
-
![]()
La découpe dans la nouvelle installation de taille de lot unitaire de Goldbach Kirchner est effectuée avec une scie à panneaux SAWTEQ B-320 (HPS 320) avec gestion robotisée. La partie de l'installation traite automatiquement les plans de coupe livrés via le système de gestion de la production. -
![]()
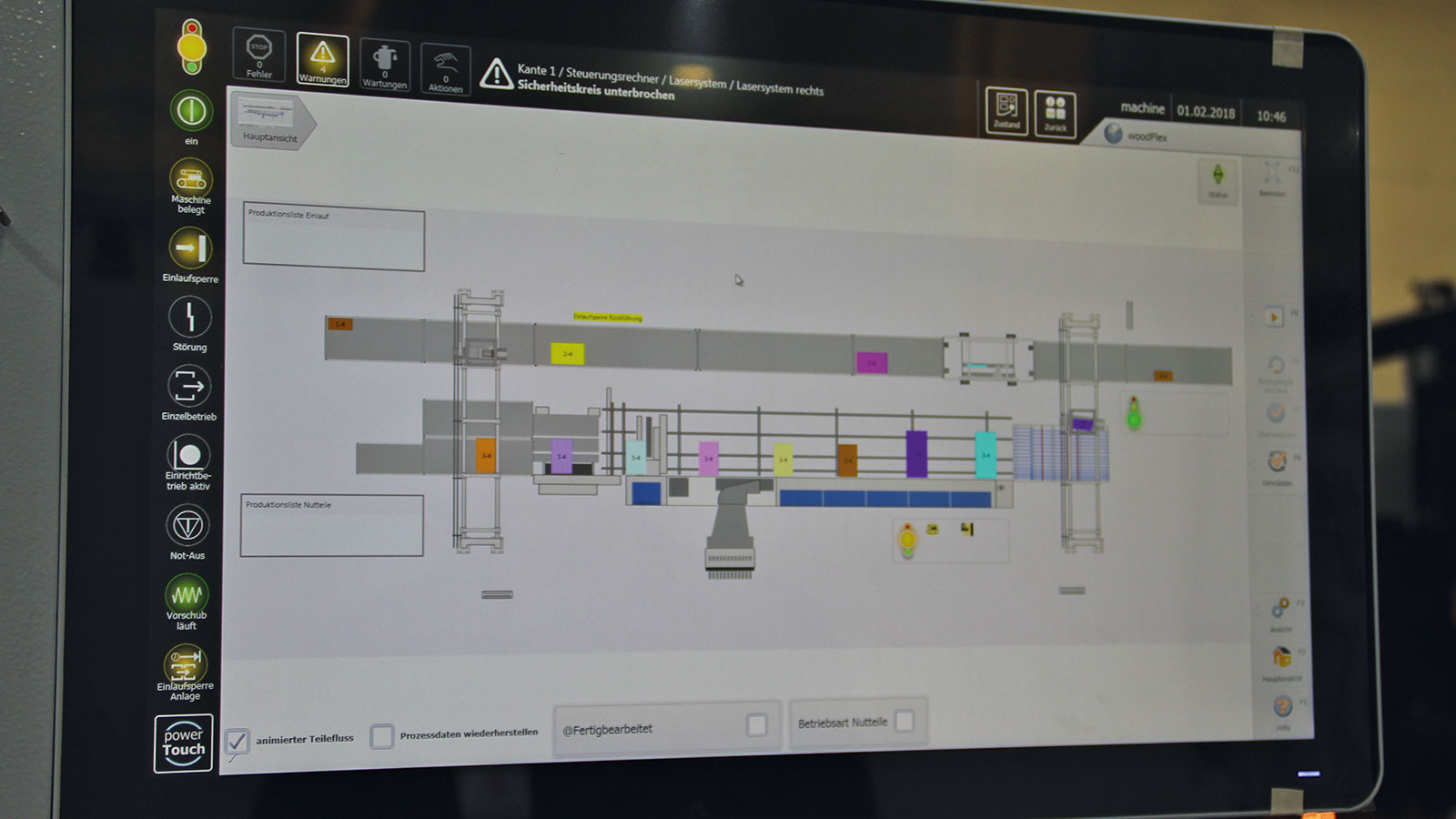
Aperçu du circuit de la ligne de chant, du magasin de triage et de la perceuse au défilé. -
![]()
Aperçu du circuit de la ligne de chant, du magasin de triage et de la perceuse au défilé. -
![]()
Aperçu du circuit de la ligne de chant, du magasin de triage et de la perceuse au défilé. -
![]()
La ligne de production est alimentée par un magasin horizontal STORETEQ S-500 (TLF 411) pouvant contenir plus de 5 000 plaques. -
![]()
La numérisation cohérente permet à chaque pièce d'être suivie sur l'écran en temps réel dans l'installation. -
![]()
Dans toute installation automatisée, Goldbach Kirchner a également besoin des services d'un personnel compétent et d'une intervention humaine. Par exemple, lors de l'assemblage des caissons et du conditionnement ultérieur.






