


A “célula autônoma”: o primeiro conceito de uma marcenaria de operação autônoma
Na HOLZ-HANDWERK, a HOMAG apresenta pela primeira vez uma marcenaria que opera de forma totalmente autônoma. A marcenaria é composta por duas células, já totalmente automatizadas e interligadas.
-
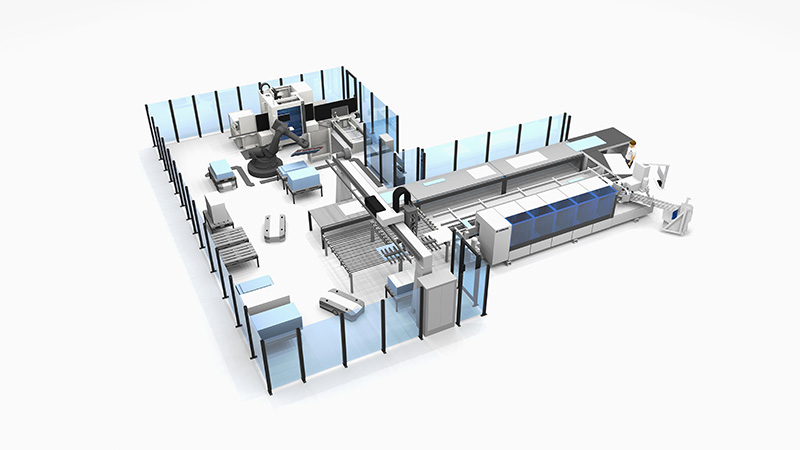
![1 marcenaria, 3 células, 1000 possibilidades: a primeira “célula autônoma” para marcenaria]()
1 marcenaria, 3 células, 1000 possibilidades: a primeira “célula autônoma” para marcenaria -
![Video: A “célula autônoma” do HOMAG]()
Interconexão flexível através de sistemas de transporte não tripulados (TRANSBOT) -
![The first "Autonomous Cell" in the woodworking industry: Automated Guided Vehicles live in action]()
The first "Autonomous Cell" in the woodworking industry: Automated Guided Vehicles live in action -
![Sie war live im Einsatz: Die erste „Autonome Zelle“ im Holzhandwerk]()
Live im Einsatz: Die erste „Autonome Zelle“ im Holzhandwerk



Estas duas células são conectadas entre si através de pequenos ajudantes que operam de forma autônoma: os veículos não tripulados (VNTs), que são responsáveis por toda a organização da logística das peças entre as células, tornando assim este conceito de oficina a primeira “célula autônoma” da marcenaria.
A “célula autônoma” é capaz de explorar plenamente a sua flexibilidade tanto na manufatura quanto a nível industrial, nas produções em série e na produção de tamanho de lote 1, criando possibilidades antes inexistentes para a fabricação futura em pequenas e médias empresas.
CÉLULA 1: Alta tecnologia de bordas com manuseio integrado das peças
Perfeitamente adequada para usuários com extensa variedade de peças e de materiais no processamento de bordas: a coladeira de bordas EDGETEQ S-500 (até então KAL 370), combinada com o retorno LOOPTEQ O-600 (até então TFU 521), apresenta máxima flexibilidade. Ambos os elementos são interligados através do controle de células woodFlex. Com estrutura modular e aberto a exigências ou expansões futuras, este controle proporciona segurança, otimiza processos e aumenta a eficiência. Para que a célula possa processar cada peça corretamente, é atribuída uma identidade digital (código de barras) a cada peça antes, a qual contém todos os dados de processamento.
Alta tecnologia de bordas: flexibilidade³
A nova EDGETEQ S-500 dispõe de uma flexibilidade sem precedentes: ela é capaz de processar 3 perfis e, além disso, conta com 3 processos diferentes de junta de bordas simultaneamente.
Com frequência, uma alta flexibilidade de processamento e a preparação com o aperto de um botão são “peças-chave” para o aumento da produtividade. Aqui, a nova tecnologia de 3 perfis é ideal. Ela é capaz de realizar uma troca rápida, automática e com elevada precisão de repetição entre 3 perfis e um chanfro de 20°. O “pacote de tecnologia de 3 perfis” engloba um módulo de microfresagem para 3 raios, o cabeçote de 3 perfis no módulo de fresagem de formato FK30 e um raspador de perfis para mais de 3 raios. Aqueles que desejam trocar o processo de colagem das bordas (PU, EVA ou a tecnologia de juntas invisíveis airTec) em intervalos de tempo curtos podem agora operar todos os 3 processos de colagem de bordas em uma única máquina (por exemplo, troca automática entre airTec e EVA com o aperto de um botão).
