



-
![]()
Modèle Foresto Color : dans cette cuisine, le design prime. Des formes minimalistes et des lignes claires caractérisent le style élégant de la gamme de produits pour un environnement de vie ouvert : cuisiner, manger et vivre dans une seule pièce. -
![]()
Un aperçu de la production de Breitschopf : la production à la commande et à la contremarque, organisée en fonction de la demande, a été mise en place de manière redondante par le fabricant de lots unitaires, avec une grande fiabilité. -
![]()
Johann Breitschopf (à gauche) et Manfred Hoffmann, là où tout commence : au groupe Inn, lieu de départ du train avec la découpe. -
![]()
La production sur le site de Steyr-Dietach est approvisionnée par un stockeur à plat « STORETEQ S-200 ». -
![]()
Trois scies à panneaux, dont une « SAWTEQ B-400 profiLine », assurent la redondance lors de la découpe. -
![]()
Le train de Steyr-Dietach : les wagons sont des chariots de transport et les rails un convoyeur à rouleaux continu. -
![]()
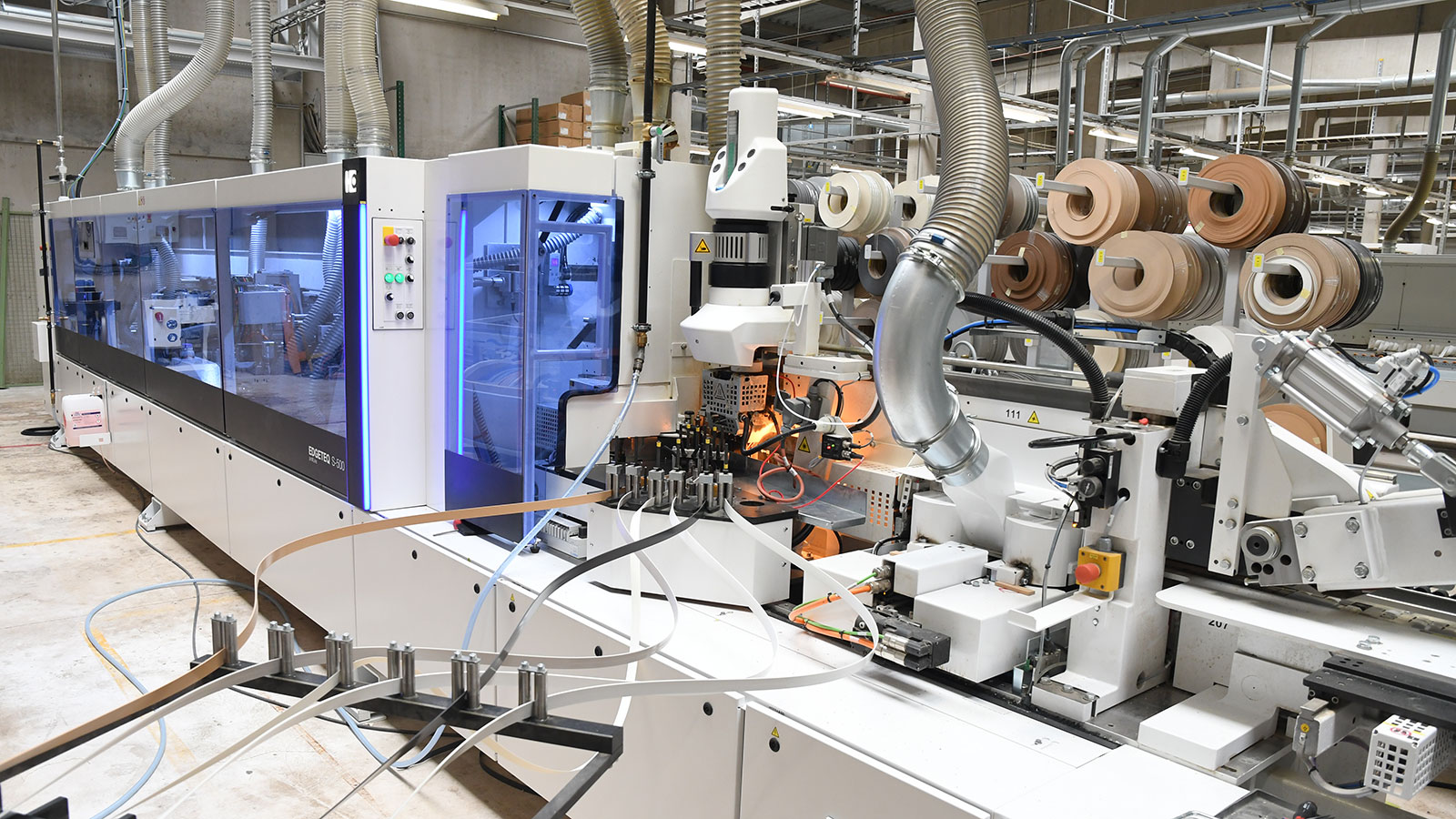
« L'EDGETEQ S-500 est la machine qui répond parfaitement à nos besoins », explique M. Hoffmann, responsable de production. Pour ce faire, la machine fonctionne avec le procédé « airTec », qui produit des joints zéro de haute qualité. -
![]()
Un « BMG 311 Venture » d'HOMAG gère l'usinage de pièces aux géométries spéciales. -
![]()
L'un des deux centres d'usinage verticaux « DRILLTEQ V-500 », avec lequel Breitschopf fabrique principalement des façades, est équipé d'une unité de tourillonnage, ce qui garantit une fois de plus la fiabilité du processus. -
![]()
Avec un « DRILLTEQ H-600 », Breitschopf fraise, perce et tourillonne principalement de grands composants et les encoche.









Une production fluide
Lors de la production, cette individualité est mise en œuvre avec des principes stricts, de qualité et de flexibilité bien entendu, mais surtout en matière de protection contre les incidents lors de la fabrication. Cela est garanti par les systèmes HOMAG, du début à la fin de la production.
Une cuisine en bois massif ? Avec des éléments en verre ? Un plan de travail en pierre ou en céramique ? Breitschopf transforme chaque jour ces idées en réalité et fabrique ainsi la cuisine sur mesure de vos rêves. Le client peut concevoir son projet unique avec l'aide de 50 concepteurs à travers toute l'Autriche. La cuisine est ensuite fabriquée avec des matériaux de haute