En collaboration avec HOMAG Group, le spécialiste de l'agencement d'intérieur, Goldbach Kirchner Raumconcepte (à Geiselbach), s'est lancé dans un projet de développement d'un genre particulier : la création, sur un ancien site de production de meubles à Dessau, d'une usine de production hautement automatisée pour les caissons et les pièces de construction rectangulaires, basée sur le concept Industrie 4.0.
La Goldbach Kirchner Raumconcepte GmbH est une entreprise familiale dirigée actuellement par la troisième génération de ses propriétaires. La Basse-Franconie est réputée pour ses systèmes de cloisons et d'armoires murales, la production en série et l'aménagement d'intérieur haut de gamme. Elle attache une grande importance à son propre développement durable et à sa production « Made in Germany ».
Bien que ses dirigeants aient toujours fait preuve d'un grand pragmatisme, des décisions managériales audacieuses ont marqué à maintes reprises l'histoire de l'entreprise : tout a commencé avec le fondateur Jakob Kirchner, qui en 1922 posa les premiers jalons de cette success story en déposant le brevet de l'escalier « Ruck-Zuck » et en créant son propre site de production à Geiselbach.
Le dirigeant actuel, Bernd Kirchner, est tout aussi entreprenant. Il a progressivement développé l'entreprise pour en faire une menuiserie d'envergure et, en 2004, a pris l'importante décision de racheter la Goldbach Raumconcepte GmbH près d'Aschaffenburg. L'entreprise s'est concentrée pendant des décennies sur la production de systèmes d'armoires et de cloisons ainsi que sur celle de mobilier de bureau. La même année, Kirchner a récupéré le développement et la production des produits Goldbach à Geiselbach.
La coopération entre la Kirchner Schreinerei Innenausbau GmbH et la Goldbach Raumconcepte GmbH a rapidement créé des synergies dans de nombreux domaines d'activité de l'entreprise. La fusion finale s'est produite en 2006 : les deux sociétés sont devenues la Goldbach Kirchner Raumconcepte GmbH, implantée sur le site de Geiselbach, et dont les activités se sont concentrées sur le développement et la production de systèmes d'armoires et de cloisons de haute qualité, ainsi que d'aménagements intérieurs haut de gamme.
Tous les indicateurs de croissance convergeaient désormais vers les architectes d'intérieur. Une autre étape stratégique a été franchie en 2015 : Bernd Kirchner a racheté un site de production à Dessau, près du prestigieux Bauhaus historique.
« Lorsque je faisais du ski, une de mes connaissances m'a rapporté que l'entreprise avait fait faillite et que tout le site était en vente. Du temps de la RDA, un combinat de production de mobilier y était installé, puis, plus tard, une entreprise travaillant le bois. Ainsi, l'idée de base d'utiliser les structures existantes n'était pas déraisonnable. J'ai finalement décidé de visiter les infrastructures, mais il s'est avéré que produire ici ne serait pas très facile. D'une part à cause de l'état des bâtiments, et d'autre part à cause du flux de matière organique moins efficace sur des kilomètres de convoyeurs à rouleaux et d'un parc de machine très obsolète », rapporte l'entrepreneur.
Kirchner a néanmoins décelé le potentiel se dégageant de ce bien. « Nous ne pouvons plus nous agrandir à Geiselbach. Toutefois, avec une augmentation de nos volumes de production, nous pourrions probablement développer nos parts de marché. C'est ainsi que l'idée d'une production fortement interconnectée à Dessau s'est imposée. »
En outre, selon le chef de production Sebastian Schmidt : « Nous envisagions les choses ainsi : après avoir planifié les produits à Geiselbach, seuls les enregistrements de données relatifs aux caissons et aux pièces de construction rectangulaires seraient envoyés à Dessau. Afin de n'avoir quasiment qu'à appuyer sur des boutons et que les pièces soient produites avec un très haut niveau d'automatisation et peu de personnel dédié. »
Dès qu'il fut clairement établi que l'un des halls les plus récents de Saxe-Anhalt ayant précédemment servi de stock offraient les conditions requises, Kirchner a décidé d'acheter. Peu après l'acquisition du site en avril 2015, biens immobiliers compris, les premiers projets de la nouvelle ligne de production ont commencé au Salon LIGNA tout juste un mois plus tard.
