


-
![]()
Il robot riceve dal terminale della cella l’ordine di collocare il pezzo nello scaffale oppure di lasciarlo passare per essere utilizzato subito. -
![]()
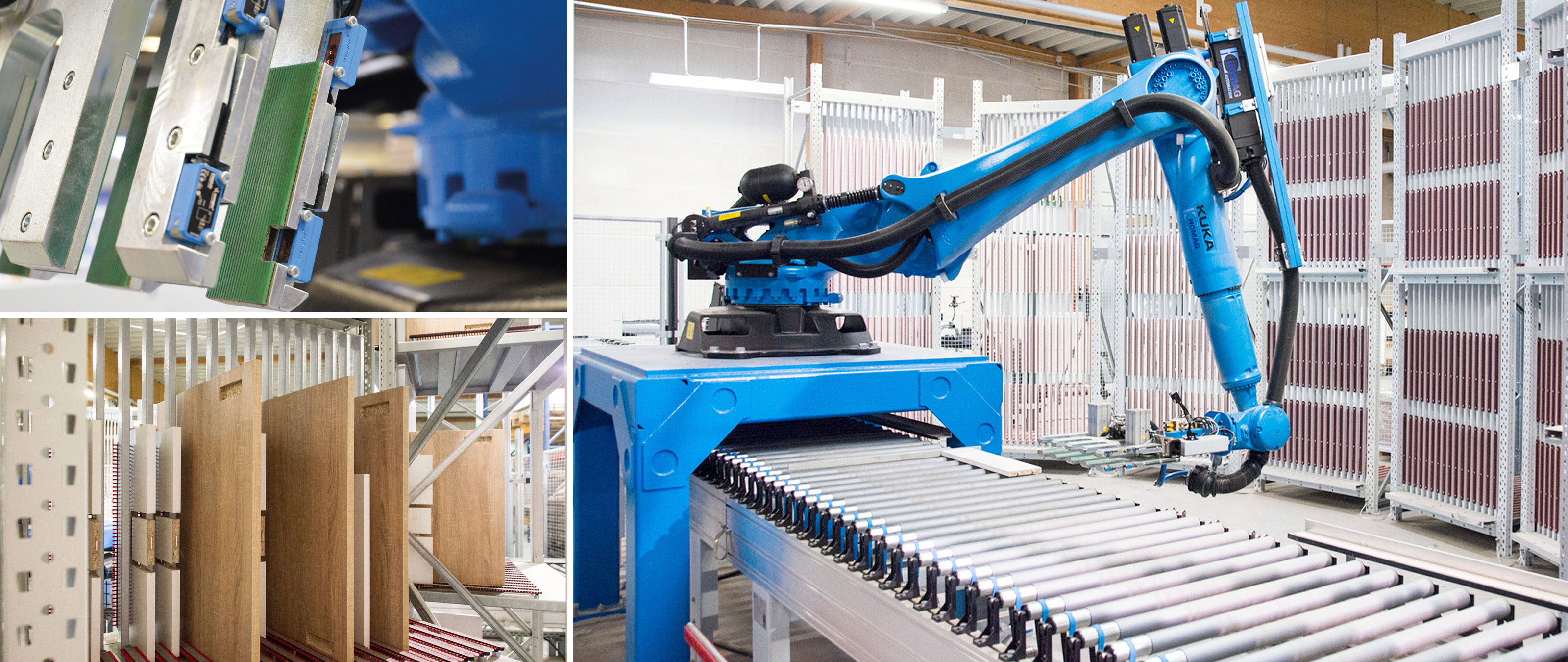
Quando il robot riceve l’ordine di prelevare un pezzo, raggiunge con la “mano” lo scomparto corretto grazie al sistema di movimento su 6 assi. -
![]()
Veduta posteriore degli otto elementi a scaffale, nei quali trovano spazio 500 pezzi. -
