


Plus de quatre mètres de haut, neuf mètres de large et des rails qui s'étendent sur plus de la moitié de l'usine (env. 30 m) : le portique pour bois massif WMP 240 est une machine de dix tonnes capable à la fois de générer une force énorme et d'exécuter des usinages mécanisés complexes en filigrane. Elle constitue une pièce maîtresse dans le cadre de l'accès de TimberLab au marché de la construction bois, aussi bien régional qu'international.
L'entreprise installée à East Tamaki propose des solutions techniques personnalisées à des clients aussi bien locaux qu'étrangers. Créée en 2012, TimberLab est le fruit de la fusion entre deux sociétés : McIntosh Timber Laminates et TimberBond Industries. Il s'agit de deux entreprises renommées, établies depuis de longues années dans le secteur de la transformation du bois en Nouvelle-Zélande. Leurs matières premières sont le bois lamellé, le bois plaqué et d'autres matières issues du bois. Fortes de l'expérience de plus de 75 ans qu'elles ont en commun, elles proposent aujourd'hui sous le nom de TimberLab des solutions de pointe, innovantes et efficaces dans tous les domaines de la construction bois.
Owen Griffiths, directeur marketing et directeur des ventes, explique ainsi les raisons de la fusion entre les deux entreprises : « A l'époque, McIntosh commercialisait des constructions en bois depuis plus de 50 ans, tandis que TimberBond possédait plus de 20 ans d'expérience dans le domaine du lamellé-collé et des éléments de plafond destinés aux étages intermédiaires des bâtiments. Nous avions conscience des synergies que l'on obtiendrait en collaborant ensemble. De plus, cette fusion nous permettait d'atteindre la taille critique pour passer le cap et automatiser notre fabrication. »
Dès le début de leur collaboration, les deux entreprises se sont mises à la recherche des machines adéquates pour réaliser cet ambitieux objectif. Un point faisait l'unanimité : pour renforcer la productivité, l'efficacité et la précision, il fallait une production commandée par CNC qui réunirait la préparation du travail et l'usinage par commande numérique.
En outre, la production commandée par CNC constituait la meilleure solution si les deux entreprises voulaient augmenter leurs capacités de production pour les travaux traditionnels et accepter des projets jusqu'ici irréalisables.
« Nous avons commencé à étudier les machines proposées sur le marché », raconte Grant McIntosh, à la tête de la société. « Compte tenu des formes et des matières diverses et variées avec lesquelles nous travaillons, en particulier les gros éléments courbes en lamellé-collé que nous avons appris à maîtriser, nous avons d'abord décidé d'acheter un pont d'usinage. » Egalement appelé machine à portique mobile, cette machine commandée par CNC se déplace au-dessus d'une pièce statique avec l'outil adéquat selon l'usinage souhaité. « Nous n'avons pas mis longtemps à comprendre qu'il nous fallait une machine à 5 axes pour atteindre le niveau de précision que nous avions l'habitude de proposer », se souvient Grant.