« Avec la possibilité d'une planification complète sur croquis, nous avons pu réaliser un site de production tourné vers l'avenir, et grâce auquel nous satisfaisons pleinement aux commandes personnalisées de nos clients. Grâce à la production de Dessau, nous sommes totalement efficaces tant dans la production en série que dans la taille de lots unitaires et réalisons notre souhait d'être un fabricant réellement innovant », affirme Kirchner.
Ce projet ambitieux s'est finalement concrétisé avec HOMAG Group. « Goldbach Kirchner travaille avec HOMAG depuis les années 1980. La première machine était à l'époque une scie HOLZMA. Bien évidemment, nous avons également consulté d'autres fabricants pour le site de Dessau, mais finalement, HOMAG nous a convaincus avec un concept d'usine réellement innovant répondant à toutes nos exigences en matière de machines et de logiciels », résume Schmidt.
L'usinage des matériaux utilisés (panneaux de particules, MDF, panneaux de contreplaqué lamellé, panneaux composites et panneaux mélaminées avec ou sans film de protection, ainsi qu'un format de panneaux brut maximum de 3 320 x 2 100 millimètres) débute par un stockeur à plat STORETEQ S-500 (TLF 411) d'environ 50 mètres de longueur et 10 mètres de largeur. Il comprend 40 postes de dépôt pour le format 2 800 x 2 100 mm et huit postes pour celui de 4 100 x 2 100 mm. La capacité maximale dans le stockeur à plat avec une épaisseur de matériau de 19 millimètres est d'environ 5 040 panneaux.
Une scie à panneaux SAWTEQ B-300 (HPP 300) avec étiquetage à la barre de pression est reliée au stockeur mais n'est pas intégrée dans l'ensemble de la ligne. Si nécessaire, elle peut être utilisée pour des découpes personnalisées.
Toutefois, le flux de matériaux réel passe près de cette scie, car le portique du palier exploite l'entrée d'une scie à panneaux SAWTEQ B-320 (HPS 320) avec robot. La coupe des panneaux bruts est ici réalisée selon les données de pièces, le robot prend en charge toute la manutention, y compris la transmission après traitement et l'étiquetage. Cette partie de l'installation sort jusqu'à 1 500 pièces par équipe, selon le modèle de coupe.
Après la SAWTEQ B-320 (HPS 320) se trouve un tampon de découplage SORTEQ H-600 (TPL 220) avec 20 niveaux et un emmagasinage à deux voies. Il est simultanément possible d'évacuer avant le tampon des pièces très petites dont les dimensions n'atteignent pas 240 x 140 x 10 millimètres, car elles ne peuvent pas être traitées dans les zones de la machine suivantes. Le même procédé est utilisé avec les chutes ou les pièces déjà finies, par exemple les parois arrière.
« Nous avons accordé une grande importance au fait de pouvoir contourner certaines zones de la machine en cas d'urgence et d'y avoir accès à plusieurs endroits. En temps normal, les pièces arrivent en panneau brut et ressortent entièrement finies, avec les chants et les trous. Cependant, si une machine tombe en panne, notre système spécial de planification des opérations empêche la ligne complète de s'arrêter. Et cela peut s'avérer « vital » selon le taux de remplissage et les pressions liées à la livraison. Afin de ne pas prendre de risque, nous avons examiné les pires « scénarios catastrophes » lors de la conception de l'installation, notamment, par exemple, une panne de courant », explique Christian Stoll, directeur de la production à Dessau.
Le poste tampon est suivi d'une plaqueuse de chants EDGETEQ S-800 (KFR 610) avec circulation de pièces LOOPTEQ C-500 (TFU 820), afin d'appliquer les chants sur les pièces, selon les besoins, sur un ou plusieurs côtés. Pour associer la pièce et le chant, il est possible d'utiliser ici, au choix, un système PU ou laser. On utilise des chants ABS, PP et mélaminés et la machine est équipée de deux unités SF 62 pour le rainurage.
Puis, le transport de la pièce s'effectue sur deux niveaux avec un procédé de nettoyage automatique des deux côtés du panneau. Cette partie de l'installation peut aussi mettre en tampon à petite échelle. Puis, la pièce passe dans le magasin de triage SORTEQ R-200 (TLB 320). Avec une double mise en stock profonde, cette partie de l'installation contient environ 1 500 pièces de construction et est utilisée pour trier les pièces finies avec chant. Pour tout ce qui ne nécessite pas d'usinage, le magasin est suivi du dépilage direct RKR 180 avec un robot. Il est également possible à ce stade de charger des pièces nécessitant un perçage spécial.
Le robot forme automatiquement des couches en fonction des enregistrements personnalisés lors du dépilage et fait également pivoter des pièces pour l'installation de perçage. La perceuse au défilé DRILLTEQ L-500 (ABH 100) termine ce système hautement automatisé. Ici, s'effectuent l'usinage sur les six côtés en un seul passage sans contours d'encombrement ainsi que la pose automatique des chevilles en X. On trouve, en outre, une mesure de pièces à 100 % et un tampon pour 30 pièces de construction finies.
