-
![]()
Andreas Fischer, Młodszy Kierownik i syn Ernsta Fischera, na miejscu montażowym: „Nasze elektroniczne stoły laboratoryjne wywołały prawdziwą rewolucję”.
-
![]()
Na początku produkcji znajduje się piła „HPP 300 Profiline”. -
![]()
W osobnej hali znajduje się magazyn powierzchni „TLF 411. -
![]()
Między wykrojem a przyklejaniem obrzeży znajduje się bufor sortujący „TLB 321”. -
![]()
Agregat laserowy może w automatycznej zmianie obrobić dwanaście różnych krawędzi bez konieczności ręcznej ingerencji. -
![]()
Wszystkie prostokątne elementy bez obróbki dowolnego kształtu są przekazywane bezpośrednio do urządzenia „BHX 560 Optimat” w celu wiercenia i frezowania w przebiegu. -
![]()
Standard w firmie Erfi: do nóg stołu (profile aluminiowe) wymagane są kompleksowe wycięcia wyfrezowane, które są całkowicie oklejone. -
![]()
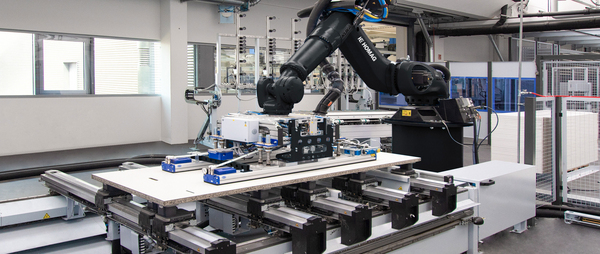
Elementy z obróbką dowolnego kształtu trafiają do komórki CNC dzięki przenoszeniu za pomocą robota. -
![]()
Stacja odsadzania i dynamiczne rozwiązanie do obiegu obrzeży tworzy powiązany przepływ materiałów o dużej wydajności. -
![]()
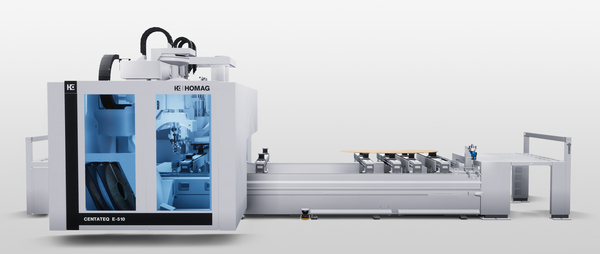
Głównym punktem komórki CNC jest centrum obróbkowe „BMG 512”, które jest zbudowane modułowo i konfigurowane zgodnie z życzeniem klienta.









W zasadzie należało wymienić jedynie okleiniarkę i zainstalować nowe oprogramowanie. Jednak już w fazie planowanie okazało się, że trzeba zrobić więcej. I tak kierownictwo firmy Ernst Fischer GmbH (Erfi) zdecydowało się na kompletne rozwiązanie. Teraz wszystkie drewniane elementy stołów roboczych i szaf specjalisty w branży elektronicznej z Freudenstadt będą produkowane na automatycznej linii produkcyjnej firmy HOMAG. Urządzenie spełnia wszystkie kryteria Przemysłu 4.0, a niedługo będzie można je połączyć z tapio.
„Musieliśmy coś zrobić”, wspomina Andreas Fischer, Młodszy Kierownik w firmie Erfi, opisując sytuację produkcji drewna za pomocą ręcznie obsługiwanych maszyn stolarskich. „Nie mogliśmy już dłużej sprostać wymaganiom rynku, jakimi jest różnorodność wersji oraz produkcja wielkości partii 1 i dużych serii”. Producent elektronicznych urządzeń laboratoryjnych, stanowisk montażowych, urządzeń pomiarowych i kontrolnych oraz systemów testowych w 100% podążył za radami firmy HOMAG i stosuje w swoim zakładzie najnowszą dostępną technologię maszynową. W Freudenstadt poczyniono ogromny krok naprzód, od pojedynczej maszyny do powiązanego urządzenia, a wszystko to łączy w sobie cechy i oprogramowanie zgodne z Przemysłem 4.0.
