-
![]()
Компания Rolf Rissel Objekteinrichtungen GmbH из Шпандау разрабатывает комплексные концепции вызывающего положительные эмоции оформления аптек -
![]()
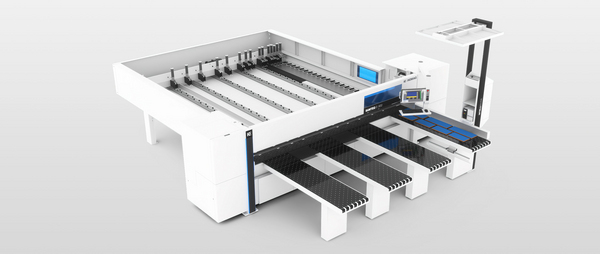
SAWTEQ B-300 помогает повысить выработку на участке раскроя -
![]()
Система складирования STORETEQ S-200, приобретенная компанией Rolf Rissel, вмещает почти 1000 плит -
![]()
Присасывающая поперечина ST 61 перемещает плиты с покрытием толщиной от 8 мм и необработанные плиты толщиной от 12 мм -
![]()
Удобство доступа: место складирования системы штабельного хранения





Объединенные системы складирования с пилой дают целый ряд преимуществ, и повышение выработки и качества, эргономичность, точный контроль и малое количество отходов — только некоторые из них. Самым важным эффектом внедрения установки HOMAG на производстве берлинской компании Rolf Rissel Objekteinrichtungen GmbH стал новый ритм производства.
Аптечный бизнес меняется. И уже давно. Если в 2010 году в Германии количество аптек превышало 21000, то сейчас их осталось 18000. Эксперты ожидают, что в течение ближайших лет это количество будет продолжать снижаться и вскоре составит всего 15000. Причин этому несколько. Одна из них — внедрение электронных рецептов и онлайн-торговли лекарствами. В любом случае, традиционным аптекам перед лицом новых требований необходимо тщательно проверить собственные бизнес-модели. Изменения могут быть не принципиальными, но они должны касаться аспектов, имеющих для клиентов важное дифференцирующее значение.
Эмоции в центре внимания
Компания Rolf Rissel из Берлина помогает аптекам на этом пути. Более того, специализирующаяся на комплексной отделке помещений фирма в значительной мере этот путь формирует. Компания с местонахождением в районе Шпандау разрабатывает и реализует целостные концепции оформления. Целая команда оформителей помещений, дизайнеров, инженеров по деревообработке и столяров выполняет самые разные задачи вплоть до разработки логотипа и наружной рекламы: комплексные услуги с индивидуальным подходом, где фирма Rissel одновременно и генерирует идеи, и реализует их. «В центре внимания при этом, — подчеркивает директор и совладелец компании Карл Лефль, — всегда находятся эмоции, воплощенные в дереве, стекле и металле».
Компания Rolf Rissel Objekteinrichtungen была основана 2003 году в результате преобразования фирмы-предшественницы. В 2007 году предприятие переехало из пригорода Берлина в район Шпандау. Это был важный шаг для фирмы, благодаря которому ей удалось резко улучшить свою транспортную доступность: теперь в штаб-квартиру легко добраться на машине, поезде, электричке, автобусе, метро и трамвае. Клиентам из Гамбурга, Франкфурта или Мюнхена не составляет никакого труда явиться на личную встречу. «Кроме того, Берлин нам нравится», — говорит г-н Лефль. «Но самое главное — мы можем продемонстрировать заказчикам нашу продукцию и производство».
Все сделать правильно
Большинство заказчиков компании Rissel относится к отрасли здравоохранения. Фирма-предшественница также специализировалась на оборудовании для аптек, но из-за недостатка мощностей не располагала разветвленной сетью сбыта. «Мы изменили это и усилили подразделение сбыта». Теперь компания пользуется плодами этого решения: если раньше кроме аптек обстановку заказывало не больше двух врачебных кабинетов в год, сейчас таких заказов бывает от десяти до двенадцати. «Также мы постепенно закрепляемся на рынке мебели для клиник — нам заказывают обстановку для палат или лабораторий. Мы уже выполнили заказ для клиники Шарите». Кроме того, компания все чаще получает частные заказы, поэтому г-н Риссель сейчас называет четыре основные направления деятельности: аптеки, врачебные кабинеты, больницы, частные заказчики. «К нам обращаются те, кому нужна специальная мебель, которую нельзя просто купить в магазине», — дополняет г-н Лефль, называя пятое направление работы компании. Если раньше компания предлагала свои услуги только в северной части Германии, то теперь у нее есть клиенты во всех регионах страны. «Если мы все сделаем правильно, за наши позиции в будущем можно будет не волноваться», — оценивает совладелец компании ее перспективы.
