-
![]()
Le robot reçoit de l'ordinateur cellulaire l'ordre de poser la pièce sur le rayonnage, ou bien de la laisser passer car elle doit être utilisée immédiatement. -
![]()
Si le robot reçoit l'ordre de sortir une pièce, il se dirige vers le bon rayonnage à l'aide de la cinématique à 6 axes et de sa « main ». -
![]()
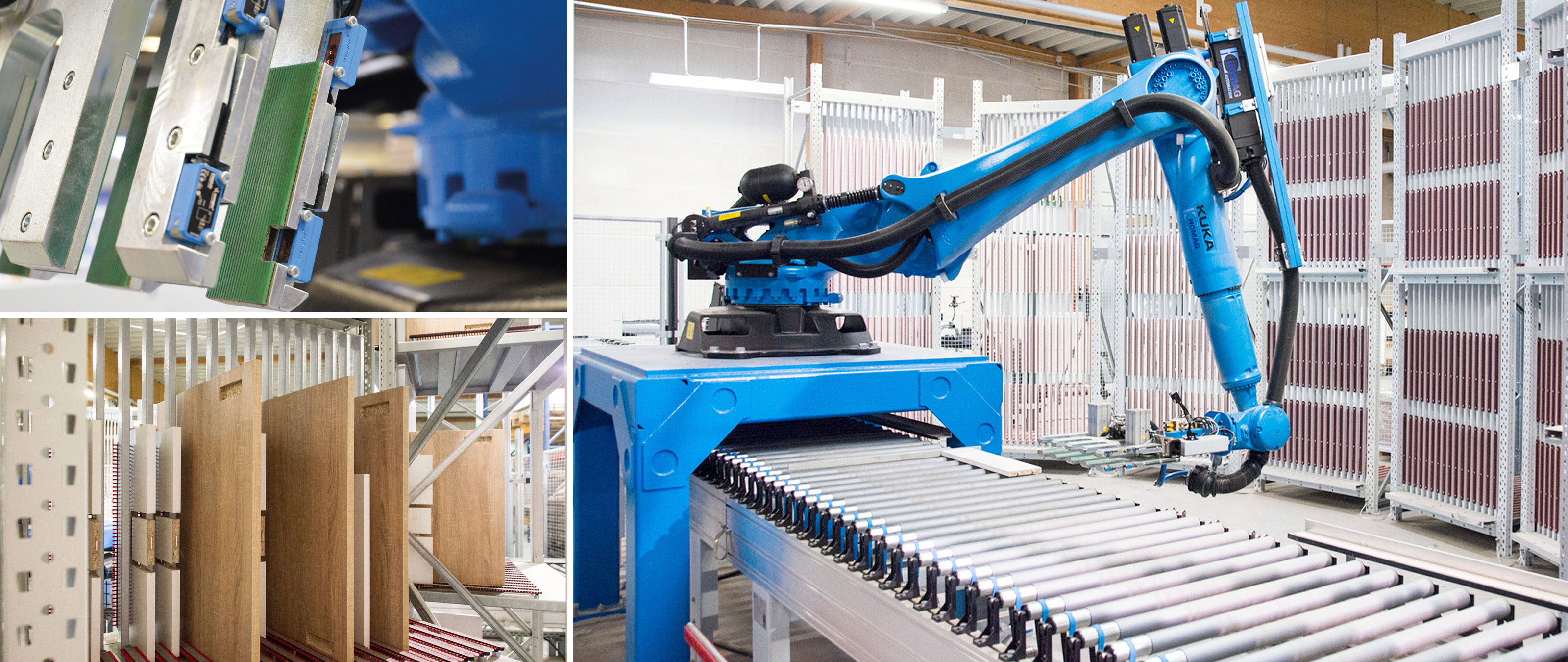
Vue arrière des huit éléments de rayonnage permettant d'entreposer 500 pièces. -