Le système de gestion de la production ControllerMES HOMAG constitue la base de l'ensemble. Il génère les données pour les différentes parties de l'installation afin que l'usinage de lots unitaires soit possible. Les informations relatives à la pièce proviennent du logiciel Kuhnle et de CAD+T, ControllerMES prépare ensuite ces données pour la production.
Par exemple, si les données de conception de Geiselbach spécifient que, pour des raisons esthétiques, le chant doit d'abord être posé transversalement plutôt que longitudinalement, le système en tient naturellement compte et toute l'installation fonctionne de telle sorte que la pièce rentre correctement.
En fonction des données fournies par ControllerMES, la scie organise de façon autonome les plans de coupe correspondants, tout comme l'installation de perçage demande le programme CNC requis pour la pièce de construction. Une production de pièces rapide est également possible à tout moment. Même si des messages d'erreur apparaissent suite aux contrôles qualité automatiques, ControllerMES réagit : le système bloque rapidement l'ensemble de la commande.
Le démarrage de la production d'un meuble commence quatre jours avant la date de livraison convenue. Pour cela, les pièces requises et optionnelles sont préalablement optimisées. Le stock fonctionne quasiment en permanence. Certains panneaux passent en priorité, en fonction des priorités pré-affectées que ControllerMES prend en compte lors de la commande du stock. Elles sont par exemple pré-triées automatiquement dans la soirée pour un démarrage de production le lendemain. Les commandes au stock sont optimisées toutes les deux heures, de la préparation du travail à Geiselbach jusqu'à Dessau.
Si, pour une commande, des pièces à forme libre sont requises, leur production s'effectue à Geiselbach. De même pour les meubles complexes pour lesquels la nouvelle installation ne fonctionnerait pas efficacement. « Grâce à nos transports réguliers entre usines, nous pouvons décider, en fonction de la commande, où les pièces seront rassemblées. Ce qui peut être également le cas directement sur le chantier », explique Schmidt.
Outre HOMAG, le spécialiste de l'aspiration Scheuch Ligno a été l'unique fabricant à participer à l'installation du nouveau site de production : ils ont livré un système « Sepas Plus » pour la production de meubles ayant une capacité d'aspiration de 80 000 mètres cubes par heure, une unité « Eta max » pourvue de ventilateurs à haut rendement avec 85 % d'efficacité, ainsi qu'un filtre à impulsion Scheuch Ligno avec un bac à copeaux intégré. Le système de transport pneumatique du filtre à impulsions jusqu'au silo à copeaux central franchit une ligne de transport d'environ 85 mètres ayant une capacité allant jusqu'à 2 800 kilogrammes par heure. Le mode opérationnel avec intervalles est particulièrement écoénergétique.
Le nouveau site de production HOMAG est entré en service en juin 2017 ; il a atteint un fonctionnement régulier en octobre 2017. Le rendement moyen est de 600 à 800 pièces de construction par équipe.
Cependant, l'efficacité maximale n'est pas encore atteinte : « Lorsque tout sera parfaitement organisé, un employé suffira pour toute l'installation. Nous en avons actuellement généralement trois sur le site. Nous fourmillons également d'idées. Nous envisageons d'utiliser une solution RFID plutôt que les codes-barres. Nous souhaitons aussi implanter tôt ou tard in situ des systèmes de caméras sophistiqués afin de surveiller l'installation et de simplifier la maintenance interne. Ce qui est certain, c'est que cette installation est à la pointe de la technologie et probablement l'une des plus modernes au monde sous cette forme hautement automatisée. Elle incarne fondamentalement la pensée Industrie 4.0. C'est pourquoi nous voulons rallier beaucoup plus de fournisseurs. Jusqu'à présent, seul un fabricant de produits dérivés du bois fournissait les panneaux avec des codes-barres que notre système pouvait lire », explique Schmidt.
En outre, des projets sont envisagés sur le site : « Nous disposons encore d'un pré derrière l'atelier de production utilisé actuellement. Il est suffisamment vaste pour y installer un nouveau bâtiment administratif et, éventuellement, un showroom moderne », explique Kirchner.
Un article du magazine möbelfertigung, 03/2018. Source des images : fabrication de meubles. Lire l'article sous www.moebelfertigung.com.
Vidéos
Veuillez confirmer que lorsque vous utilisez YouTube, des données telles que votre adresse IP, votre identifiant de navigateur, etc. peuvent être transmises à Google.
» Déclaration de protection de données
Vidéo : Goldbach Kirchner utilise l'une des installations Industrie 4.0 les plus modernes de la branche de l'industrie du meuble.