Maszyny powiązanego urządzenia mogły być optymalnie rozmieszczone w istniejącej hali. Automatyczny przepływ narzędzi wskazuje, że produkcja odbywa się przy dużym stopniu automatyzacji. Na początku produkcji następuje przycinanie płyt, wykonuje je piła do płyt SAWTEQ B-300 (HPP 300 profiLine) z magazynem powierzchni STORETEQ S-500 (TLF 411) ustawionym przed piłą. Wysunięcie tarczy piły wynosi 95 mm, a piła może rozcinać zarówno pojedyncze płyty, jaki i pakiety. Dzięki temu nadaje się ona do ekonomicznego wykroju dużej ilości płyt. Kolejne opcje umożliwiają wzrost wydajności lub pozwalają na ochronę materiału. Etykieciarka powierzchni etykietuje surową płytę przed piłą, co przyspiesza proces wykroju. Każda wycięta część otrzymuje naklejkę z kodem kreskowym, która umożliwia jej identyfikację od wykroju aż do montażu. Między fazą wykroju a przyklejaniem obrzeży przycięte elementy są umieszczane w buforze sortującym SORTEQ R-200 (TLB 321), który może pomieścić maksymalnie 1 200 elementów różnej wielkości.
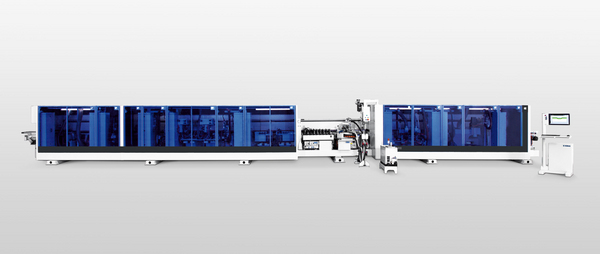
Przyklejanie obrzeży odbywa się za pomocą wysoce elastycznej komórki obrzeży, nanosi ona obrzeża z efektem braku łączenia w wielkości partii 1 za pomocą laserTec – Next Generation. W tym urządzeniu do elastycznej produkcji stosowana jest jednostronna okleiniarka EDGETEQ S-810 (K 610). Wysoka zdolność produkcyjna jest również osiągana w wielostronnej obróbce w następujących po sobie przebiegach w przypadku produkcji partiami przy ciągle zmieniających się wymiarach. Najnowszy stan techniki pozwala na przezbrajanie agregatu między dwoma obrabianymi przedmiotami w możliwie najkrótszym czasie. Dzięki systemowi doprowadzania obrabianych przedmiotów są one doprowadzane precyzyjnie pod kątem wymiaru i kąta zarówno w kierunku wzdłużnym, jak również poprzecznym. W połączeniu z wysokowydajnym agregatem frezowania spoin, który jest wyposażony w narzędzia hydrauliczne do bardzo precyzyjnej obróbki przedmiotów obrabianych bez wyrywania krawędzi, w przebiegu dochodzi do dokładnej obróbki formatu. Zespół klejenia może w automatycznej zmianie obrobić dwanaście różnych krawędzi bez konieczności ręcznej ingerencji. Agregat laserowy z nową technologią diod jest zopytmalizowany pod kątem wydajności, a dzięki swojej budowie jest również bardzo wytrzymały i zajmuje mniej miejsca niż wcześniejsze agregaty laserowe. Maszyna daje również możliwość oklejania obrzeży klejem PU, aby w optymalny sposób spełnić szczególne wymagania dotyczące odporności na ciepło i wilgoć.
Urządzenie zwrotne z wbudowanym portalem obrotowym tworzy powiązany przepływ materiału o dużej wydajności. Gotowe obrabiane przedmioty są automatycznie rozdzielane: wszystkie prostokątne elementy bez obróbki dowolnego kształtu są najpierw przekazywane do buforu sortującego, zanim zostaną automatycznie przetransportowane do dalszej obróbki do centrum obróbkowego „BHX 560” w celu wiercenia i frezowania w przebiegu. Elementy z obróbką dowolnego kształtu są rozładowywane na wylocie obrzeża i doprowadzane do dalszej obróbki komórki CNC z przekładaniem za pomocą robota.
