

Published by HK Magazin, Issue 03/2016. Read here: HK-Magazin Online.
Those in charge at Erba Mobili have often proven their courage and foresight. Over the course of its history, the Italian furniture manufacturer has responded to market changes by restructuring the company more than once. And while other companies in the region have long since disappeared, today Erba is in a very good position. The company recently invested in a batch size 1 system from the HOMAG Group. This has allowed Erba to increase their sales significantly whilst simultaneously reducing the stock on hand, and all with the same number of employees.
"It was clear to all of us that our very existence was at risk," recalls Alessandro Erba, Managing Director of Erba Mobili and son of the founder of the company, looking back at the economic situation after the turn of the century. "We would have had to give up our company if we hadn't used money to make investments and undertake structural changes."
Erba Mobili has withstood a few such changes over the course of its history. When Emilio Erba established a joinery with his two brothers in 1956 and produced wood inlays for supply to other businesses, an area of business that was widely popular in Como at the time, he could not have known that in 1975, the company would be offering its own range of furniture. Ten years later, the company had established itself as one of the leading manufacturers of furniture for children's bedrooms. That's still true today, although now it's more a case of furniture for adolescents. During that time, the company had to overcome the change from wood and veneer to coated panels. The Erba family did not take this decision lightly but did decide unanimously to invest in the future.
Because the market no longer wanted wood and veneer, the company had to buy machines designed for processing coated panel materials. Therefore, at that point in time, the first investments were a horizontal panel dividing saw, an edge banding machine, and a drilling machine. This put Erba Mobili in a good position; the quality of the edge processing was state of the art and the company was able to process large quantities.
The survival of the company was ensured — or so it seemed. But the potential furniture customers soon had other interests: they didn't want to have to wait so long for the furniture they had ordered. And so Erba Mobili were faced with a new problem: the space in the production facilities was tight, stocks increased alarmingly — not to mention the capital commitment. Alessandro Erba remembers the beginning of the decision making process: "We contacted our professional Italian and German machine manufacturers and explained our situation." The company soon realized that a batch size 1 system was the right solution — but which manufacturer had the best concept? "To find out, my brother Giulio and I visited the machine manufacturers who in turn allowed us to visit reference customers to get an impression of how these machines performed in practice," explains the head of Erba Mobili.
In the end, it came down to a technological decision between two systems, with the HOMAG Group being awarded the order. The concept — viewed at two companies in Switzerland — was impressive. That was important for those in charge at Erba; ultimately, they wanted to set up a production that was fully automated and enabled the manufacture of furniture parts down to batch size 1 in a cost-effective process. Erba was impressed by the solution offered by the HOMAG Group and also by the price/performance ratio. The company was already thinking about the next steps and further investments.
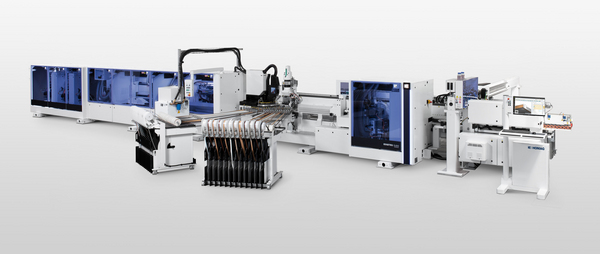
Today, the tailor-made KFR 610 powerLine format and edge banding machine from HOMAG and a fully automatic TFU 820 workpiece circulation from HOMAG Automation form the core of the entire production at Erba Mobili. Experts from the HOMAG Group (Wolfgang Kläger and his team) adapted the system to the customer's premises and needs. The cutting work, which is done manually but does have a barcode printer, takes place before any processing on this system. For each part cut, this barcode printer prints a label which contains the identification of the part and the work plan. The cut parts are then supplied to the flexible edge processing cell manually using transport carriages or scissor lifting carriages. Alternatively, small series stacks can be fed to the system automatically from a separate feed station. Powered roller conveyors transport the cut parts from the manual feed station to the batch size 1 system; this system works fully automatically and is therefore completely enclosed. The "admission card" for the part is the barcode label which is read by a scanner at the infeed.