![]()
Deux convoyeurs à rouleaux avec transport transversal, qui permettent une ligne de montage et une ligne spéciale avec pièces, sont installés après les cellules robotisées. -
![]()
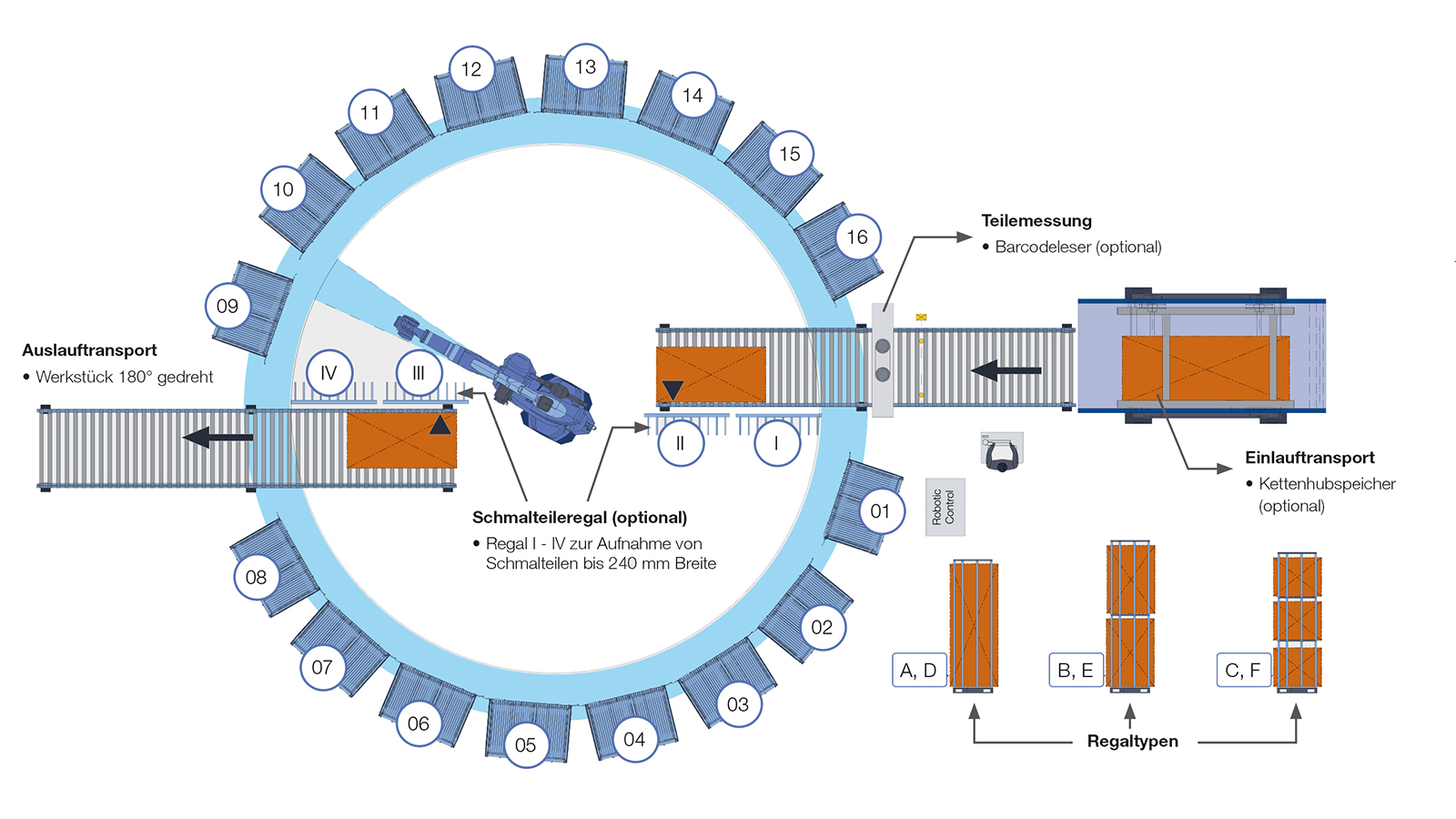
Le plan d'une cellule robotisée explique clairement la disposition circulaire des éléments de rayonnage disponibles dans différents types et qui suivent la portée des robots.