qualité, souvent locaux. L'entreprise Breitschopf est convaincue de la qualité de ses cuisines, c'est pourquoi le fabricant offre également une garantie de dix ans. Et parce qu'une cuisine produite à Steyr-Dietach ne nécessite aucune intervention de sous-traitants, la qualité et l'individualité peuvent être proposées à un rapport qualité-prix attractif. « Et ce, dans six points de vente qui nous permettent de couvrir une grande partie de l'Autriche et de vendre nos cuisines en contact direct avec le client », souligne Johann Breitschopf, directeur de l'entreprise. Enfin, 20 équipes de montage prennent en charge la pose des cuisines chez leurs nouveaux propriétaires.
2 000 cuisines uniques par an
Mais comment cette individualité est-elle mise en œuvre aux différents niveaux, de la planification, jusqu'au service après-vente, en passant par la production et la pose ? Breitschopf produit tout de même 2 000 cuisines par an. Et ce, dans une large gamme de surfaces, du bois au vernis en passant par le placage et la mélamine. Et en outre pour trois lignes de cuisines : classique, design et maison de campagne. De plus, Breitschopf reprend chaque année de nouvelles tendances : « Par exemple, les surfaces mates sont actuellement assez populaires en matière de peinture. Ainsi que les cuisines lumineuses combinées avec du bois. Les tons anthracite et béton sont également très à la mode. » L'imagination et les goûts n'ont aucune limite, poursuit le directeur : « Plus de 90 % des cuisines que nous fabriquons contiennent également des plans de travail en pierre ou en céramique. Nous sommes les seuls à les proposer. » Les clients qui commandent des pièces uniques sont exclusivement des particuliers : des personnes qui font bâtir leur maison ou qui souhaitent remplacer leur première cuisine plutôt simple avec une cuisine de haute qualité. « Notre client type souhaite une conception à la fois intelligente et durable. » Alors, quels moyens de production permettent à Breitschopf de réaliser ces divers projets ? Et quels sont les principes sous-jacents ? Tout d'abord, un niveau de production élevé, dans lequel les 150 collaborateurs font presque tout eux-mêmes, de la planification à la pose. La logique de fabrication et ses principes peuvent être représentés par un train qui traverserait l'ensemble du processus de production pour emmener chaque cuisine vers sa destination pour qu'elle soit prête en neuf jours.
