-
![]()
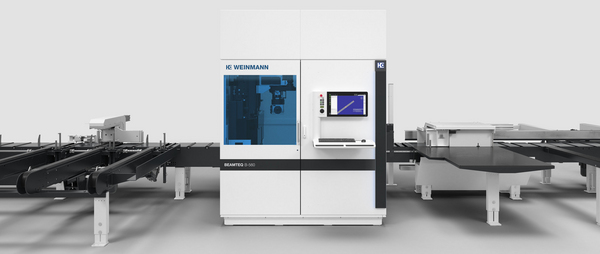
La BEAMTEQ B-540 richiede poco spazio -
![]()
Ausgehend von verschiedenen Standardformen werden individuelle Dächer definiert und mit der Abbundanlage hergestellt -
![]()
Der Vorfertigungsgrad bei Zimmerei Büsing liegt deutlich über dem regionalen Standard und reicht bis zur Vorkonfektionierung der Dachlattung



Anche una piccola impresa con otto dipendenti può offrire grandi servizi. Potrebbe ottenere lo stesso fatturato di un concorrente con 15 dipendenti, potrebbe registrare al suo confronto addirittura un piccolo guadagno in più. Così almeno la vede Marco Büsing, che in precedenza aveva egli stesso alla sua carpenteria un numero di dipendente ben superiore: “E allora non abbiamo né raggiunto un fatturato più alto, né guadagnato di più".
Da manuale ad automatico
Tra allora e oggi c’è stato il passaggio dalla produzione manuale a quella automatica, che si riflette in una WEINMANN WBS 140 nel capannone dedicato alla sezionatura. Il modello successivo di questa macchina per la sezionatura, una WBZ 160 powerSIX, è già ordinato a Lonsingen.
Marco Büsing ha scelto questi due impianti di sezionatura innanzitutto per questioni di spazio: “Da noi stanno semplicemente meglio rispetto alle macchine dei concorrenti, e inoltre servono meno lavori di preparazione”.
Un altro fattore è stata la qualità della lavorazione. Riguardo a questo punto, le macchine WEINMANN hanno fatto a Marco Büsing un’impressione eccellente. “Se è vero che qui possiamo lavorare “solo” formati di dimensioni fino a 200 x 455 mm, ogni anno abbiamo comunque anche travi di sezioni maggiori. Per queste vi sono soluzioni alternative”.
Prima che la sua impresa di Barßel, Bassa Sassonia, acquisisse due anni e mezzo fa la WBS 140, produceva le sue capriate in maniera tradizionale con sega circolare manuale e perforatrice.
Elevato grado di prefabbricazione, qualità e affidabilità
Già allora, tuttavia, Marco Büsing progettava tutte le capriate con un programma CAD di Weto, che utilizza moltissimo già da 15 anni. “Allora queste progettazioni non erano certo dettagliate come lo sono oggi, poiché con la sezionatura manuale si può definire ancora molto in fase di lavorazione o addirittura in cantiere. Oggi, al contrario, devo progettare precisamente durante le operazioni preliminari di produzione. Non dovrebbero più essere necessarie modifiche dopo la sezionatura”.
Questo anche perché la carpenteria Büsing, in una regione dove la sezionatura è molto diffusa e la concorrenza è forte, non si confronta soltanto nella generale battaglia dei prezzi, ma pone anche un vantaggio in termini di qualità nei confronti dei concorrenti: “Per questo, nella sezionatura saremo magari 20 cent/m più cari, ma offriamo ai nostri clienti prestazioni che forse un concorrente non padroneggia o che mette in conto separatamente".
I clienti sono normalmente imprenditori edili che si occupano di tradizionali costruzioni massicce, ai quali Büsing fornisce all'anno circa 100 capriate per immobili abitativi. In questo settore commerciale, oltre alla qualità conta soprattutto l’affidabilità, ragion per cui Büsing dal canto suo deve poter fare affidamento sul suo impianto di produzione: “Da una parte è importante sapere che l’incarico oggi seguito dalla WBS 140 domani potrà anche essere consegnato.
Dall’altra, anche la nostra progettazione degli incarichi sul medio termine viene semplificata sa tempi di produzione chiaramente definiti. Tuttavia, qui ci fidiamo meno dei calcoli del software che delle nostre esperienze. In fin dei conti, il software non può prevedere che debba anche essere scaricato un camion e che pertanto la macchina rimarrà ferma per un po’.
Con “prestazioni” speciali, Büsing intende in prima linea un elevato grado di prefabbricazione, e una precisione altrettanto alta: “Se i nostri clienti vedono come sono ben preparati i nostri cantieri, come tutto si monta rapidamente e senza problemi, e che praticamente non dobbiamo effettuare finiture, daremo loro una corrispondente buona immagine".
Perfetta interazione software - macchina
Il primo passo verso questa immagine è la progettazione CAD dell’intero tetto, con Weto Viscon V10. Di regola, Büsing si occupa egli stesso di questa parte, ma ha anche due dipendenti esperti del programma, che se necessario possono prendere il suo posto.