Наращиваем мощности
Теперь компания Rissel может не волноваться и за первый участок своей производственной линии: здесь работает объединенная система складирования с пилой производства Homag. Перед покупкой представители компании посетили проходившую в Нюрнберге выставку оборудования для деревообработки Holz-Handwerk 2018, где они рассмотрели установку во всех подробностях. «Мы получили отличную консультацию, лучше просто не бывает, — вспоминает г-н Лефль. — Разумеется, мы поговорили и с другими поставщиками и получили несколько коммерческих предложений. Мы не старались найти самый дешевый вариант, мы искали нужный нам набор функций и партнера, которому можно доверять. После того, как мы осмотрели производство еще одной фирмы, которая уже использовала такую установку, мы поняли: это именно то, что нам нужно». Кроме того, компания уже сотрудничала с Homag в прошлом: с 2016 года на производстве работает изготовленный в Шопфлохе кромкооблицовочный станок с устройством возврата заготовок.
А затем на повестке дня появилась объединенная система складирования с пилой. «Перед этим у нас уже был раскроечный станок горизонтального типа», — говорит г-н Лефль. «На за время работы от потерял требуемую точность. Кроме того, оборудование склада тоже морально устарело. В некоторые дни нам приходилось больше работать на погрузчике, чем пилить. Нам надо было наращивать мощности — и складского оборудования, и участка раскроя». «Наращивать мощности» в данном случае означало: приобрести автоматический склад, вмещающий от 600 до 1000 плит, сделать более удобным участок разгрузки грузовиков, обеспечить автоматический возврат на склад плит заданного и большего размера и: «Особенно для нас был важен склад остатков с системой управления и точный контроль».
Для производства единичной и мелкосерийной продукции
В рамках наращивания мощностей компания Rissel приобрела станок SAWTEQ B-300. «Базовая модель серии 3, пила с прижимной балкой, предназначена для производства единичной и мелкосерийной продукции. Станок раскраивает отдельные плиты и штабели плит из всех распространенных материалов и работает с выступом пильного диска, равным 80 мм», — объясняет Томас Теземайер, руководитель подразделения сбыта северного региона Homag Group. Скорость пильной каретки 130 м/мин и скорость программного толкателя 90 м/мин дают возможность добиться высокой скорости процессов раскроя. Мощность двигателя главной пилы равна 11 кВт. Станок SAWTEQ B-300 на производстве Rissel раскраивает плиты длиной до 3200 мм.
«Плиты загружаются в раскроечный станок из системы штабельного хранения STORETEQ S-200», — продолжает г-н Неземайер. «Здесь присасывающая поперечина ST 61 перемещает плиты с покрытием толщиной 8 мм и больше и необработанные плиты толщиной от 12 мм. Мост передвигается со скоростью 60 м/мин., ходовая тележка —80 м/мин., подъемный привод — 30 м/мин., благодаря чему на складе можно размещать заготовки длиной от 2000 до 4200 мм и шириной от 800 до 2200 мм, адаптируя его к хранению самых разных материалов и разным размерам помещения». Поперечина может перемещать плиты весом до 250 кг. Автоматическая регулировка учитывает размер плит и вместе с автоматическим устройством разделения обеспечивает безопасность при всех манипуляциях.