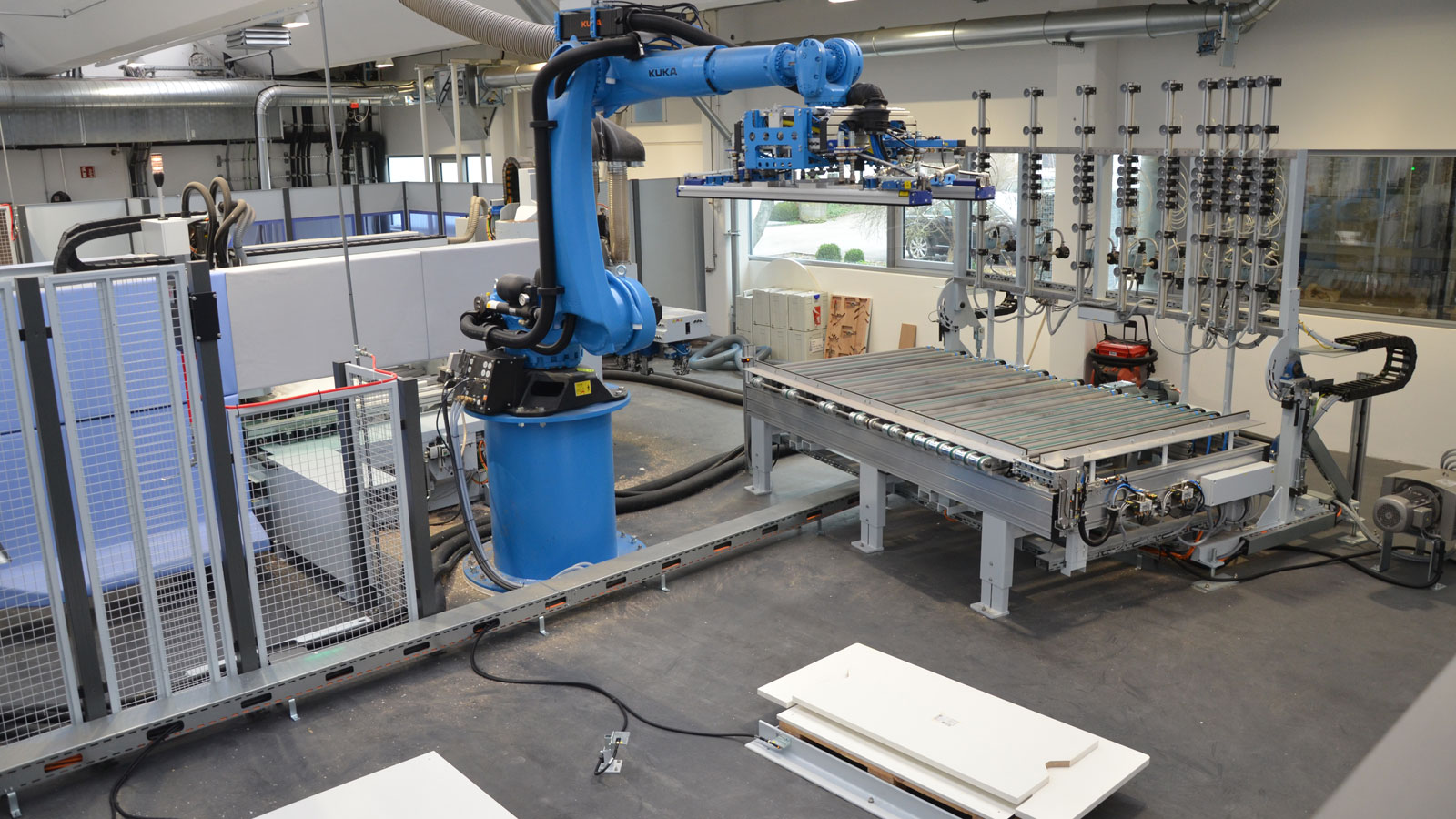
Głównym punktem komórki CNC jest centrum obróbkowe DRILLTEQ H-600 (BMG 512), które jest zbudowane modułowo i może być konfigurowane zgodnie z życzeniem i wymaganiami klienta. Osoby odpowiedzialne za produkcję w firmie Erfi chciały, aby centrum obróbkowe BMG było maksymalnie elastyczne. Dlatego jako wrzeciono frezujące wybrano Drive-5C+, będące wrzecionem 5-cio osiowym. Elastyczność centrum obróbkowego podkreśla stół konsolowy, który umożliwia proste przenoszenie przedmiotów za pomocą konsoli z bardzo precyzyjnymi prowadnicami liniowymi oraz wytrzymałymi pomocami do pozycjonowania z dwoma siłownikami pneumatycznymi, oraz zespół wiercenia „Multi-Processing-Unit”, który można wychylić o 360 stopni a wszystkie wrzeciona można zastosować pod każdym kątem. Dotyczy to również łańcuchowego zmieniacza narzędzi, który dzięki 72 miejscom oraz szybkiej wymianie przez przekładniki stanowi podstawę elastycznego zastosowania dużej liczby narzędzi i agregatów. Przy oklejaniu obrzeży na elementach krzywoliniowych wybrano również system laserTec. Stało się tak, ponieważ zarówno proste jak i łukowate obrzeża musiały być jednakowej jakości. Ponieważ czas obróbki w tym przypadku jest znacznie dłuższy za przenoszenie elementów odpowiedzialny jest przemysłowy robot z pięcioma osiami. W ten sposób operator może równocześnie pracować w innym miejscu.
