Misurazione e regolazione automatica nella modalità con autopilota
HOMAG ridefinisce il controllo della qualità nella produzione di laminati.
-
![Il concetto di spazio può avere molte sfaccettature. Proprio il pavimento ha un grande impatto su tutto l'insieme. Qui il laminato offre grandi possibilità grazie alla sua configurazione personalizzabile.]()
Il concetto di spazio può avere molte sfaccettature. Proprio il pavimento ha un grande impatto su tutto l'insieme. Qui il laminato offre grandi possibilità grazie alla sua configurazione personalizzabile. -
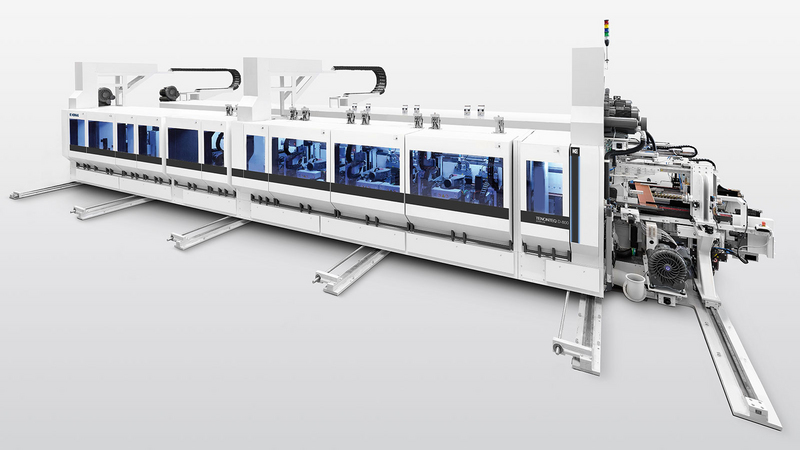
![Squadratrice doppia TENONTEQ D-800 powerLine - configurabile in modo personalizzato con la tecnologia a catena magnetica]()
Squadratrice doppia TENONTEQ D-800 powerLine - configurabile in modo personalizzato con la tecnologia a catena magnetica -
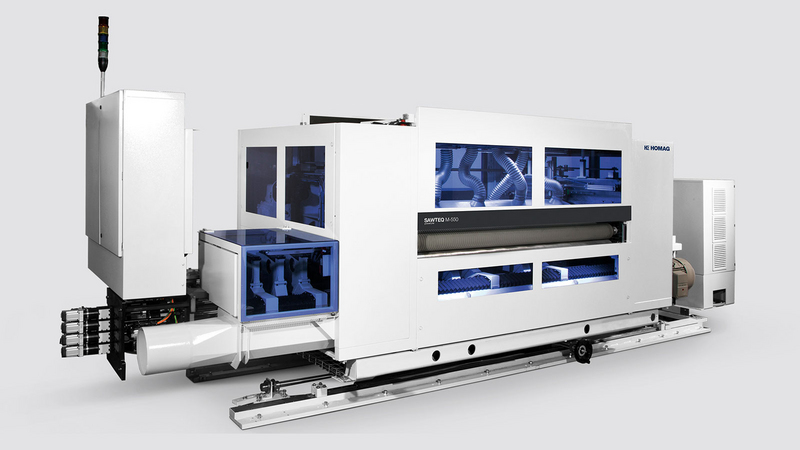
![Sezionatrice continua SAWTEQ M-500 con albero di trasmissione centrale per tutti i gruppi]()
Sezionatrice continua SAWTEQ M-500 con albero di trasmissione centrale per tutti i gruppi -
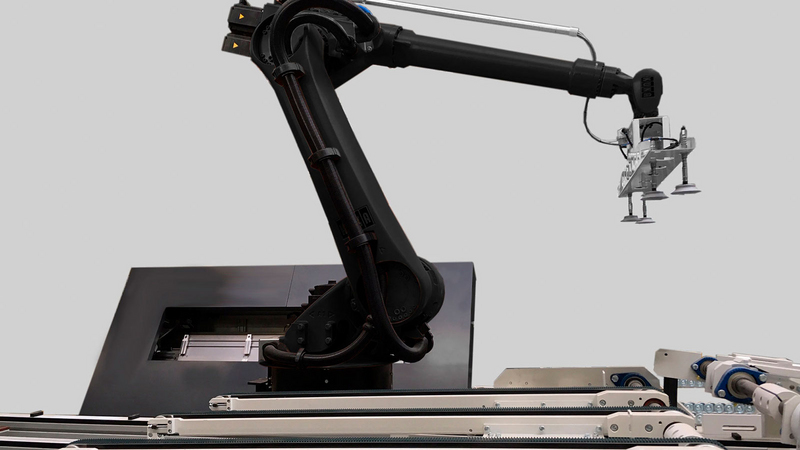
![Misurazione automatica del pezzo sul tavolo di misurazione con collegamento dati online]()
Misurazione automatica del pezzo sul tavolo di misurazione con collegamento dati online

Un articolo della rivista Laminat-Magazin 2020. www.hk-magazin.de
Che HOMAG sappia il fatto suo quando si tratta della produzione di pavimenti, lo ha dimostrato spessissimo. L'impianto classico, che divide i pannelli nel formato intero, li singolarizza, li profila e infine li imballa in modo completamente automatico, fa parte dello standard. Dopo l'industria dei mobili, tuttavia, anche l'industria dei pavimenti richiede ora una produzione efficiente ed economica di lotti di piccole dimensioni. La sfida è riuscire a realizzarli con tempi di attrezzaggio ridotti. Qui HOMAG offre una soluzione che in questa forma non esiste ancora sul mercato. Misurazione completamente automatica dei pannelli nel corso della produzione e regolazione automatica dell'impianto grazie ai gruppi completamente servocomandati.