![]()
A valle della cella robotizzata sono installati due trasportatori a rulli per il trasporto orizzontale, che alimentano una linea di montaggio e una linea speciale. -
![]()
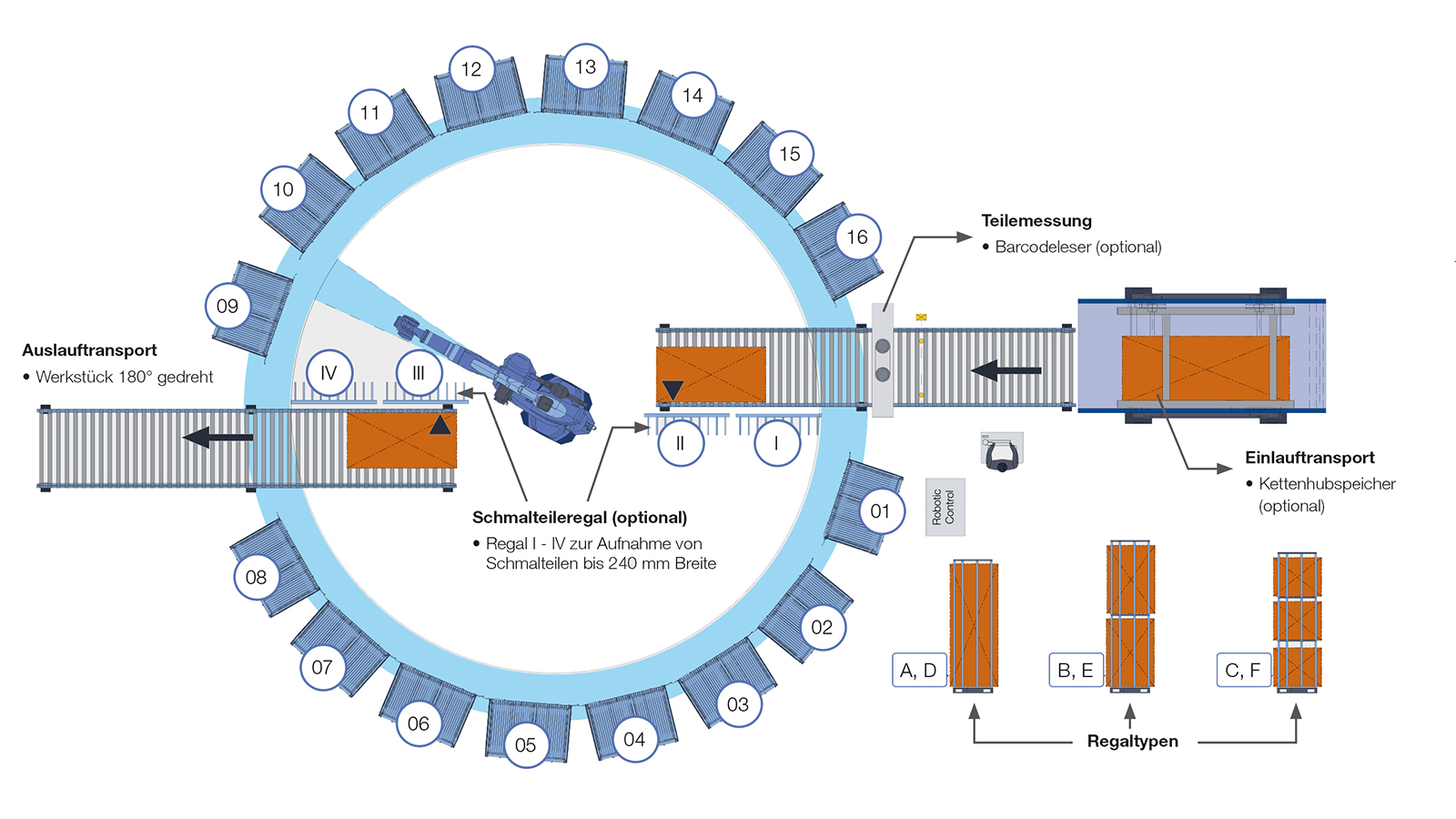
La planimetria di una cella robotizzata evidenzia la disposizione circolare degli elementi a scaffale, di diverse tipologie e tutti nel raggio d'azione del robot.