Robot rzuca się w oczy każdej sobie, która odwiedza zakład produkcyjny firmy Erfi. To najbardziej widoczna oznaka automatycznej produkcji. W tym przypadku automatyzacja zaczyna się o wiele szybciej, dokładnie w momencie, w którym podczas przygotowywania produkcji dane dotyczące zlecenia są zestawiane z danymi z systemu CAD/CAM oraz z zarządzaniem wykazem części. Poprzez system kierowania produkcją ControllerMES firmy HOMAG ostatecznie powstają programy CNC oraz dane dotyczące produkcji każdego elementu, które później są przekazywane do maszyny. W tym miejscu w element „ożywa” i otrzymuje jednoznaczny numer identyfikacyjny, który jest ważny aż do końcowego montażu. „System kierowania produkcją ControllerMES firmy HOMAG daje nam możliwość korzystania z platformy, dzięki której można optymalnie zorganizować proces produkcji i ulepszyć współdziałanie maszyn i stanowisk pracy ręcznej”, tak nowe możliwości techniczne przedstawia Peter Bitzer, specjalista działu IT oraz administrator systemu w firmie Erfi.
„Dzięki modułowemu systemowi proces w firmie Erfi jest cały czas wspierany – od inteligentnej konfiguracji i optymalizacji danych produkcji poprzez planowanie produkcji aż do kontroli kompletności po końcowym montażu”, wyjaśnia Harald Sieber Senior Sales Manager w firmie HOMAG Systems. „Oprogramowanie stwarza warunki do wykonania w powiązanej produkcji różnego typu produktów”. Jednocześnie sprawia, że produkcja jest bardzo przejrzysta, dla każdego elementu w zleceniu generowane są komunikaty zwrotne – w każdym momencie można sprawdzić postęp produkcji. Można znacznie lepiej kontrolować produkcję i nią sterować. Problematyczne sytuacje są rozpoznawane z odpowiednim wyprzedzeniem. W przypadku uszkodzenia można poprzez kod kreskowy w odpowiednim czasie uruchomić nową produkcję, a nie dopiero wtedy, gdy części tej brakuje podczas montażu. Cechą ControllerMES jest możliwość podsumowania zleceń produkcyjnych. „W ten sposób można na podglądzie przesunąć „elementy opcjonalne” na pierwszy plan i połączyć je z „elementami obligatoryjnymi” aktualnych zleceń, aby w ten sposób stworzyć optymalny plan rozkroju z minimalnym odpadem”, wyjaśnia Peter Bitzer.
Nie można tego dłużej podsumowywać słowem „opłacalność”, ponieważ instalacja ControllerMES jest inwestycją w przyszłość. Już dziś można zauważyć wzrost produktywności, bo takie czynniki jak zużycie materiału, czasy postoju oraz czynności, które nie tworzą wartości dodanej, zostały zredukowane, a czas przebiegu skrócony. System, który bazuje na modułowym oprogramowaniu standardowym może być dowolnie konfigurowany i rozszerzany, a nowe procesy będą dostosowywane – przy 100% możliwości aktualizacji. I właśnie te kwestie kierownictwo firmy Erfi wzięło pod uwagę: chcieli oni wykorzystać system kierowania produkcją ControllerMES również do elementów dokupowanych oraz własnej produkcję elektroniki. Ponieważ urządzenie połączone jest z tapio, pierwszą na świecie cyfrową platformą dla przemysłu drzewnego (patrz HK 6/17), można poprzez cyfrowe produkty takie jak MachineBoard sprawdzić za pomocą smartfona aktualny status maszyny, usterki oraz komunikaty o błędzie. Z kolei system za pomocą smartfona informuje operatora maszyny o ważnych komunikatach takich jak usterki. Jak widać również w tej kwestii firma Erfi postępuje zgodnie z kryteriami Przemysłu 4.0.
Filmy
Poznaj opinie innych


To może Cię również zainteresować
-
![]()
Centra obróbcze CENTATEQ P-510|610 + E-510
Niezastąpione przy obróbce CNC w przypadku produkcji o specjalnych wymaganiach
-
![]()
Maszyny przelotowe do elementów profilowanych EDGETEQ S-810/CF: Szybka obróbka dużej liczby sztuk
Kompletna obróbka elementów profilowanych podczas jednego przebiegu
-
![]()
Odbieranie i podawanie materiałów za pomocą robota FEEDBOT przy gniazdach obróbczych CNC
Gniazdo produkcyjne z robotem do automatycznego podawania i odbierania materiału
-
![]()
Centrum do układania według zamówień SORTEQ R-200
Układanie bez ograniczeń już pojedynczych elementów już
-
![]()
Centrum obróbcze CNC DRILLTEQ H-600
Niezwykła elastyczność i różnorodne możliwości łączenia narzędzi z maszyną