« Nous utilisons une multitude de raccords complexes pour la construction de nos éléments, notamment des angles, feuillures, évidements, perçages, etc. de forme élaborée. Le fait de pouvoir déplacer un outil sur 5 axes nous apporte beaucoup plus de flexibilité. D'autres facteurs, notamment les coûts, la renommée du fournisseur et l'assistance technique sur place ont bien sûr été déterminants. Au final, nous nous sommes mis d'accord sur le portique pour bois massif WMP 240 du spécialiste allemand du génie mécanique WEINMANN, vendu et suivi sur place par la société W & R Jack Ltd. »
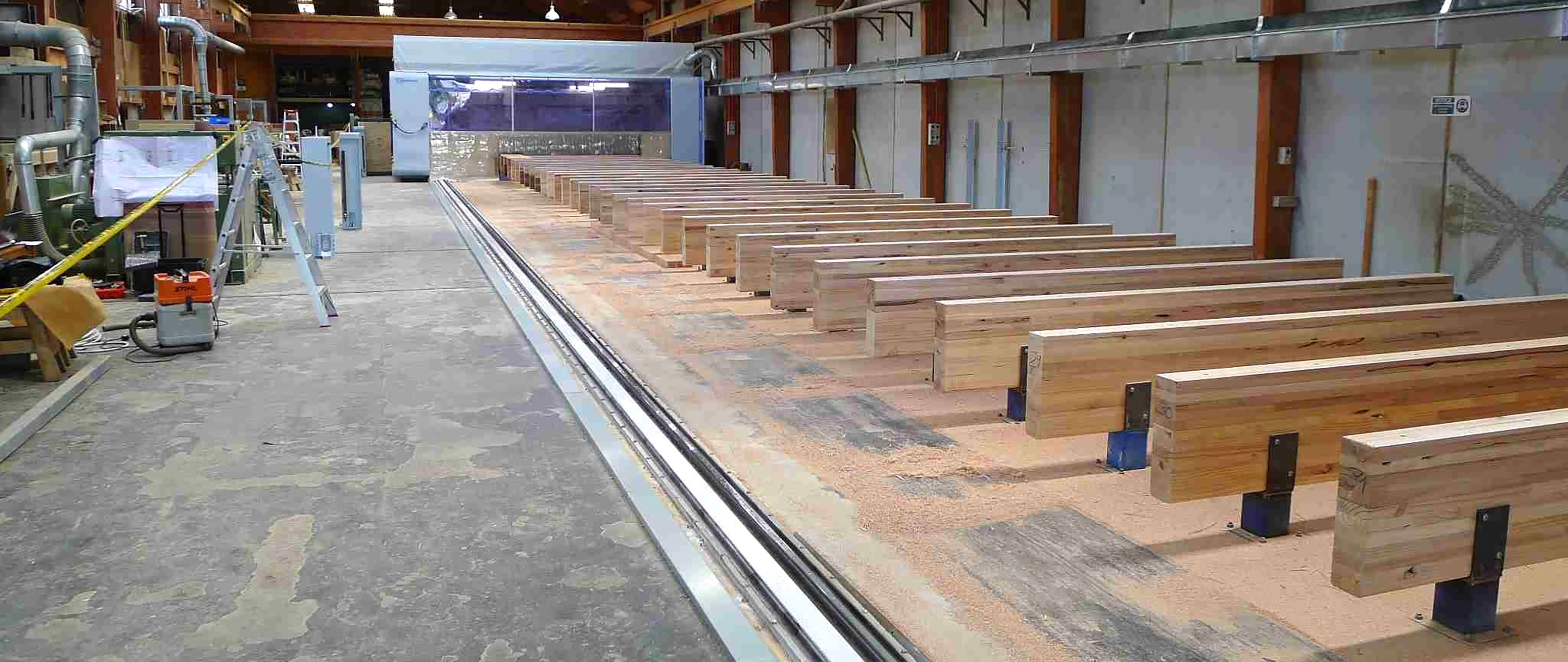
Le modèle WMP 240 correspond au plus gros pont à commande numérique de la gamme WEINMANN. Il est spécialement conçu pour les grandes pièces, souvent longues, destinées à la construction bois. L'intégralité du montant porteur de la machine est enveloppée dans un boîtier de 4,1 m de haut, 9 m de long et 4,7 m de profondeur, dans lequel se déroule l'usinage. La longueur de pièce maximale que la machine est capable de traiter dépend de la longueur des rails sur lesquels elle se déplace : 44 mètres dans le cas de TimberLab. TimberLab a organisé le périmètre le long des rails de manière à pouvoir traiter une très longue pièce ou répartir le travail en deux zones. Dans ce cas, la machine exécute les usinages dans une zone pendant que les opérateurs traitent la pièce précédente ou suivante dans une seconde zone.
Pour des raisons de sécurité, les zones d'usinage sont séparées par une paroi pleine mobile de 2 mètres de haut et protégées par des barrières photoélectriques. Autre particularité primordiale pour TimberLab : la possibilité d'éloigner tous les équipements de la zone d'usinage, même les tables de pose, pour permettre l'usinage d'éléments extrêmement grands.
La machine WEINMANN est équipée de deux unités d'usinage de 30 kW installées sur le montant porteur. L'une contient une lame de scie monobloc de près d'un mètre de diamètre, et l'autre, associée à un changeur d'outils à 18 positions, peut être équipée de différents outils, par exemple un foret, une fraise, etc. En outre, une unité de perçage de trous profonds permet de percer des trous pouvant atteindre 1,2 m à l'horizontale dans la pièce. La machine dispose également d'une scie à chaîne de 450 mm de long. De plus, une station de prélèvement séparée est dotée d'une scie plus petite sans bride pour scier sur plus de 500 mm de profondeur.
Autre atout pratique de l'usinage à 5 axes : la possibilité d'utiliser un outil de fraisage en V pour façonner un angle à 90 degrés puisque l'outil s'incline pendant qu'il s'abaisse. Tous ces outils sont rangés dans la cabine fermée du changeur d'outils que la machine déplace lorsqu'elle a besoin d'un outil en particulier.
