Pubblicato in HK (Germania) 03/2016. HK-Magazin Online.
I dirigenti di Erba Mobili hanno spesso dimostrato coraggio e lungimiranza. Nel corso della sua storia il produttore italiano di mobili ha reagito, non solo una volta, alle riorganizzazioni e alle variazioni del mercato. E, mentre le altre aziende della regione sono scomparse da tempo, Erba è ancora oggi attiva. L'azienda ha infine investito in un impianto formato singolo 1 HOMAG Group, con il quale Erba allo stesso tempo ha notevolmente incrementato il fatturato e ridotto le scorte in magazzino mantenendo lo stesso personale.
"A noi tutti era chiaro che era in gioco la nostra sopravvivenza", ricorda Alessandro Erba, Amministratore delegato e socio della Società Erba Mobili nonché figlio del fondatore dell'azienda, riferendosi alla situazione economica successiva all'anno 2000. "Avremmo dovuto cedere la nostra azienda, se non avessimo deciso di mettere mano al portafogli per investire e realizzare modifiche strutturali."
Nella sua storia Erba Mobili si era già resa protagonista di cambiamenti di questo tipo. Quando nel 1956 Emilio Erba, insieme a due fratelli, fondò una falegnameria e si impose come fornitore nel settore degli intarsi, largamente rappresentato nella regione di Como, sicuramente non immaginava che nel 1975 avrebbe proposto una propria linea di mobili. Dieci anni dopo l'azienda si affermava come uno dei principali produttori di camere per bambini. E ancora oggi è così, anche se si parla piuttosto di mobili per ragazzi. L'azienda ha dovuto realizzare il passaggio dal legno e l'impiallacciatura ai pannelli nobilitati. La famiglia Erba non ha preso con leggerezza tali decisioni, ma infine ha deciso all'unanimità di investire nel futuro.
Dal momento in cui il mercato non richiedeva più legno e impiallacciature, era necessario acquistare delle macchine adatte per la lavorazione di pannelli nobilitati. Per questo motivo, a suo tempo, come primo investimento vennero acquistate una sezionatrice per pannelli orizzontale, una bordatrice e una perforatrice. A questo punto Erba Mobili aveva consolidato la sua posizione sul mercato, la qualità della lavorazione bordi era "all'avanguardia" e si poteva movimentare un maggior numero di pezzi.
Sembrava che la sopravvivenza dell'azienda era assicurata. I potenziali acquirenti di mobili però avrebbero avuto a breve altre esigenze: non intendevano attendere a lungo per consegna dei mobili ordinati. E ancora una volta Erba Mobili si trovava ad affrontare una nuova sfida: lo spazio nei capannoni di produzione diventava stretto, la gestione del magazzino aumentava in modo preoccupante, per non parlare del capitale investito. All'inizio del processo decisionale, "Ci siamo messi in contatto con produttori di macchinari competenti italiani e tedeschi descrivendogli la nostra situazione", ricorda Alessandro Erba. Molto presto si è reso evidente che la soluzione corretta era un impianto formato singolo 1, ma quale produttore offriva il prodotto migliore? "Per scoprirlo, io e mio fratello Giulio abbiamo visitato i produttori di macchinari e abbiamo visto in pratica le soluzioni realizzate presso alcuni clienti di riferimento", spiega il Direttore di Erba Mobili.
La decisione era infine tra due sistemi ma ci ha convinto la soluzione tecnologica di HOMAG Group. Il progetto, visionato presso due aziende in Svizzera, ci ha convinto. Per i dirigenti di Erba un aspetto era fondamentale: volevano un sistema di produzione che funzionasse in modo completamente automatico e che consentisse la produzione economica di parti di mobili fino al formato singolo 1. Erba era entusiasta della soluzione offerta da HOMAG Group come anche del rapporto prezzo-prestazioni. Infatti Erba aveva già in mente le fasi successive con ulteriori investimenti.
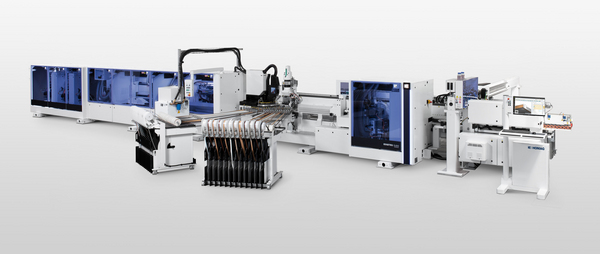
Oggi la squadrabordatrice KFR 610 powerLine HOMAG, con la circolazione totalmente automatizzata TFU 820 di HOMAG Automation, è il cuore dell'intera produzione di Erba mobili. Gli esperti di HOMAG Group (Wolfgang Kläger e il suo team) hanno provveduto ad adeguare l'impianto agli spazi ristretti e alle esigenze del cliente. Davanti avviene il taglio, in ciclo manuale, ma già provvisto di stampante con codice a barre. La stampante produce un'etichetta per ogni pezzo tagliato, consentendo l'identificazione del pezzo e la programmazione del lavoro. Con un carrello per ripiani asportabili e un carrello elevatore a forbice i pezzi tagliati vengono introdotti manualmente nella cella di lavorazione bordi flessibile. In alternativa è possibile anche inserire in automatico nell'impianto la catasta di piccoli pezzi da un pacchetto di caricamento separato. Dal punto di consegna manuale i trasportatori a rulli a motore trasportano i pezzi nell'impianto formato singolo 1, che lavora completamente in automatico e che per questo è interamente recintato. Il "biglietto d'ingresso" per il componente è l'etichetta con codice a barre, rilevata da uno scanner al momento dell'entrata.
