых кромок снимается фаска. Кромки в ходе профилирования приобретают скошенную форму. При формировании фаски в этой зоне с панели снимается верхний функциональный (защитный) слой ламината. Чтобы сохранить устойчивость панелей к износу и воздействию влаги, в области фаски необходимо нанести дополнительное покрытие. Для подобных случаев в двухсторонние кромкопрофилирующие станки интегрируются компактные устройства для нанесения лака в процессе обработки.
Лак наносится на область фасок с помощью вращающегося диска. Таким образом удается обеспечить полную защиту фасок и избежать нанесения лишних слоев лака на всю поверхность ламината.
Все устройства для нанесения лака, интегрированные в установку, подключены к общей системе подачи лака. Запас лака хранится в отдельном кондиционируемом, защищенном от пыли помещении.
Для гибкого производства мелких партий ламината оборудование должно быть высокоскоростным и легко модифицируемым. При изменении цвета ламината на фаски также должен наноситься лак другого цвета. Замена лака в этом случае занимает не больше нескольких минут, и затраты времени не изменяются ни при использовании стандартных, ни при использовании специальных цветов. При эксплуатации обычного оборудования изменение цвета требует больших усилий и вызывает длительные простои установки. При решении этой проблемы высокая степень автоматизации агрегатов и инновационное решение подачи клея дополнительно повышают экономичность и коэффициент использования станков.



