-
![]()
Pour les découpes spéciales, les scies robotisées sont chacune assistées d'une scie à panneaux semi-automatique, par exemple une scie SAWTEQ B-300 (auparavant : HPP 300 ProfiLine). -
![]()
Les deux scies à panneaux sont alimentées par une traverse depuis un stockeur à plat. -
![]()
Après la découpe, les pièces arrivent dans un premier magasin de triage de Systraplan. -
![]()
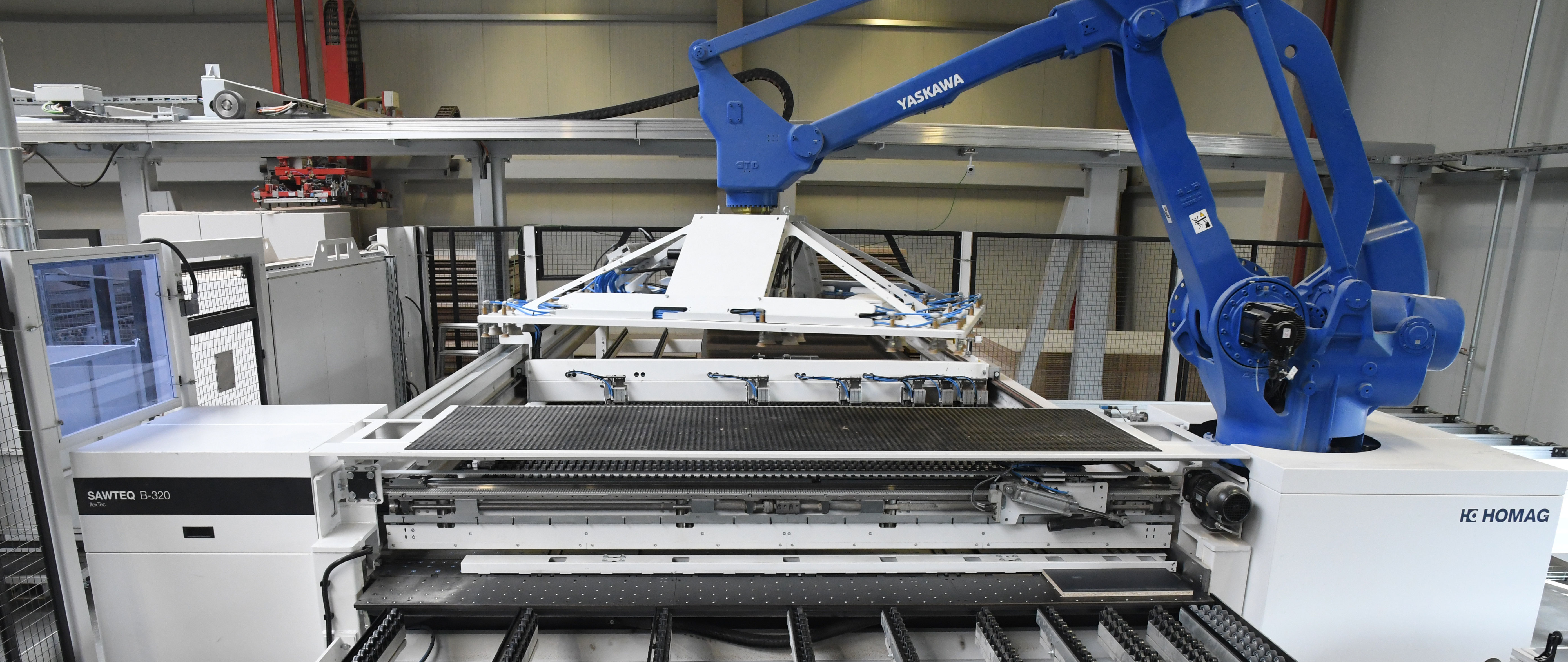
L'application de chants en circulation est automatisée avec deux robots à l'entrée et à la sortie.