La prima stazione è un magazzino materiali con 25 posizioni, che consente di separare il processo di alimentazione manuale dalla squadrabordatura automatica. Infine viene eseguito il trasporto trasversale tramite il portale girevole in direzione della KFR. La prima lavorazione viene eseguita conformemente ai dati del codice a barre. L'anteprima bordi woodLine permette di preparare tempestivamente il bordo. Attrezza il magazzino bordi sul lotto successivo mentre l'impianto è ancora in produzione. Un vantaggio per tutti i formati singoli piccoli e per bordi spesso differenti. Il secondo portale girevole sull'uscita macchina introduce tutti i componenti dopo la prima lavorazione nella corretta posizione di ritorno. L'impianto decide le lavorazioni successive in base dal grado di riempimento dell'impianto stesso. Fondamentalmente con la squadrabordatrice viene eseguito un secondo, un terzo e un quarto esercizio continuo. La macchina è provvista di un impianto di incollaggio per l'applicazione di colla PUR ed è predisposta per laserTec. Il magazzino bordi della macchina di lavorazione può approvvigionare fino a dodici bordi diversi. Ciò assicura flessibilità a Erba, per introdurre sempre la decorazione corretta tra le 52 disponibili. Inoltre la macchina di lavorazione è dotata del gruppo fresa SF62 con dispositivo di cambio utensili 8 X. In tal modo è possibile eseguire anche lavorazioni complete di scanalature e pieghe in automatico per ogni esercizio continuo
All'estremità dell'impianto formato singolo 1, i pezzi vengono espulsi e viene predisposto un magazzino a riccio per il prelievo manuale o in alternativa avviene l'accatastamento su un pallet europeo. Sul carrello a ripiani asportabili o sul pallet europeo i componenti, in base all'ordine, vengono trasportati alle successive stazioni di lavorazione e di montaggio, prima di giungere nel "proprio" cartone pronti per il trasporto al cliente. Alessandro Erba ha realizzato un investimento intelligente proiettato al futuro. "Grazie alla macchina per il taglio del cartone VKS 250 di HOMAG Automation, l'azienda è in grado di produrre ogni singola scatola secondo necessità, senza dover avere un grande magazzino per i cartoni", spiega Roberto Pardini, del dipartimento marketing di HOMAG Italia e Product Manager CNC. Il controllo delle macchine con powerTouch consente di produrre un cartone con la pressione di un dito. Alla Erba vengono utilizzate quotidianamente 200 scatole, tutte con dimensioni diverse (formato singolo 1). I cartoni tagliati sono suddivisi in cinque formati diversi.
Tutto questo è conveniente per un produttore di mobili relativamente piccolo con 32 dipendenti? "La risposta è assolutamente sì", continua Alessandro Erba. "Siamo riusciti ad incrementare il nostro fatturato del 35% mantenendo il nostro attuale personale e abbiamo ridotto le scorte di magazzino da 500.000 € a 50.000 Euro €." È inutile chiedere del ritorno sull'investimento parlando di cifre così importanti. Chi è in grado di produrre in tempi più brevi un maggiore assortimento di prodotti lavora nel modo corretto con la soddisfazione dei propri clienti. È inoltre chiaro che le richieste speciali dei clienti non costituiscono alcun problema. Infine, con questo allestimento della macchina, Erba si può aprire alla progettazione classica. Da questo punto di vista, la produzione automatizzata con il formato singolo 1 costituisce molto più che un investimento intelligente. Erba, infatti, può incrementare ulteriormente le prestazioni dell'impianto e grazie all'opzione dell'esercizio su tre turni si garantisce una sicurezza per il futuro.
Con questi successi alle spalle, Alessandro Erba intende migliorare la posizione della sua azienda sul mercato e ha già in mente ulteriori investimenti per il futuro. Ed ecco l'idea del taglio. Erba intende posizionare una nuova sezionatrice con magazzino pannelli automatico all'inizio della catena del processo. È consapevole che solo con la combinazione di sezionatrice e magazzino si possono sfruttare i vantaggi conseguenti dallo sfruttamento ottimale della macchina e dal minimo spazio richiesto dai pannelli approvvigionati.
In Svizzera e a Schopfloch, Erba ha visto come si possono ridurre i percorsi e come creare maggiore spazio per i pannelli. A una traversa di aspirazione controllata da computer viene affidato il trasporto all'interno del magazzino e la consegna alla sezionatrice. Non è più richiesto alcuno spazio per l'elevatore a forche, oltre all'eliminazione ottimale dei tempi di inattività. "Ciò consente di raggiungere facilmente un aumento della produttività fino al 40%", insiste l'"uomo" HOMAG Roberto Pardini con i suoi clienti, "e mantenendo lo stesso personale oltre alla massima resa dei materiali." Per inciso, alla combinazione sezionatrice-magazzino automatico viene affidata la ripartizione preliminare, senza l'intervento di operatori, si assicura il controllo e il monitoraggio scorte automatico e si garantisce una disposizione ottimale.
Foto: HK Magazin / Norbert Schmidt
Prodotti simili
-
![]()
Bordatrici e macchine combinate EDGETEQ S-810 powerLine: dotazioni personalizzate
Lavorazione precisa e una finitura perfetta con bordi di qualunque materiale