La carrière du robot de triage a débuté lors du salon LIGNA 2015. Sur le stand HOMAG, il a fonctionné au centre d'un système de rayonnage circulaire pour entreposer des éléments de meuble à partir de matériaux de panneaux et pour assurer un flux de matériaux optimal dans le montage. On trouve aujourd'hui ce modèle chez STARKE Objekteinrichtungen, à Schönbach, en Allemagne. La revue HK est venue constater cette forme d'automatisation extrêmement rare dans l'artisanat.
« Lorsque j'ai vu le robot sur le stand HOMAG lors du salon LIGNA 2015, j'ai tout de suite su que c'était la solution idéale pour nous », a déclaré Torsten Starke, directeur de STARKE Objekteinrichungen GmbH. En effet, la cellule robotisée avec système de rayonnage circulaire semble faite pour son entreprise. T. Starke veut trier les pièces pour le montage afin de les acheminer dans le bon ordre. Mais il a également besoin d'un système de dépôt tampon entre la production des pièces et le montage, car le fonctionnement optimal de la scie de coupe et de la plaqueuse de chants ne peut pas être transféré automatiquement au montage. En principe, chaque fabricant de meubles rencontre ce problème et, pour le résoudre, recourt habituellement au système de dépôt tampon et au chariot de préparation de commande. Mais Torsten Starke espérait mieux : plus de flexibilité, plus de sécurité de production lors de passages élevés et plus de capacité de stockage avec moins de travail manuel.
Et c'est précisément ce que lui offre la cellule robotisée. Tous les éléments de meuble sont entreposés temporairement, munis de chants et pourvus de tous les perçages nécessaires directement devant la cellule de tri. Les éléments de meuble arrivent au centre du système de rayonnage circulaire grâce à un convoyeur à rouleaux. C'est alors que l'acheminement de la pièce est déterminé.
Comme l'ordinateur cellulaire connaît précisément quelle pièce arrive au robot positionné, ce dernier reçoit l'ordre de la placer dans le rayonnage. Ou bien de la laisser passer car elle doit être utilisée immédiatement. Puis, et c'est là la particularité de la solution cellulaire chez Starke Objekteinrichtungen par rapport à la présentation sur le salon LIGNA, la pièce est simplement transportée dans le montage, car le convoyeur à rouleaux passe sous le robot qui forme un pont. Si la pièce doit toutefois être utilisée ultérieurement, elle est arrêtée, et le robot la prend avec sa « main », un préhenseur spécial avec deux fois cinq doigts, puis la dépose dans un emplacement libre du système de rayonnage organisé de manière aléatoire.
Comme chez Starke seul un convoyeur à rouleaux traverse le système de rayonnage circulaire, chacun des huit éléments de rayonnage peut être disposé à droite et à gauche, offrant au total un espace pour 500 pièces. Il existe trois types différents pour chaque élément : un, deux ou trois étages avec deux épaisseurs différentes (16 à 19 mm et 19 à 26 mm), dont le choix est déterminé par le mélange de pièces personnalisé.