Immaginiamoci la produzione di pavimenti con i suoi singoli componenti fin dall'inizio. Il ciclo di produzione classico inizia solitamente con il caricamento del carrello elevatore. Mediante trasportatori a rulli per cataste, i pannelli arrivano alla stazione di singolarizzazione. Qui il pannello superiore viene sollevato con un robot e depositato sul tavolo a rulli. Nella fase successiva i pannelli vengono suddivisi in strisce mediante una sezionatrice continua longitudinale. Questa lavorazione avviene a una velocità fino a 110 m/min. Tutti i gruppi di lavorazione nella sezionatrice longitudinale sono dotati di servoassi, e possono essere regolati in modo completamente automatico sulla misura della striscia da produrre.
Dopo la suddivisione trasversale e la singolarizzazione dei pannelli, nell'esercizio continuo longitudinale essi vengono provvisti di incastri a linguetta ("profilo a clic") mediante un profiler longitudinale a due lati. Ciò avviene a una velocità fino a 300 m/min.
Prima di procedere con il processo di imballaggio, i pannelli vengono profilati all'estremità della testa fino ad 80 m/min. Infine vengono puliti, imballati in cartoni e accatastati su pallet in modo completamente automatico.
Tutte le possibilità di regolazione necessarie, come ad es. i gruppi di sezionatura delle sezionatrici continue, i motori a squadrare sulle squadratrici doppie e anche del sistema di gestione, sono dotati di servoassi. Ciò offre notevoli vantaggi non solo per l'attrezzaggio, ma anche per il controllo di qualità durante la produzione.
Controllo di qualità e produzione vanno di pari passo
I pezzi profilati sono controllati automaticamente durante la produzione su un "tavolo di misurazione offline" mediante fotocamere 3D. Questo avviene separatamente dalla linea vera e propria. A tale scopo, i pezzi vengono prelevati a campione dalla produzione mediante robot. È possibile ad esempio la misurazione dei profili longitudinali e trasversali, della lunghezza e larghezza del pezzo. Eventuali scostamenti dal profilo ideale che non rientrano nel campo di tolleranza vengono rilevati tempestivamente senza interruzione della produzione. In questo modo è possibile intervenire tempestivamente. Le fotocamere 3D danno la possibilità di controllare il profilo nei dettagli in alta risoluzione. Questo procedimento di controllo dura circa 1 minuto per pezzo. Se vi sono scostamenti, i valori di correzione sono trasmessi dal tavolo di misurazione alla squadratrice doppia, e la posizione dei gruppi viene corretta. In questo caso l'impianto viene temporaneamente "svuotato" per poter eseguire le regolazioni.
L'esigenza di mantenere la qualità dei pannelli prodotti al massimo livello è stata semplificata e notevolmente accelerata dal processo. I cambi di profilo, che in precedenza impiegavano diverse ore, avvengono in pochissimo tempo. Le correzioni o le modifiche al formato possono essere ridotte da circa mezz'ora a pochi minuti. In questo modo è possibile ridurre gli errori di regolazione umani, evitare scarti, ridurre i tempi di attrezzaggio e i tempi di produzione, e avere un risparmio duraturo sui costi.
In questo caso si sviluppa l'intero potenziale dell'impianto, con un grado di automazione estremamente elevato del 100%. Si garantisce così una costante qualità della produzione. Le valutazioni umane sulla qualità, che spesso avvengono a livello individuale, grazie a questa soluzione sono escluse in fase di attrezzaggio o di adattamento in caso di correzioni. I tempi di attrezzaggio, e quindi i tempi di fermo delle macchine, sono ridotti al minimo.
Verniciatura automatica: veloce e flessibile
Non di rado, una linea di produzione di laminati comprende anche una verniciatura nell'area dello smusso. Ciò è necessario perché durante la produzione i bordi longitudinali e/o frontali dei pannelli presentano uno smusso. I bordi vengono leggermente smussati durante la produzione del profilo. Lo smusso comporta necessariamente la rimozione dello strato di usura superiore del laminato (dell'overlay) in quest'area. Per restituire solidità alla superficie dei pannelli e renderla anche resistente all'umidità, è necessario sigillare la superficie nell'area dello smusso. In questo caso, durante la produzione i pannelli passano attraverso una verniciatura del mini-smusso integrata sulla squadratrice doppia.
La vernice viene applicata sullo smusso dei pannelli mediante un disco di trasferimento. In questo modo si garantisce che lo smusso sia completamente inumidito, e si evita la verniciatura eccessiva delle superfici.
Tutti i dispositivi per l'applicazione della vernice dell'intero impianto sono collegati a un sistema di alimentazione centralizzato del colore. Le scorte di vernice vengono immagazzinate separatamente dalla produzione in un'area climatizzata e priva di polvere.
Per poter produrre in modo flessibile lotti di piccole dimensioni, anche in questo caso è necessaria rapidità e capacità di adattamento. Materiali di rivestimento variabili richiedono diversi colori durante la verniciatura dello smusso. Che si tratti di colori ricorrenti o di colori speciali, il cambio può avvenire sempre in pochi minuti. Negli impianti convenzionali, il cambio di colore comporta notevoli sforzi e un corrispondente arresto della produzione. Anche qui colpisce l'elevato grado di automazione dei gruppi e l'innovativa alimentazione della vernice, la cui economicità permette di ridurre i tempi di fermo macchina.