Sorprendente: nessuno dei tre ha partecipato a un corso di formazione sul programma: “Quando 15 anni fa ho iniziato a utilizzare questo software, si chiamava ancora »Easy Abbund«, e il nome era tutto un programma: il software è davvero »easy«. Ho imparato a utilizzarlo nel corso degli anni in un processo di »learning by doing«, ossia con la pratica stessa.
Come integrazione, con wupWorks WEINMANN ci fornisce un software eccellente, che converte in maniera totalmente automatica file BTL di tutti i comuni programmi CAD in programmi CNC". Il rilevamento e la conversione dei file avvengono automaticamente, cosicché non sono più necessarie elaborazioni successive.
Se lo desidera, l’utente può naturalmente adattare dettagli del processo di lavorazione alle esigenze individuali della sua impresa. Così, ad esempio, può sostituire nella disposizione automatica degli utensili una sega con una fresa, e salvare questa impostazione come standard per le lavorazioni future. A questo scopo, utensili, lavorazioni e pezzo gli vengono mostrati nella rappresentazione grafica del programma, in modo che possa controllare il risultato nel programma prima di avviare la macchina.
Così, con poco sforzo, partendo da diverse forme standard salvate Marco Büsing riesce a definire in Viscon V10 capriate individuali e successivamente a trasmetterle alla WBS 140. Lo stesso vale per timpani e abbaini di diverse forme. Così è possibile avere una vasta gamma di forme per gli abbaini, fino agli abbaini a strascico, e si possono inserire ed eseguire in tutta semplicità anche falsi puntoni, tagli inclinati, tagli inclinati di tavoloni, ecc.. Anche dettagli standard, ad esempio una forma dell’abbaino tipica in una determinata regione, possono essere inseriti nel programma CAD come preimpostazione.
Büsing concede che magari altri programmi CAD possano fare ancora di più, “ma per usarli diventa necessario un corposo corso di formazione. Per noi è decisivo: con il nostro programma CAD non arriviamo praticamente mai al limite di ciò che possiamo fare. Naturalmente non progettiamo complicati tetti di padiglioni, ma tetti per case unifamiliari. per i quali si richiedono più che altro soluzione architettoniche e costruttive standard".
Soluzione di un problema personale
Tuttavia, Büsing non si considera un fornitore di componenti standard, perché il grado di prefabbricazione tipico nei suoi prodotti è ben al di sopra dello standard regionale e arriva fino al preconfezionamento dell’orditura secondaria del tetto. “Quando la nostra capriata arriva al cantiere, sono pronti anche i frontalini e le distanze tra le tegole sono già ripartite correttamente. Il nostro cliente non deve effettuare altri grandi calcoli, presupponendo che ci lasci tempo a sufficienza in fase di avviamento e che ci informi se la progettazione prevede ancora una modifica alle tegole".
E che con questo grado di prefabbricazione, nonostante la spesa elevata nelle operazioni preliminari di produzione, si abbia un guadagno di denaro superiore, Marco Büsing lo nota regolarmente nei calcoli a posteriori: “Quanto meglio prepariamo e più precisamente carichiamo, tanto più rimarrà per noi alla fine".
A occuparsi di caricare sono i due dipendenti che nel capannone sono responsabili dell’uso e del rifornimento del materiale alla WBS 140. Poiché l’impianto di sezionatura di WEINMANN è stato dotato di un sistema di trasporto completamente automatico, entrambi hanno capacità disponibile. Tra l’altro è possibile avvitare assieme i componenti del tetto fino a una misura tale da ridurre notevolmente il tempo di montaggio in cantiere. Ciò non soltanto permette di risparmiare tempo e denaro, ma risolve anche a Marco Büsing un grande problema di manodopera specializzata: “Se avessimo un numero sufficiente di artigiani qualificati per il montaggio in cantiere, forse non saremmo proprio arrivati a questo punto; così invece siamo stati obbligati ad aumentare costantemente il grado di prefabbricazione, al fine di ridurre al minimo la quota di errori e il rischio di infortuni sul cantiere".
Trasferimento di dati senza problemi
Oggi, nonostante il poco personale, ogni giorno nelle ore di punta un camion lascia la corte della carpenteria, mentre quello del giorno precedente ritorna vuoto e viene subito nuovamente caricato. Un ritmo che non lascia spazio a errori nemmeno nella cooperazione tra software CAD e macchina.
Ma che succede se invece una volta qualcosa va storto? “In genere abbiamo pochi problemi di questo tipo”, spiega Marco Büsing: “Da una parte perché nella tranquillità dell’ufficio abbiamo ben ponderato fin nel dettaglio quello che poi dovrà essere prodotto dalla WBS 140.