LIGNA 2015 ha dato avvio alla carriera del robot per lo smistamento. Presso lo stand HOMAG operava in mezzo a scaffali disposti in cerchio eseguendo lo stoccaggio intermedio di parti di mobili costituite da pannelli, in modo da alimentare un flusso di materiali ottimale per la fase di montaggio. Oggi tale modello si trova nello stabilimento STARKE Objekteinrichtungen di Schönbach, in Sassonia. HK ha avuto modo di osservare in loco questa forma più unica che rara di automazione.
"Appena vidi il robot alla fiera LIGNA 2015, nello stand di HOMAG, capii subito che era la soluzione ottimale per noi", ha dichiarato Torsten Starke, amministratore di STARKE Objekteinrichungen GmbH. Infatti la cella robotizzata con il sistema di scaffali circolare sembra ideata appositamente per la sua azienda. Starke vuole smistare i pezzi da assemblare per disporli nella sequenza corretta. Però ha anche bisogno di un magazzino intermedio tra produzione dei pezzi e montaggio, vista l’impossibilità di trasferire automaticamente la sequenza ottimale dalla sega e dalla bordatrice al montaggio. In linea di massima è un problema che accomuna tutti i mobilifici; strati intermedi e carrelli di distribuzione sono le soluzioni più comuni. Ma Torsten Starke voleva di più: più flessibilità, più sicurezza nelle produzioni a esercizio continuo e migliori capacità di stoccaggio, il tutto con il minor lavoro manuale possibile.
E la cella robotizzata offre appunto questo. Vengono collocati nel magazzino intermedio tutti i pezzi di mobili cui saranno aggiunti i bordi e successivamente, appena prima della cella di smistamento, praticati i fori. Per mezzo di un trasportatore a rulli motorizzato i pezzi di mobili raggiungono il centro del sistema di scaffali disposti in cerchio. Qui si determina la destinazione del pezzo.
Dato che il terminale della cella sa esattamente quale pezzo sta per raggiungere il robot al centro, quest’ultimo riceve l’ordine di collocarlo nello scaffale. Oppure l’ordine di lasciarlo passare perché verrà assemblato subito. In tal caso – e questa è la particolarità che distingue la soluzione installata presso STARKE Objekteinrichtungen rispetto a quella presentata in occasione di LIGNA – il pezzo viene semplicemente condotto al montaggio dal trasportatore a rulli che scorre sotto il robot come se si trattasse di un ponte. Se il pezzo dev’essere utilizzato in un secondo momento, viene fermato, il robot lo afferra con la “mano” – una speciale pinza con due file di cinque dita – e lo ripone in uno spazio libero non ordinato all’interno del sistema di scaffali.
Poiché nello stabilimento STARKE un solo trasportatore a rulli attraversa il sistema di scaffali disposti in cerchio, è possibile collocare otto elementi a scaffale sul lato sinistro e altrettanti sul lato destro, per una capacità complessiva di 500 pezzi. Per ogni elemento si può optare fra tre tipi, a uno, due o tre ripiani, e due diversi range di spessore del materiale (da 16 a 19 mm e da 19 a 26 mm), a seconda delle esigenze del cliente e dell'assortimento di pezzi che utilizza.
Il robot ha così accesso diretto a tutti i pezzi immagazzinati per dar luogo a un flusso di materiali ottimale grazie al ventaglio di strategie disponibili per lo stoccaggio e il prelievo del materiale. Per STARKE significa che il robot deve essere in grado di deporre e prelevare tre pezzi al minuto. Quando riceve dal terminale della cella l’ordine di prelevare un determinato pezzo, raggiunge lo scomparto corrispondente nello scaffale con la “mano” grazie al movimento su sei assi, preleva il pezzo richiesto e lo depone dietro di sé sul trasportatore a rulli in modo che venga trasportato nell'area di montaggio. Ma quale dei due trasportatori a rulli è quello giusto? Il riconoscimento del pezzo ne determina il percorso e il sistema di controllo delle celle conosce il tragitto corretto: i pezzi prodotti in serie vengono trasportati sulla linea di montaggio, i pezzi speciali viaggiano sulla linea speciale. Ciascuna delle due linee ha il proprio passaggio attraverso la parete, preceduto dal trasporto trasversale. La linea speciale trasporta i ripiani che non devono essere forati né smistati. La realizzazione di formati speciali in esemplari unici o in quantità limitate avviene manualmente, così come tutti i procedimenti quali l'applicazione della ferramenta o della colla.
