An article from the specialist magazine HOB, 09/ 2015. www.hob-magazin.com.
Umdasch Shopfitting is a leading manufacturer of complete, superior shopfitting solutions. The production concept at its location in Neidenstein is currently undergoing a fundamental paradigm shift. At present, production still takes place at various levels with no interlinking; in future, production will take place on an assembly line. The strategy for this change is called Vision 2020. For batch sizes of 1 to 20 units, Umdasch is implementing order-based production and inventory-based production that will also be compatible with future technological advances. Orders of larger quantities will be processed on a main production line, while orders with a quantity of one or three will be placed on bypass lines and processed according to capacity. Uwe Rimmler, Division Manager for Production, Logistics and SUI at Umdasch Shopfitting, explains: "So in future, we will run two lines: one high-speed line and one somewhat slower line. Processing will be prioritized according to quantity and delivery schedule. That's because our customers are increasingly demanding faster delivery times, meaning the throughput times from granting the order to delivery and assembly are becoming shorter and shorter." Umdasch took the first step toward restructuring with a storage-saw combination from Holzma and Homag Automation. It was put into operation at the end of last year and consists of a TLF 411 horizontal storage system and an HKL 300 profiLine angular sawunit. As the next step, the company is currently renovating the hall. Next year, the entire heating and energy system will be renovated, and this will be followed by various investments in machines.
Many arguments in favor of a change
As recently as 2014, Umdasch was working with a storage-saw combination from Homag Automation and Holzma. It consisted of a horizontal storage system and the HPV 11 panel dividing saw. "With this system, which was located in the center of the hall, production ran in two directions. This meant that a workpiece traveled an average of 921 m. With the new system, which was installed at the beginning of the hall, the travel distance is 322 m. That was the first efficiency saving that we achieved with the storage-saw combination," says Rimmler. Installing the saw in a central position at the beginning of the hall is a forward-looking idea. This is because, in the coming years, different technologies will be connected at the three connection points for follow-on processes of the angular saw unit. These technologies are likely to include nesting and digital printing. There were also a number of other points in favor of the investment in a new storage-saw concept. The first was the maintenance and repair costs, which on the old system had increased significantly after 15 years of two-shift operation. The arguments in favor continued with the tolerances, which were continually increasing for cutting. "An analysis of our parts also showed that only one or two percent of them are longer than 2.80 m. So we switched to half-size panels," says Rimmler. "Up until then, the large formats were associated with inefficient routes of up to 50 m from the storage facility to the saw. And the amount of space we needed in the storage facility itself was enormous." Since the company lost a lot of time moving the panels and following the long routes, it also wanted efficient storage software and automatic labeling so that the storage system knows where every panel is. However, the top priority for the Division Manager was to increase efficiency. He wanted to increase speed in production while also making it more ergonomic. "When we cut, we sometimes get strips that are 5 m long and 60 cm wide. In the past, having a saw with a cutting linemeant that these strips had to be turned, positioned and cut again manually." Last but not least, the Division Manager wanted a more efficient way to dispose of any waste generated.
Requirements fulfilled
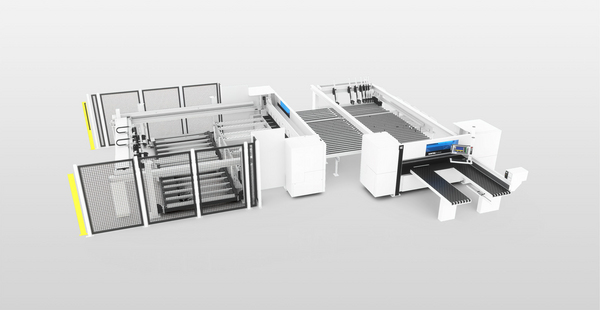
"As a result of these requirements—which extended from increasing efficiency, through to operating personnel reducing any times that can be influenced, a reliable planning software with regular updates, and efficient waste disposal—we quickly arrived at the angular saw unit concept, with all the features that such a saw has to offer today," says Martin Kress, Holzma Product Manager. The Holzma HKL 300profiLine was combined with a TLF 411 horizontal storage system and both were put into operation last year. Since then, the company has been gathering experience in how the system meets the various requirements.