Новая организация подготовительных работ
Ввод установки в эксплуатацию и обучение персонала работе с программным обеспечением CADmatic 5, Cut Rite и программой управления склада woodStore заняли примерно три месяца. Немного позднее другой поставщик организовал внедрение ПО iX imos. С этого времени системой CAD/CAM занимаются два ответственных пользователя, остальные сотрудники должны пройти обучение в течение ближайших месяцев. Специалисты Homag настроили конфигурацию требуемых интерфейсов и организовали передачу данных. В настоящее время параметры раскроя и этикетирования задаются системой imos. Сопроводительная информация для деталей содержит стандартные сведения: клиент, комплектуемый заказ, обозначение детали, материал, размеры, окантовка. Кроме того, оборудование Homag обеспечивает распознавание штрих-кода в обрабатывающем центре следующего участка. Таким образом выполняется сканирование деталей и выполнение запрашиваемых программ.
Контроль и отслеживание
Главным результатом ввода в эксплуатацию нового склада г-н Лефль считает «порядок, порядок и еще раз порядок». Склад вмещает почти 1000 плит и обеспечивает их хранение без повреждений. Плиты хранятся и перемещаются в смешанных штабелях, при отсутствии других задач выполняется их предварительная сортировка. «Раньше нам приходилось выделять отдельного работника, который выполнял предварительную сортировку с помощью погрузчика. В результате за одну смену удавалось раскраивать только небольшое количество плит, все остальное время станок простаивал», — поясняет г-н Лефль. «Сейчас оператор знает, какие плиты он будет раскраивать после обеда, и указывает соответствующие схемы. После этого склад начинает перекладывать плиты в штабелях. К тому моменту, когда приходит оператор, все уже готово к работе».
Благодаря освобождению трехэтажного стеллажного склада длиной до 20 м удалось реорганизовать и систему логистики. Теперь штабели плит просто устанавливаются в зону загрузки склада и размещаются в нем автоматически. Управление остатками плит легко контролировать: «У нас большой склад остатков с запасным выходом, материалы хранятся в порядке и их всегда легко найти. Нам не приходится терять время на поиски».
Отказ от старого
Внедрение SAWTEQ B-300 увеличило выработку участка раскроя почти вдвое. «Встал вопрос: что делать со следующими участками?», — и как реорганизовать работу на них, подчеркивает владелец предприятия. Чертежники отправляли спецификации (которые раньше записывались от руки) непосредственно в систему управления станка, благодаря чему у начальника цеха появлялось время на то, чтобы координировать производство, контролировать качество или решать возникающие проблемы. «Решающее значение имел тот фактор, что все подготовительные работы выполняются iX, а оборудование склада управляет заказами. Ритм работы задает именно склад», — объясняет т-н Лефль. «Раньше этот ритм был неравномерным. Теперь он точно задается заранее». Чтобы передавать заготовки на следующие участки производственной линии, компания Rissel позаботилась о повышении выработки обрабатывающих центров. В начале октября предприятие заменило старый обрабатывающий центр двумя станками одинаковой мощности, которые поддерживают заданный ритм на участке, предшествующем сборочному. «Скорость работы объединенной системы складирования с пилой и новая организация производственного цикла не позволяет нам работать по-старому», — уверен г-н Лефль. Новый ритм производства отлично подходит для работы с заказчиками из сферы здравоохранения.
«Сейчас оператор знает, какие плиты он будет раскраивать после обеда, и указывает соответствующие схемы. После этого склад начинает перекладывать плиты в штабелях. К тому моменту, когда приходит оператор, все уже готово к работе.»Карл Лёффль, управляющий партнер компании Rolf Rissel Objekteinrichtungen GmbH
Сопутствующая продукция
-
![]()
Система штабельного хранения STORETEQ P-310|P-510 и P-320|P-520
Оптимальное энергосберегающее хранение
Прозрачное управление складскими запасами на минимальной площади
Высокоэффективная и продуманная логистика
-
![]()
Раскроечный центр SAWTEQ S-300
Широчайшие возможности применения благодаря индивидуальному оснащению
Идеальное решение для интегрированных производственных процессов
Эргономично, экологично и эффективно
-
![]()
Программа оптимизации раскроя Cut Rite
Повышение эффективности за счет сокращения затрат
-
![]()
woodStore
Система управления складом, обеспечивающая прозрачность движения информации и перемещения материалов
Контролирует движение всех материалов, включая остатки
Автоматически регистрирует и анализирует все перемещения на склад и отгрузки со склада