La situazione è diversa per la catena di montaggio numero 1. A monte è inserita una macchina a controllo numerico “MLK”, che in modo completamente automatico inietta colla nei fori spina, inserisce i portaripiani, monta e avvita le cerniere. Solo l’unione delle parti a formare il corpo e l’inserimento nell’apposita pressa sono accompagnati manualmente.
I mobili finiti vengono imballati e lasciano il reparto su quattro rampe di carico, dove gli operai STARKE caricano i quattro ponti di carico sulla base dei termini di consegna e dei tragitti pianificati. Il corriere si serve quindi dei ponti di carico, compie il tragitto pianificato e consegna puntualmente i mobili. Alla fine della catena di lavorazione sono evidenti i vantaggi della produzione assistita da calcolatore adottata da STARKE. Tutti i pezzi – parti di mobili di produzione propria o ricevuti da terzi nonché elementi di ferramenta e merci – vengono lavorati o ordinati coerentemente con i termini di consegna. Il magazzinaggio è pressoché eliminato, dopo il taglio effettuato dalla lama orizzontale HOLZMA HPP 300 profiLine i pezzi possono essere immediatamente lavorati dalla bordatrice. E dopo la foratura i pezzi vengono immagazzinati nel deposito di smistamento tramite procedure robotizzate, in modo da ottimizzare il flusso di materiali.
Un processo produttivo gestito da computer coerente come quello allestito per Torsten Starke si incontra di rado nel settore dell’artigianato. L’impiego di una cella robotizzata con deposito di smistamento è ancor meno comune. Nell'estate del 2016 Torsten Starke per primo impiegò per le sue attività l’applicazione presentata da HOMAG Automation in occasione di LIGNA 2015. Un patito della tecnologia o un imprenditore che si è basato su calcoli accurati per scegliere la soluzione economicamente più efficiente? "Ero entusiasta di questa soluzione robotizzata con deposito di smistamento per separare i due flussi produttivi”, così Torsten Starke motiva la scelta di tale investimento. “Si adatta perfettamente alla nostra produzione.” I sistemi basati su trasportatori a rulli e carrelli trasversali gli hanno sempre procurato problemi non indifferenti. Naturalmente i pezzi appena utilizzati finivano ogni volta dietro gli altri e l’ordine del giorno era dettato dal tempo necessario per lo smistamento.
Si sprecava molto tempo prezioso e con quel sistema l’espansione del volume d’affari appariva impossibile. La cella robotizzata non fu quindi un capriccio, ma anzi un investimento molto redditizio. Torsten Starke non è in grado di indicare con precisione il tempo di ammortamento, essendo la cella robotizzata soltanto una delle voci dell’investimento da 1,4 milioni di euro sostenuto per realizzare la linea di foratura e montaggio semiautomatica assistita da celle robotizzate. In ogni caso si tratta di un investimento per il futuro, che consentirà a Starke la tanto ambita crescita.
Fonte per le immagini: HOMAG Group AG
«Sono entusiasta della soluzione robotizzata con il deposito di smistamento che consente di separare flussi produttivi differenti. Si adatta perfettamente al mio processo produttivo.»Torsten Starke, amministratore di STARKE Objekteinrichtungen GmbH
Cosi producono i suoi colleghi

Prodotti simili
-
![]()
Isola robotizzata per lo smistamento SORTBOT R-300
Maggior produttività senza tempi di attesa