Manuseio de peças automatizado e integrado
O fluxo de peças totalmente automatizado para a EDGETEQ S-500 é executado pelo retorno de peças LOOPTEQ O-600. Aqui, o retorno automatizado foi combinado com um sistema de empilhamento – assim, as peças prontas podem ser ejetadas ou empilhadas automaticamente. Esta tarefa é executada pelo portal com uma função de rotação de acordo com a largura e uma nova travessa a vácuo desenvolvida para manuseio cuidadoso. O retorno é projetado para peças de tamanho variável entre 240x80 mm e 1200x3000 mm e integrado ao controle da coladeira de bordas.
As vantagens do manuseio integrado de peças
- Baixos custos com qualidade através da suavidade do funcionamento da travessa a vácuo
- Flexibilidade de organização do pessoal, graças à operação com apenas um operador
- Alívio físico do pessoal
- Fluxo interligado de material com alto desempenho
- Eficiência: rotação definida para o retorno das peças orientado para o processo
- Integração total com o controle da máquina (powerTouch)
CÉLULA 2: Manuseio robotizado na máquina vertical de processamento CNC
Disponibilidades de quase 100 %, alta precisão de repetição e manuseio perfeito das peças: os robôs são parceiros confiáveis e aumentam a rentabilidade da produção. O abastecimento contínuo e confiável de peças torna cada máquina CNC um centro de alto desempenho e, consequentemente, uma célula de produção otimizada.
Na HOLZ-HANDWERK, um robô de 6 eixos é responsável pelo manuseio automatizado das peças no centro vertical de processamento DRILLTEQ V-500 (até então BHX 200). A integração ao controle da célula permite uma operação extremamente simples do robô. Além disso, é possível integrar facilmente ao processo funções tais como alinhamento, validação e rotação das peças. Também é possível implementar novas peças ao processo com extrema facilidade.
As vantagens do manuseio robotizado
- Conceito de economia de espaço
- Manuseio cuidadoso do material e da superfície
- Alívio para o pessoal
- Disponibilidade técnica elevada e valor agregado crescente
- Possibilidade de identificação das peças por meio de códigos de barras ou radiofrequência (RFID)
CÉLULA 3: Interconexão flexível através de sistemas de transporte não tripulados
Pequenos auxiliares de logística de operação autônoma unem as duas células totalmente automatizadas, transformando-as em uma marcenaria de operação totalmente independente: veículos não tripulados (VNTs) abastecem a célula de perfuração com pilhas processadas da célula de bordas.
O processo completo: o fluxo de material na célula
Célula de bordas automatizada:
Identificação de cada peça com um código de barras individual
Colagem de bordas nas peças, de 1 a 4 vezes. Transporte de retorno com a LOOPTEQ O-600 (até então TFU 521)
Empilhamento das peças através do sistema de empilhamento da LOOPTEQ O-600
Veículo não tripulado (TRANSBOT): transporta a pilha de peças com as bordas já coladas para a área de alimentação do robô da célula robotizada CNC (caso esta esteja ocupada, o TRANSBOT transporta a pilha para uma área de estoque intermediário)
Célula robotizada CNC: o robô alimenta a DRILLTEQ V-500 (até então BHX 200) com as peças já com as bordas coladas
Em seguida, o robô empilha as peças já perfuradas/com cavilhas
TRANSBOT: transporta a pilha já bordeada e perfurada/com cavilhas inseridas para uma área de estoque intermediário e move um dispositivo de transporte de carga vazio da área de alimentação do robô para a área de empilhamento do robô
TRANSBOT: transporte da pilha bordeada pronta seguinte para a área de alimentação da célula robotizada CNC (a partir do estoque intermediário ou do sistema de empilhamento da LOOPTEQ O-600)
Ao mesmo tempo, outros TRANSBOTs alimentam a área de empilhamento da LOOPTEQ O-600 com novos dispositivos de transporte de carga vazios
SOFTWARE: Conexão inteligente das células com os veículos não tripulados (VNT)
A chave para a comunicação em rede na célula é o sistema de controle de fabricação ControllerMES da HOMAG. Ele possibilita uma comunicação abrangente com cada um dos controles da célula de bordas automatizada e da célula robotizada CNC, bem como com o controle dos TRANSBOTs. Aqui é utilizado o “controle de células AGV” (AGV = Automated Guided Vehicle). Este está estreitamente ligado a um gestor de frotas, que é responsável pelo planejamento completo dos trajetos dos TRANSBOTs.
As vantagens da “célula autônoma”
- Combinação entre os conhecimentos dos processos de processamento de madeira e tecnologia TRANSBOT
- Gerenciamento centralizado de materiais
- Pronta para conexão ao ecossistema da tapio
- Interconexão flexível das células de processamento: flexibilidade de espaço, sem a rigidez da conexão por esteiras rolantes
- Capacidade de resposta rápida: modificações posteriores simples da linha de produtos e da sequência de processamento
- Expansível e modular: permite a expansão posterior facilmente