De rails et de voies navigables
Ce train qui traverse le site de production de Steyr-Dietach permet de concrétiser la production sur mesure en fonction de la demande. Avec un délai de production de neuf jours, l'entreprise produit ainsi une cuisine à la commande et à la contremarque : trois jours de préparation et six jours de fabrication. « Les processus sont très chronométrés, c'est pourquoi le parc machines doit être aligné en conséquence », souligne Manfred Hoffmann, responsable de production. « Cela signifie que nous avons besoin non seulement d'un haut degré de flexibilité, mais surtout d'une protection contre les incidents. Le matériau doit circuler en permanence et ne doit jamais être statique, car la date de livraison est fixe. » Les wagons du train, pour continuer avec cette métaphore, sont alors des chariots de transport et les rails un convoyeur à rouleaux continu. « Une fois le matériau découpé, il est posé sur les wagons et il poursuit sa route sur le convoyeur à rouleaux tout au long de la production. Toujours à la même vitesse, il ne revient jamais en arrière » assure M. Hoffmann.
Breitschopf a nommé les six étapes de production par lesquelles passe le train d'après les rivières Inn, Danube, Drave, Enns, Steyr et Moldau. Le trajet du train débute ainsi au groupe Inn, où se trouvent un stockeur à panneaux « STORETEQ S-200 » et trois scies HOMAG pour procéder aux découpes. La protection contre les incidents est également un sujet déterminant ici. C'est pourquoi il y a trois scies, dont une « SAWTEQ B-400 profiLine ». « Nous aurions pu découper les 1 500 pièces qui sont usinées chaque jour de façon entièrement automatisée à l'aide d'une seule scie. Mais il est important pour nous que le train continue de rouler, même lorsqu'une machine tombe en panne. Notre délai de production réduit et le travail à la contremarque et à la commande ne laissent pas le temps pour les imprévus. »
L'air contribue aussi au processus
Il en va de même pour le groupe Danube, composé de quatre machines d'usinage des chants, dont deux HOMAG. Alors que la plus ancienne d'entre elles usine uniquement les chants fins, les chants sont usinés grâce à une technologie laser et à air chaud sur une nouvelle machine « EDGETEQ S-500 profiLine », qui maîtrise tous les processus. Des joints zéro de haute qualité sont par exemple produits à l'aide du procédé « airTec ». Un ventilateur d'air chaud rotatif chauffe l'air et sert également de dispositif de stockage de la chaleur pour le réchauffage ultérieur. Ainsi, la quantité d'air nécessaire est réduite et l'espace environnant est moins chauffé. En ce qui concerne l'EDGETEQ S-500, que Breitschopf avait spécialement adapté aux besoins de Steyr-Dietach, M. Hoffmann souligne également qu'en plus de la technologie airTec, l'entreprise souhaitait surtout une butée d'angle. Aujourd'hui, les collaborateurs travaillent donc avec un agrégat de dressage sur lequel la butée d'angle garantit un fraisage précis à angles droits. « Nous avons recherché pendant des années la machine qui nous conviendrait parfaitement. L'EDGETEQ S-500 est la machine qui répond exactement à nos besoins. »
Toujours plus loin
Après les chants, les pièces sélectionnées sont ensuite fraisées sur un centre d'usinage « BMG 311 Venture » d'HOMAG sans tampons ni temps d'arrêt. Les pièces en question sont des plateaux de carrousel, des panneaux pour extensions de table ou des panneaux de recouvrement, qui n'ont pas de chants droits. « Mais elles ne représentent pas une grande quantité », explique M. Hoffmann. Ainsi, une fois l'usinage effectué, les pièces poncées et peintes sont acheminées par le train. La majeure partie des pièces poursuivent leur route vers le perçage et le montage. Tandis que les façades sont percées à l'aide de deux centres d'usinage verticaux « DRILLTEQ V-500 » d'HOMAG, un « DRILLTEQ H-600 » prend en charge les plus grandes pièces. Un V-500 a déjà assuré la sécurité de ce flux lorsqu'une tourillonneuse autonome était indisponible pendant une longue période. « Nous avons fait équiper le V-500 d'une unité d'insertion de tourillons, ce qui nous a permis de compenser la panne », explique M. Hoffmann.
