


Короткий путь к идеальному результату - 10 советов для шлифовки
HOMAG дает десять практических советов, которые помогут получить оптимальные результаты обработки на широколенточном шлифовальном станке
-
![При выполнении работ и хранении шлифовальных лент необходимо учитывать целый ряд аспектов]()
При выполнении работ и хранении шлифовальных лент необходимо учитывать целый ряд аспектов -
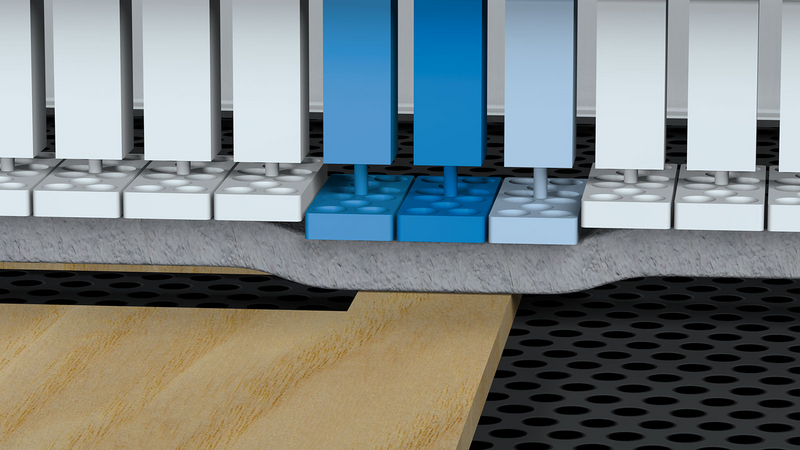
![Обязательное условие оптимальных результатов шлифования — правильная настройка параметров обработки]()
Обязательное условие оптимальных результатов шлифования — правильная настройка параметров обработки

Статья, опубликованная в журнале BM 06/2020
https://www.bm-online.de/wissen/technik/volles-korn-voraus/
«Идеальное шлифование поверхностей — важная часть процесса создания добавленной стоимости. Мы даем рекомендации по выбору шлифующих материалов, скорости реза, давления шлифования, размера зерна и организации контроля качества».
Торбен Хельман, менеджер направления Surface
Эти десять советов помогут вам добиться оптимального результата обработки на широколенточном шлифовальном станке.
- Выбор вида и плотности зерна при шлифовании зависит от вида обрабатываемой древесины. При шлифовании древесины в 90 % случаев используется корундовый абразив (оксид алюминия). Открытое распределение зерна применяется при шлифовании маслянистых пород дерева, например сосны и тика. В случае твердых пород, например, бука, клена или вишни используют закрытое распределение зерна.
- Оптимальная температура хранения шлифовальной ленты составляет 20-22 °C при относительной влажности воздуха 45-65 %. Слишком высокая или низкая влажность воздуха влияет в первую очередь на бумажную основу ленты. В этих случаях чаще всего следует ожидать появления таких дефектов, как коробление или волнистость. Кроме того, шлифовальные ленты нельзя хранить непосредственно на полу, так как при этом они также могут впитывать влагу.
- Как и любые другие инструменты, при продолжительном использовании шлифовальные ленты могут затупиться. Новые шлифовальные ленты, зерно на которых имеет острые грани, полностью удаляют волокна древесины. После нанесения грунтовки поверхность таких заготовок оказывается более ровной, что улучшает результат нанесения морилки. Если грани зерна на шлифовальной ленте уже затупились, при шлифовании они просто вдавливают волокна древесины в поверхность, чем снижают качество обработки.
- Также необходимо правильно выбрать давление при шлифовании и его скорость. При повышении усилия снимается более толстый слой материала и сильнее нагревается шлифовальная лента. Как следствие, шлифовальный материал при этом быстрее изнашивается. Также необходимо учитывать, что при нагреве до 100 °C на поверхности древесины возникают следы прижога.
- Узкие шлифовальные вставки повышают срок службы шлифовального материала и уменьшают его нагрев. При использовании широких шлифовальных вставок с обрабатываемым материалом соприкасается больше абразивных зерен. В этом случае при шлифовании снимается большее количество материала, увеличивается нагрев и повышается износ.
- При использовании прижимной балки или шлифовального башмака необходимо соблюдать следующие правила. Если снимается слишком много материала: понизить скорость реза, повысить скорость подачи, установить более мягкую и узкую шлифовальную вставку. Если снимается слишком мало материала: увеличить скорость реза, снизить скорость подачи, установить более жесткую и широкую шлифовальную вставку.
- При обработке шпона или массивной древесины применяется продольно-поперечное шлифование. Чем чаще изменяется направление шлифования, например с поперечного на продольное и затем на продольное с применением секционного прижимного устройства, тем лучше будут удалены волокна и тем выше окажется качество поверхности после травления и покраски.
- В случае использования водорастворимых лаков и покрытых маслом поверхностей крупность зерна не должна превышать P 180. При использовании обычных лаков на основе растворителя крупность зерна не должна превышать P 150.
- При калибровочном шлифовании следует выбрать как можно более высокую скорость реза на контактном вальце и как можно более низкую скорость подачи. При удваивании скорости подачи потребляемая мощность привода шлифовальной ленты при удалении того же количества материала также увеличивается в два раза. Не следует выбирать шлифовальные ленты со слишком мелким зерном. Чем мельче зерно, тем меньше материала снимается при шлифовании. Кроме того, шлифовальная лента с более мелким зерном быстрее засаливается, из-за чего ленты приходится чаще менять.
- Важное условие для поддержания высокого качества обработки — достаточная освещенность участка контроля. Особенное внимание следует уделить хорошей освещенности зоны выгрузки шлифовального станка, например, задне-верхне-боковым светом. Зарекомендовавший себя на практике вариант — светильники с цветовой температурой 6500K (дневной белый свет).