Ainsi le robot accède directement à chaque pièce entreposée, ce qui permet un flux de matériaux optimal grâce aux stratégies d'entrée et de sortie dépôt librement définissables. Chez STARKE, le robot doit pouvoir faire entrer et sortir du dépôt trois pièces par minute. S'il reçoit ensuite l'ordre de la part de l'ordinateur cellulaire de sortir une pièce précise, il se dirige vers le bon rayonnage à l'aide de la cinématique à 6 axes et de sa « main », « sort » la pièce souhaitée et la pose derrière lui sur le convoyeur à rouleaux pour pouvoir la transporter jusqu'au montage en armoire. Mais lequel des deux convoyeurs à rouleaux faut-il utiliser ? La connaissance de la pièce détermine son trajet, et la commande cellulaire « connait » le bon trajet : les pièces en série sont acheminées vers la ligne de montage, et les pièces particulières sur la ligne spéciale. Chacune des deux lignes dispose de sa propre ouverture murale et au préalable d'un transport transversal. Les tablettes amovibles qui ne doivent être ni percées ni triées avancent sur la ligne spéciale. Les formats spéciaux présents dans la fabrication unitaire ou de faible quantité, ainsi que toutes les opérations telles que l'application de colle ou la pose de garnitures, sont réalisés manuellement.
Il en est tout autrement pour la ligne de montage unitaire. Ici un poste « MLK » est monté en série et commandé par CNC, injecte automatiquement de la colle dans le trou de cheville, insère la glissière, et pose et visse les plaques de croisement. Seules les pièces de caisson sont manuellement assemblées et poussées dans la presse à caissons.
Les caissons usinés sont emballés et quittent la production par quatre rampes de chargement, et le personnel de STARKE charge les quatre ponts de chargement dans les délais impartis. Le transporteur récupère ensuite les ponts de chargement, effectue la tournée prévue et livre les meubles dans les délais. Les avantages de la production contrôlée par ordinateur se constatent à la fin de la chaîne de processus chez STARKE. Toutes les pièces, éléments de meuble produits en interne, pièces livrées par un tiers et toutes les garnitures et marchandises, sont commandées et fabriquées dans les délais. Il n'y a pratiquement pas de stockage. La scie horizontale HOLZMA HPP 300 profiLine découpe les pièces au moment où la plaqueuse de chants peut les usiner directement. Et les pièces sont mises en tampon dans le dépôt de tri après la perceuse grâce à la gestion robotisée afin d'optimiser le flux de matériaux.
Une telle production commandée par ordinateur avec cohérence et constance, telle que l'a réalisée Torsten Starke, est très rare dans l'artisanat. L'utilisation d'une cellule robotisée avec dépôt de tri reste exceptionnelle. A l'été 2016, HOMAG Automation a pu désigner Torsten Starke comme étant le premier utilisateur à avoir mis en application la solution présentée lors du salon LIGNA 2015. S'agit-il d'un engouement pour la technologie ou bien d'un calcul de rentabilité réfléchi ? « J'ai été séduit par la solution robotisée avec stockage de tri pour découpler différents flux de fabrication », explique Torsten Starke pour justifier sa décision d'investissement. « Elle est parfaitement adaptée à ma production. » Il peinait auparavant avec des systèmes de convoyeur à rouleaux et chariot transversal. Les pièces nécessaires étaient bien sûr encore placées à l'arrière et le travail quotidien était rythmé par le triage difficile.
Un temps précieux était gaspillé, et le souhait d'étendre l'activité d'équipements avec ce système semblait irréalisable. C'est pourquoi la cellule robotisée n'est pas une fantaisie pour lui, car elle est rentable. Torsten Starke ne peut cependant pas déterminer clairement une durée d'amortissement car la cellule robotisée ne représente qu'une partie de l'investissement total d'1,4 million d'euros consacré à la ligne de montage et de perçage semi-automatisée avec la cellule robotisée. C'est en tout cas un investissement d'avenir, car cela permet à Starke de poursuivre son objectif de croissance.
Source des images : HOMAG Group AG
Un article de la revue spécialisée HK, 03/2017. Cliquez ici pour consulter l'article sur le site hk-magazin.com.
« J'ai été séduit par la solution robotisée avec stockage de tri pour découpler différents flux de fabrication. Elle est parfaitement adaptée à ma production. »Torsten Starke, directeur de STARKE Objekteinrichtungen GmbH
Comment produisent vos collègues