Tout au long du processus, l'élément clé de la production, ou plutôt son cerveau, est le logiciel ERP et CFAO « MCS » de Schuler Consulting, avec lequel Breitschopf travaille depuis des années. « Le logiciel MCS a également pesé dans la balance lorsque nous avons choisi HOMAG, afin de garantir des interfaces fluides. Les données sont ensuite transférées du logiciel ERP et CFAO à « woodWOP », qui prend en charge la programmation WOP et le contrôle des machines en tant que système CAM. « Par exemple, les programmes de perçage des V-500 et H-600 fonctionnent également directement sur les machines. Et ce, sans problème », explique le responsable de production.
En route vers le client…
Pour les composants qui ont été fraisés, sciés, percés et tourillonnés, le processus se poursuit sur deux voies, après aiguillage : soit vers la zone de montage, où les corps de meubles sont assemblés, notamment avec des volucadreuses, soit vers plusieurs postes de travail manuel pour les tâches qui ne peuvent pas être réalisées par des machines. « Ici aussi, toutes les pièces avancent sur le convoyeur à rouleaux et sont traitées dans l'ordre », explique M. Hoffmann. Une fois les cuisines terminées, elles sont livrées directement au client avec les camions de l'entreprise. « En revanche, dans le sud de l'Autriche, la livraison est assurée par des transporteurs ; nos équipes de montage régionales se chargent ensuite de la pose de la cuisine chez le client. »
… quoi qu'il en coûte
« Nous avons beaucoup investi récemment », explique le directeur de Breitschopf. « Grâce à ce nouveau potentiel, nous espérons une augmentation continue de nos ventes au cours des prochaines années. Nous disposons des ressources nécessaires avec nos machines. » L'itinéraire et les exigences ne changeront pas : « Les délais doivent être assurés. Nous devons toujours atteindre le volume quotidien afin de respecter le délai de six jours », souligne une fois de plus M. Hoffmann. De manière à garantir cette fiabilité, le fabricant de cuisines a également conclu un contrat de service avec HOMAG. « En outre, nous pouvons compter sur la télémaintenance », ajoute le responsable de production. « En fin de compte, si une machine tombe en panne, une machine équivalente reprend immédiatement ses tâches. Cela permet de maintenir la production, quoi qu'il en coûte. »
Comment vos collègues produisent


Produits relatifs
-
![]()
Stockeur à plat STORETEQ P-310|P-510 P-320|P-520
Solution logistique permettant d'optimiser les processus
-
![]()
Scie à panneaux SAWTEQ S-400
Extrêmement puissante : la SAWTEQ S-400 constitue la solution de découpe idéale pour les entreprises en plein essor spécialisées dans la fabrication de lots de taille moyenne ou élevée.
-
![]()
Centres d‘usinage à commande numérique DRILLTEQ H-600
Extrême flexibilité et options de connectivité polyvalentes