Comme l'explique Owen, de nombreux avantages apparaissent lorsqu'on dispose de possibilités d'usinage aussi perfectionnées. « Comme nous fabriquions les pièces à la main à l'origine, le gain de temps est énorme aujourd'hui », constate-t-il. « Désormais, nous proposons des prestations et recevons des commandes pour des travaux que nous n'aurions pas pu réaliser auparavant. Autrement dit, nous avons étoffé notre offre. Ce haut degré d'automatisation de l'usinage nous a non seulement donné une visibilité à l'échelle locale, mais également sur le marché international : les clients ont fortement confiance dans nos capacités et dans le produit final que nous allons leur fournir. »
TimberLab s'appuie souvent sur des plans. Ses collaborateurs les préparent en interne avec un logiciel de CAO afin de proposer un niveau élevé de préfabrication. Cette répétabilité de la précision et de la qualité qu'offre la machine WEINMANN présente un autre avantage : « Certains de nos clients sont implantés dans des régions du monde qui manquent de main-d'œuvre », explique Owen. « Pouvoir proposer des solutions qui répondent aux exigences structurelles du projet et qui se montent aussi facilement, constitue un argument de vente supplémentaire. Grâce à l'automatisation de l'usinage, nous sommes en mesure de fabriquer des feuillures, des bords biseautés ou des fraisages très élaborés et, par conséquent, d'atteindre un tel niveau de préfabrication des raccords entre les composants qu'il est très facile et rapide de les assembler sur le chantier. On adapte les éléments finis dès la fabrication. Il n'est donc plus nécessaire de le faire sur le chantier. »
La société TimberLab savait très bien qu'elle devrait former rapidement ses ingénieurs dans le cadre de l'automatisation de sa production. « On utilise beaucoup plus de modèles 3D », explique Owen. « On utilise Cadwork pour dessiner et concevoir nos projets et on exploite des sources internes et externes selon le besoin. Il est primordial de soigner le modèle 3D en amont de la production car les pièces fabriquées par TimberLab sont de très haute qualité. Et la machine fraise ou perce exactement là où on le lui dit, et ce, très rapidement. Autrement dit, il est absolument nécessaire que les détails de l'usinage soient exacts » souligne Grant. « La machine dispose certes de son propre logiciel CAM et simule les usinages afin d'éviter les éventuelles collisions, mais elle ne repère pas les erreurs de plan. Pour veiller à ce que tout ce qui est usiné par la machine à commande numérique soit 100 % correct, nous créons en amont des modèles 3D des usinages. »
Autre condition préalable indispensable pour un usinage parfait au millimètre près : la machine WMP, qui connaît précisément les dimensions et l'emplacement de toutes les pièces à usiner. La machine projette un réticule laser qui est étalonné sur les bords et les angles de la pièce pour établir des points de référence.
Après une année de production avec le portique pour bois massif WEINMANN, les équipes TimberLab mesurent aujourd'hui les avancées révolutionnaires qu'ont connues leurs processus de production. « Les avancées que nous avons réalisées au sein de TimberLab grâce à l'automatisation de la fabrication avec une machine de cette taille sont inestimables », s'exclame Owen. « Grâce aux efforts de nos équipes ainsi qu'au soutien de WEINMANN et de Jacks, nous avons appris à maîtriser le matériel. Outre la machine, dont nous avons dû apprendre le fonctionnement, nous avons dû maîtriser d'autres sujets : l'aspiration des poussières, les aspects relatifs à la santé et à la sécurité, mais aussi la mise en œuvre du logiciel de CAO. Nous avons mené toute une série d'essais pour déterminer les outils à utiliser selon l'usinage à réaliser et leur efficacité selon les différentes matières. » Au fur et à mesure de ses expériences, TimberLab a échangé avec d'autres sociétés européennes qui utilisent des machines WEINMANN. « On expliquait ce que nous avions appris et on écoutait les enseignements tirés par les autres. Une bonne occasion de continuer à se former les uns les autres et, autre aspect important, de faire savoir au secteur ce que TimberLab est désormais capable de réaliser grâce au portique WMP de WEINMANN. »
« Nous avons bien fait d'y aller progressivement », résume Owen. « Nous savions qu'il faudrait du temps pour appliquer de nouvelles méthodes et, ce faisant, nous devions maintenir la cadence qui est la nôtre. » Les opérateurs de TimberLab ont maintenant atteint le stade où ils maîtrisent totalement les diverses fonctions des machines. « Ce qu'il nous reste à faire maintenant », conclut Owen, « c'est montrer notre énorme potentiel aux promoteurs et aux constructeurs. Ensemble, nous pourrons alors exploiter tout le potentiel de la construction bois. »
Source : TimberLab Solutions Ltd.