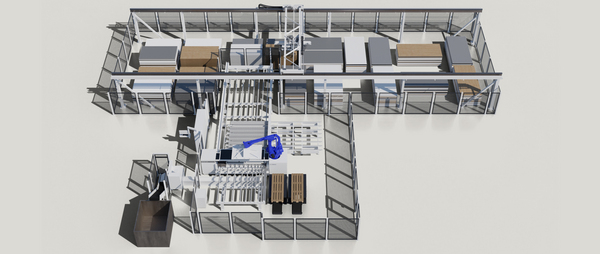
Le cœur de métier d'horatec est la fabrication d'éléments de meubles pour la menuiserie ; ces éléments sont produits avec le plus grand soin, de la découpe à l'application de chants, en passant par le perçage et le fraisage. L'élément central des deux lignes automatisées de production de lots unitaires à Hövelhof est une scie robotisée SAWTEQ B-320 flexTec de HOMAG.
Quand Wolfgang Thorwesten a fondé horatec il y a 25 ans, l'univers de la menuiserie était bien différent. « Il y avait beaucoup plus de grandes entreprises. Et il était évident qu'en tant qu'artisan, un menuisier n'achetait pas, il faisait tout lui-même », raconte le directeur général. « Au cours des dix dernières années, cela a profondément changé. Non seulement le nombre d'employés a fortement diminué dans les entreprises, mais surtout la façon de penser est bien différente aujourd'hui. » La question de la spécialisation serait une raison de ce changement : « Nos clients ont du mal à trouver des employés qualifiés. » Mais cela s'expliquerait aussi par la diversité croissante des matériaux : « Si l'on regarde la gamme, il y a des matériaux qui ne peuvent être traités à un haut niveau de qualité que par des machines et des procédés spécifiques. » Un menuisier équipé de machines classiques rencontrera donc des difficultés s'il n'est pas en mesure d'investir en conséquence. Sans oublier un troisième élément : la numérisation. Tous les menuisiers ne peuvent pas suivre les énormes changements qui surviennent dans ce domaine. « En revanche, chez horatec, l'automatisation nous a permis de prendre une longueur d'avance et de rationaliser nos processus de manière à produire des effets économiques significatifs », explique M. Thorwesten. Finalement, ce sont donc les changements intervenus dans le secteur de la menuiserie qui ont permis la forte croissance de son entreprise et celle d'autres artisans.
Génération menuisier
En dépit des défis, M. Thorwesten voit d'excellentes perspectives pour la menuiserie. Naturellement, certains menuisiers doivent évaluer avec précision les services qu'ils exécuteront eux-mêmes à l'avenir et ceux qu'ils achèteront si nécessaire. Enfin, les gammes de produits sont aujourd'hui extrêmement complexes. Quand un menuisier pouvait encore tout produire il y a 30 ans, il doit désormais souvent se spécialiser dans le savoir-faire et les machines. « De nombreuses entreprises de menuiserie classiques ne sont pas en mesure d'investir pour atteindre la haute qualité que nous offrons à un prix attractif », assure M. Thorwesten. C'est la raison pour laquelle, la clientèle d'horatec compte aujourd'hui aussi bien des entreprises unipersonnelles que des entreprises de 20 salariés. Et tandis que les entreprises unipersonnelles utilisent souvent l'ensemble des services, les entreprises plus grandes cherchent plutôt à compenser les pics de commandes. A cela s'ajoutent des entreprises qui décident de ne pas réaliser d'investissements de remplacement, mais préfèrent changer leur concept et se faire livrer des pièces.