As the material analyses performed by Umdasch had led to a reduction in large-sized panels, the company was aiming for a storage facility that was as small and efficient as possible. The faster angular saw unit did not need a storage facility of the previous size anyway. Today, the new horizontal storage system is half the size of the old one. Where previously the company used both an internal and an external storage facility, now everything is in a single system once it has been booked in. "Thanks to the high-performance software and the individual storage slots, we have much faster access to material and we always have an overview of what the individual stacks contain," says Rimmler. "When placing material in storage, the system thinks far ahead and stores the large number of panels in an optimal way." With the storage facility controlling the saw, the storage system knows when the angular saw unit needs a certain panel. The system uses free times for restacking so that any panel required is available at the right time. These processes mean that the storage system learns the frequency with which a certain material was moved and automatically places corresponding stacks closer to the saw. In contrast to the old storage system, the new system uses a suction cross rail—the ST 71—which can move diagonally and rotate depending on the panel. "This means that we can now pick up any panel up to 4 mm thick and we can make much better use of the space available in the storage system. Because each panel is measured, the panels can be placed much closer together," says Rimmler.
More than 40 percent faster
"After installing the system, we recorded and evaluated the cutting data for one month," explains Kress. "We discovered that, with the same cutting data, the new system is 42 percent faster than the old system." Initially, Umdasch expected an increase in efficiency of 20 percent. "We now know that as soon as we cut larger batches, we are more than 42 percent faster," says Rimmler. "For objects with five or six different materials, the increase in efficiency is 20 percent. At the moment, more than 50 percent of our products go into storage and we are therefore producing higher quantities; accordingly, the increase in efficiency is always more than 30 percent. The effect is that, with the usual three-shift operation in-house, cutting only has to take place in two shifts. This reduces the pressure on prefabrication and employees and we have the high quality that we need." At present, books of up to three panels are also being cut at Umdasch. "Our analyses show that book cutting is moving in the direction of 1.2 to 1. panels. This trend towards single panels also applies for conventional shopfitters, furniture manufacturers, and manufacturers of booths for trade fairs," states Kress. "In future, we too will no longer cut books because we want to produce complete furniture in a throughfeed process," confirms Rimmler. "We may have to accept a somewhat slower throughfeed at the saw so that we can be faster in the overall production sequence. We will then probably no longer need the large storage facilities for our products since we will be able to produce stock products at short notice."
Forwarding information efficiently
The cut panels are currently labeled either by an automatic printer located near the pressure beam or, at a lower percentage rate, by a manual dispenser as soon as the book is processed. In a book of three panels, the first label is automatically affixed on the top, and the two lower panels are labeled by the manual dispenser. "The labels pass on more extensive information than in the past. From apractical perspective, this means that processing steps could also be initiated," says Rimmler. "However, we want to go one step further in this area by using RFID." The part will then not only be scanned to subsequently load programs and initiate processing; for Umdasch, RFID could also become the stock management system. That means the company would always know where every part is located at any specific point in time. And in production, each machine could report to the system that processing is complete. At present, the labels transport information such as the order number, final production deadline or loading deadline. In future, the processing algorithms will be transferred directly via a CAD/CAM connection. This is one reason why the future strategy is to implement control software across all systems. The key focus here is Cobus. "In this area too, we are conducting initial discussions about an overarching system that we can use to control the various production technologies," explains the Division Manager. In the meantime, the Holzma storage-saw combination is the first building block in the Vision 2020 production initiative at Umdasch. The most important point, which has already been fulfilled with this combination, is a significant increase in efficiency. Second on the agenda is improved ergonomics, which goes hand in hand with increased employee satisfaction. As Rimmler says: "I can only put the plans into action if the employees are satisfied. At the very first training session, our employees noticed that we are making a quantum leap with the user interface." The background noise is also considerably lower these days. When you enter the hall, you don't hear the storage system and you only hear the saw when certain materials are used. The disposal of offcuts, which is now automated, is also much more ergonomic for employees. Nobody has to pick up the offcuts any more. And nobody has to handle long, heavy panels any more either. "We can maintain the predefined tolerances for cutting with much less effort now," continues Rimmler. "Ultimately, the tidy storage facility is a calling card for us because we often present our production processes to customers to be transparent and to create confidence."
The story continues
Rimmler is currently obtaining data for a throughfeed drilling unit. "Our analyses show that on the current processing system, we only produce four percent shaped parts — over 90 percent of parts are rectangular," explains the Division Manager. "We will incorporate these findings into the purchase of the drilling unit and once again, the Homag Group is an interesting partner for us."
Images: specialist magazine HOB / Michael Hobohm
“Our customers increasingly want short delivery dates, which means that lead times from placing of the order to shipment and installation are becoming shorter and shorter.”Uwe Rimmler, Senior Manager for Production, Logistics and SUI at Umdasch Shopfitting
You may also like
-
![]()
Panel dividing saw SAWTEQ A-300 | A-310 as angular saw unit
Rip and cross cuts in one pass: this saw is an excellent solution for volume production involving cutting panels in books.
-
![]()
Storage system STORETEQ P-300 | P-500
Optimizes the storage area and saves you valuable production space
Optimum material consumption down to the remaining part thanks to sophisticated material management
Increase in productivity of up to 40 % without any added personnel requirements