The first station is a material buffer with 25 slots. This separates the manual feeding process from the automatic format and edge processing. This is followed by the cross transport to the KFR machine via a rotary gantry. The first processing step is initiated based on the barcode data. The woodLine edge preview ensures that the edge material is provided on time. While the system is producing one batch, the edge preview equips the edge magazine for the next batch. This is an advantage in particular for small batch sizes and frequently changing edges. The second rotary gantry at the machine outfeed guides all parts to the part return in the correct position after the first processing step. The system decides on the next processing steps depending on how full it is. There is usually a second, third and fourth throughfeed with format and edge processing. The machine is equipped with a gluing system for application of PUR glue and a preparatory step for laserTec. The edge magazine of the processing machine can store up to twelve different edges. This gives Erba the flexibility to always supply the correct design from the 52 available. The processing machine also has an SF62 trimming unit with an eight-part tool changer. This means that the extensive groove and rebate processing can also take place automatically via throughfeed.
At the end of the batch size 1 system, the parts are ejected and provided in a hedgehog buffer for manual removal or, optionally, are stacked on a Euro pallet. The parts are then dispatched to further processing and assembly stations on an order-specific basis using transport carriages or Euro pallets, before they are then packaged for transport to the customer. Here, Alessandro Erba has made a clever investment (because it is consistent). "Using the VKS 250 packaging machine from HOMAG Automation, the company produces each individual box when it is needed, thus saving them having to store lots of boxes," explains Roberto Pardini, salesman at HOMAG Italia and Product Manager for CNC. The machine control system with powerTouch enables the company to produce a box at the touch of a button. At Erba, around 200 boxes are required every day, but each box has its own individual dimensions (batch size 1). The boxes are cut in five different formats.
Is that all really worth the effort for a relatively small furniture manufacturer with 32 employees? "The answer is a clear yes", says Alessandro Erba. "Keeping the same number of employees, we have increased our sales by 35 percent and reduced our stock on hand from €500,000 to €50,000." Asking about an ROI with such strong figures is a moot point. Anyone that can deliver a wide product range in a short time has done everything right because their customers are satisfied. It is also clear that special requests from customers are no problem. With this range of machines, Erba has also been able to develop classic project business. Seen from that perspective, setting up an automated production with batch size 1 was more than just a clever investment; Erba can increase the output of the system and thus provide a great deal of security for the future by taking advantage of the opportunity for three-shift operation.
Buoyed by this success, Alessandro Erba wants to achieve an even better position for his company on the market and is planning further investments in the future. He has his eye on the cutting work. Erba wants to place a new dividing saw with an automatic panel storage facility at the beginning of the process chain. He knows that the advantages that come from optimum machine utilization and minimum space requirements for stored panels can only be exploited with a saw/storage combination.
In Switzerland and Schopfloch, Erba has seen how companies can reduce transport routes and thus generate more space for panels. There, transport within the warehouse and the handover to the saw are supported only by computer-controlled suction cross rails. There is no longer any need to allow room for forklift trucks. This means that there is almost zero idle time. "This will easily allow you to increase productivity by up to 40 percent," says Roberto Pardini from HOMAG, emphasizing the advantage to the customer, "and with the same level of personnel and maximum material exploitation". And by the way, the automatic saw-storage combination takes over the unmanned pre-picking, ensures automatic stock control and monitoring, and ensures optimal planning.
Fotos: HK Magazine / Norbert Schmidt
“It was the right decision. We increased our turnover and reduced our stock by 90 %.”Managing Director Alessandro Erba
You may also like
-
![]()
Edge banding machines EDGETEQ S-810 powerLine: Individual equipment configuration
Delivering accurate processing and the perfect aesthetic in combination with any edging material