Utiliser toute la gamme
Dans ce contexte, horatec a très tôt optimisé les interfaces avec le menuisier. « Notamment, avec des solutions de planification ou de vente », explique M. Thorwesten. « Nous offrons par exemple la plausibilité et la sécurité dans la configuration d'une armoire en réalisant tous les calculs à un niveau élevé d'individualité et de qualité et en assumant la responsabilité de l'exactitude de toutes les pièces et de la quincaillerie. Dans le même temps, le menuisier peut aussi faire des projections complètes dans l'espace grâce à nos outils en ligne et à une solution de planification hors ligne. »
L'ensemble de la collection Egger, y compris tout le matériau de chant en stock, constitue la base de tous les services horatec. En commençant par 8 panneaux, la gamme s'étend jusqu'à 25 panneaux, en passant par 19 matériaux de corps et de façade. Des épaisseurs spéciales comme 22 mm ou des panneaux plaqués dans cinq essences de bois sont également disponibles. Des surfaces peintes sont évidemment également disponibles. Parce qu'un menuisier a besoin d'une offre complète, la gamme s'étend jusqu'aux tiroirs et à la quincaillerie. « La gamme que nous traitons est considérable », estime M. Thorwesten. « Ainsi, le menuisier peut tout obtenir auprès d'un seul fournisseur. »
Produire sans intervention humaine
horatec est un producteur de lots unitaires – tout à la chaîne, tout connecté. « Chez nous, le nombre moyen de pièces par production est de 1,7 », rapporte le directeur général. « Dans cette activité principale, on ne parle pas en termes d'article, car aucune pièce ne se répète. Chacun apporte ses propres données pour un usinage personnalisé. » Ainsi, la production commence et se termine, pour ainsi dire, dans le parc de véhicules de l'entreprise. « Nous acheminons les commandes finalisées vers l'entreprise Egger à Brilon, d'où nos produits sont distribués aux revendeurs en Allemagne, en Autriche et en Suisse. Cette date de livraison est également le point de départ de toutes nos planifications. Sur le chemin du retour, nous transportons le matériau pour nos trois usines locales. Ensuite, la marchandise est stockée avant d'être envoyée en production. »
Alors que les articles B et C sont rangés dans des stockeurs en bloc ou à plat, les demi-formats les plus courants sont directement envoyés en production. « A partir du moment où le cariste dépose le colis, nous travaillons en principe sans intervention humaine », souligne M. Thorwesten. Les panneaux passent par un portique, depuis un stockeur à plat jusqu'à la scie pour une découpe individuelle. A proximité des scies, horatec a mis en place six postes par ligne de production, où les restes sont automatiquement réacheminés et enregistrés. Pour les découpes suivantes, ces restes sont toujours utilisés en priorité. Lors de la découpe, horatec utilise, dans chaque ligne de production de Hövelhof, une scie robotisée SAWTEQ B-320 flexTec et une scie HOMAG semi-automatique, par exemple une SAWTEQ B-300 (auparavant : HPP 300) ; la scie robotisée prenant en charge presque toute la découpe. Seules les recoupes ou les découpes d'emballage sont effectuées par la scie semi-automatique. Après la découpe, les pièces étiquetées sont acheminées dans un premier tampon de triage, pour passer ensuite dans une machine pour l'application des chants EDGETEQ S-800 (auparavant : KFR 610) de HOMAG, qui travaille avec un robot en circulation à l'entrée et à la sortie. Après l'application des chants, les pièces sont placées dans un deuxième tampon de triage et enfin dans une cellule de perçage composée d'un centre d'usinage CENTATEQ E-500 (auparavant : BMG 511) et d'une perceuse au défilé horizontale DRILLTEQ H-600 (auparavant BHX 500) de HOMAG. « En fait, nous allons du stockeur à panneaux à la cellule de perçage en passant par la SAWTEQ, sans intervention humaine », souligne à nouveau M. Thorwesten. « Dans le meilleur des cas, un collaborateur ne touche une pièce que pour le conditionnement. » Avec un fonctionnement en trois-huit, nous n'avons que cinq collaborateurs et un responsable de la production par équipe. Les processus sont contrôlés à l'aide de systèmes ERP et CFAO développés en interne, ainsi qu'avec un système de gestion de la production 3Tec.