Dall’altra wupWorks è molto sicuro, perché dà le notifiche di errore già molto presto e interrompe il processo di lavorazione nel caso in cui vi sia pericolo di collisione o un componente non possa essere prodotto completamente".
Più capacità & nuove possibilità di lavoro
Quindi tutto bene? “Fondamentalmente sì, siamo molto soddisfatti della qualità della nostra WBS 140, e ormai forniamo la sezionatura anche ad altre aziende che la pensano come noi. Tuttavia, oggi siamo arrivati al limite delle capacità della nostra sega.
Anche per questo l'acquisto della WBZ 160 powerSIX, che riduce ancora notevolmente i tempi di lavorazione. Ciò dà ai dipendenti nel capannone più tempo per il premontaggio e il carico. Nelle ore di punta, ciò significa molto meno stress.“
Molto gradite sono anche le possibilità di lavorazione aggiuntive consentite dal gruppo per montaggio sottopavimento, che nella sezionatura della capriata permettono un notevole risparmio di tempo. Dotato di una fresa a disco da 6,6 kW e un azionamento da 7,5 kW per fresa a codolo, fresa a coda di rondine e punte, questo gruppo permette di lavorare i componenti su sei lati senza bordare, semplificando così il maneggiamento dei materiali.
Provvista aggiuntivamente di un mandrino principale, un dispositivo di cambio utensili a 12 posizioni, una sega a 5 assi e un sistema di posizionamento ad alta definizione, la WBZ 160 powerSIX permette una lavorazione del componente quasi senza limiti ad alta precisione.
Anche l’efficiente ottimizzazione del taglio (il grado di rendimento secondo il produttore arriva fino al 98%) fa proprio al caso di Marco Büsing. Al fine di evitare perdite di tempo nel cambio utensili, il carpentiere lavora infatti principalmente con materiale grezzo lungo 13 m: “Se quindi ci servono tre componenti di quattro metri di lunghezza, eseguiamo tutti i passaggi di lavoro su un’unica barra prima di cambiare utensile. Alla fine, poi, la separiamo nei singoli componenti.
Naturalmente, procedendo in questo modo, dobbiamo prestare attenzione a utilizzare in maniera sensata il legno residuo". Un problema che forse la sua nuova macchina potrà risolvergli.
Fonte:
Bauen mit Holz [Costruire con il legno], numero 11/ 2016
Autore:
Dr. Joachim Mohr, Tübingen
«Es ist zum einen wichtig zu wissen, dass der Auftrag, der heute über die WBS 140 läuft, morgen auch ausgeliefert werden kann.
Zum anderen wird auch unsere mittelfristige Auftragsplanung durch klar definierte Produktionszeiten vereinfacht.»Marco Büsing, Büsing Zimmerei GmbH
Intern gewachsen
Die Büsing Zimmerei GmbH wurde am 01.09.2008 von Marco Büsing gegründet. Büsing beschäftigt inzwischen acht Mitarbeiter im Bereich Holzbau, Altbausanierung und Innenausbau. Der Einsatzschwerpunkt liegt in einem Umkreis von ca. 200 km um Barßel. Neben den klassischen Zimmererarbeiten bietet die Zimmerei Büsing heute vor allem individuelle Lösungen und Ideen für den Alt- und Neubau.
Zur Website von Zimmerei BüsingCosi producono i suoi colleghi

Prodotti simili
-
![]()
wupWorks 5: il software CNC intuitivo per la costruzione in legno
Generazione di dati per la produzione di pareti, tetti e soffitti
-
![]()
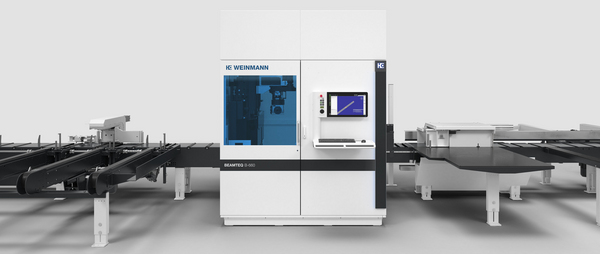
Centro di lavoro per travi BEAMTEQ B-560
Sezionatura potente e precisa
Fino a 2200 lfm/8h durante la sezionatura complessa
Fino a 200 mm di profondità di lavorazione
-
![]()
Centro di lavoro per travi BEAMTEQ B-660
Sezionatura potente e precisa di tutti e 6 i lati in un esercizio continuo
Fino a 2200 lfm/8h durante la sezionatura complessa
Fino a 200 mm di profondità di lavorazione
-
![]()
wupWorks 3: il sistema di controllo della macchina per la costruzione di telai in legno
Generazione di dati per la produzione di pareti, tetti e soffitti
-
![]()
wupWorks 4: il sistema di controllo macchina per la falegnameria
Comando intuitivo delle macchine delle serie BEAMTEQ & STORETEQ
Rappresentazione 3D chiara di pezzi e lavorazioni
Importazione di file .wup e .btl da sistemi CAD esterni