Une grande nouveauté
Par le passé, horatec a travaillé pour la découpe avec deux scies semi-automatiques HOMAG, chacune permettant de traiter 500 pièces par équipe de travail. Ces scies étaient utilisées par deux équipes de quatre employés. Mais après une transformation fondamentale de la production dans l'usine Hövelhof en vue de son automatisation, il ne manquait que le déclic dans le secteur de la découpe : il a eu lieu en 2016, lors des Journées techniques de découpe de panneaux, organisées par HOMAG à Holzbronn. « J'ai vu la flexTec et j'ai immédiatement décidé de l'acheter », raconte M. Thorwesten. « A la différence des scies semi-automatiques qui ont connu des séries d'améliorations classiques au cours des années, la scie robotisée a été une grande nouveauté, ne serait-ce que par son automatisation. En outre, la scie robotisée séduit par sa flexibilité, tant dans la conception standard de la cellule de découpe (pour pouvoir être adaptée aux conditions de production) que dans la découpe elle-même, où le nombre de recoupes est en principe illimité. » Un calcul de retour sur investissement a rapidement suivi, dans lequel le directeur général a comparé deux scies semi-automatiques à la flexTec - en prenant notamment en compte le manque de personnel qualifié, les coûts de main-d'œuvre qualifiée et les équipes de nuit qui allaient bientôt commencer. « La décision a été rapide. »
Penser en échantillons de 1 000
Aujourd'hui, chez horatec, chaque collaborateur du service administratif dans le domaine de la vente approuve des projets. Les propriétés des pièces, regroupant chacune environ 150 caractéristiques, sont ensuite intégrées dans une base de données. Dans le système CFAO développé en interne, les responsables de la production trient d'abord par date de chargement et filtrent le matériau pour former des familles de pièces représentant un rendement d'équipe précis. Une fois les postes partiellement triés, Ardis optimise les plans de coupe et transmet les données de fabrication au stockeur et à la scie. horatec envisage tout cela en termes d'échantillons de 1 000 pièces, pour lesquels toutes les informations sont fournies. En quittant la scie à panneaux, chaque pièce est étiquetée en continu, ce qui fait du code-barres un élément essentiel du traitement et garantit un historique complet.
En ce qui concerne la découpe, selon M. Thorwesten, les résultats de la SAWTEQ B-320 flexTec parlent d'eux-mêmes. L'atout principal est la disponibilité que le directeur général estime à au moins 95 %. « Mais la précision et la qualité sont aussi exceptionnelles », dit-il. « La plupart du temps, la précision n'est pas si décisive pour nous, car nous continuons de procéder au façonnage, mais parfois nous avons aussi des pièces qui sont coupées à la dimension finale. Et c'est là que la précision de la scie fait ses preuves. » Pour horatec, le critère décisif est également la performance, simulée au préalable de manière transparente et spécifique au client par HOMAG. « J'ai 1 000 pièces que je peux faire découper de manière fiable par une flexTec et les sortir en tant que pièces individuelles. Avec un débit maximal, que HOMAG annonce jusqu'à présent à 1 500 pièces par équipe, nous disposons encore de réserves importantes, ce qui nous permet de récupérer facilement les éventuels résidus de production », explique M. Thorwesten. Et une chose est sûre : « Pour nos besoins, il s'agit de la meilleure machine possible. » Cela s'explique également par la production uniforme (la production à Hövelhof étant conçue pour assurer la continuité), mais aussi par la séparation cohérente, dans laquelle le robot amène les pièces individuelles de manière ciblée dans le sens de la production.
En terrain connu
horatec et HOMAG travaillent ensemble depuis maintenant 20 ans. De nombreux processus se sont mis en place au cours de cette longue collaboration, le fondement étant toujours des machines standard avec la même structure de données. Actuellement, par exemple, une entreprise belge sous licence d'horatec construit une nouvelle chaîne de fabrication. Là encore, une scie SAWTEQ B-320 flexTec et une scie à panneaux semi-automatique sont utilisées en parallèle. « A cet égard, nous sommes en terrain connu avec HOMAG, et nous utilisons une technologie éprouvée », explique M. Thorwesten. La construction de la ligne commencera en mars 2022. La production devrait démarrer en septembre : entièrement en chaîne, entièrement connectée. La découpe en lots unitaires sera assurée par la scie robotisée SAWTEQ B-320 flexTec.
« En outre, la scie robotisée séduit par sa flexibilité, tant dans la conception standard de la cellule de découpe (pour pouvoir être adaptée aux conditions de production) que dans la découpe elle-même, où le nombre de recoupes est en principe illimité. »Wolfgang Thorwesten, horatec GmbH
Comment produisent vos collègues

Produits relatifs
-
![]()
Scie à panneaux SAWTEQ S-320 flexTec
Vos avantages avec la production de lots unitaires : découpe individuelle, production automatique, recoupes sans limites